1
Изобретенне относится к области литейпого ироизводства и может быть исиользовано при изготовленнн отливок с кристаллизаннс гтод давлением.
По основному авт. св. № 539683 известно устройство для нолучеиия отливок, содержащее емкость с расплавом, подвижную литейную форму с заливочным отверстием в донной части.
Для иоднрессовки расплава в дне емкости соосно с заливочным отверстием формы выполпеио сквозпое отверстие, в котором установлен донолнптельно введенный поршень. Камера прессования расположена в нижней части рабочей части формы.
При литье чугуна н стали иаблюдается значительный износ норшня заливочного отверстия н литейной формы, так как до начала прессования на торец поршня и стенки литиикового хода намораживается корка металла.
С целью предотвращения износа заливочного отверстия подвижной формы в емкости выполнено соосно с поршнем облицованное огнеуиором углубление, виутренинй диаметр которого по облицовке соответствует днаметру иорщня.
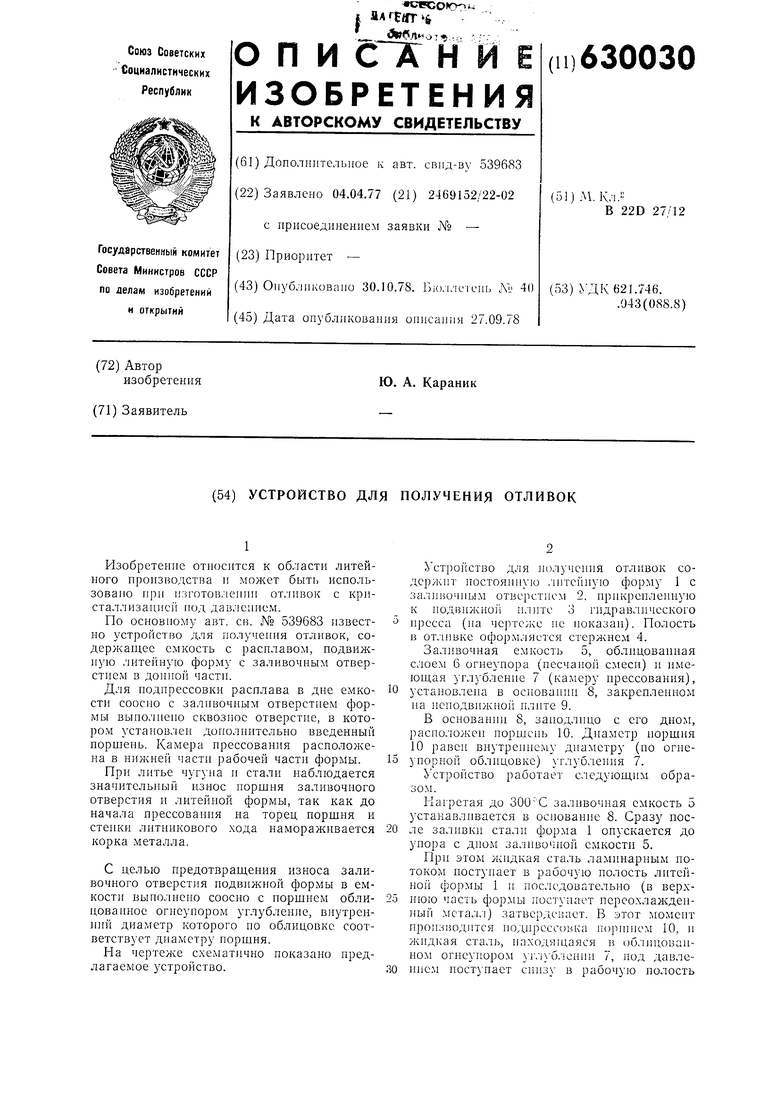
На чертеже схематично ноказано предлагаемое устройство.
Устройство для получения отливок содержнт ностояниую .читейную форму 1 с заливочным отверстием 2. нрнкреиленную к нодвижной плите 3 гндравлического
пресса (иа чертеже не показан). Полость к от.ишке оформляется стержнем 4.
Заливочная емкость 5, облицованная слоем 6 огпеупора (песчаной смеси) и имеющая углубление 7 (камеру прессования),
установлена в основании 8, закрепленном иа неиодвнжио нлите 9.
В основанни 8, занодлнцо с его дном, расноложен норшень 10. Диаметр поршня 10 равен внутрениему днаметру (по огнеупорной облицовке) углубления 7.
Устройство работает следующим образом.
Нагретая до ЗООС заливочная емкость 5 устанавлнвается в основание 8. Сразу иосле залнвки стали форма 1 опускается до упора с дном залнвочной емкости 5.
При этом жпдкая сталь ламинарным потоком ностунает в рабочую нолость лптейHoii формы 1 и последовательно (в верхнюю часть формы поступает переохлажденный металл) затвердевает. В этот момепт произ1 одптся иодирессоика nopniHCAi 10, и жндкая сталь, находянхаяся в об.чпцованном огнеунором углублении 7, под давленнем постхпает снизу в рабочую полость
формы 1, обеспечивая уетранение усадочных дефектов в отливке. Готовая отл-ивка извлекается из формы 1.
При испо, ьзовании изобретения устраняется износ литникового хода фюрмы, а огнеупорная облицовка защищает норшень от высокотем11ерату)ных воздействий жидкой стали или чугуна.
Кроме того, предлагаемое устройство позволяет управлять процессом кристаллизации отлпвки за счет длительного сохранения жидкой фазы в облицованной огиеунором камере прессования и возможности
иодирессовки иоршием в любой нужный момент времени, за которое затвердевав отливка.
Формула изобретения
Устройетво для получения отливок по авт. ев. № 539683, отличающееся тем, что, с целью предотвращения износа залпвочиого отверстия подвижпой формы, в емкости выио.1иено сооспо с поршнем облипованпое огпеупором углубление, внутренний диамет) которого но облицовке соответствует диаметру поршня.