Изобретение относится к области машиностроения и металлургии и может быть использовано в производстве при изготовлении фасонных отливок деталей машин и механизмов, при изготовлении литых заготовок типа «сляб» для производства проката, является усовершенствованием способа литья выжиманием с кристаллизацией под давлением ЛВКД и вытеснением расплава металла в формы через разовый металлопровод непосредственно из плавильной печи с кристаллизацией расплава в формах под давлением ЛВПКД, которые могут быть использованы также и во внеземных условиях (т.к. реализация их не зависит от сил гравитации и величины атмосферного давления), где широко используемый на Земле способ гравитационного литья вообще не позволяет получать литые заготовки.
Известен способ изготовления точных отливок в газопроницаемых керамических формах с кристаллизацией под механическим давлением (К.А.Медведев, Н.М.Чернов. «Литье по выплавляемым моделям с кристаллизацией под давлением коррозионно-стойких сталей» // Литейное производство, 2006. №1, стр.20-23).
При механическом давлении обычные керамические формы приходится утолщать для предотвращения их разрушения, что удорожает литье.
Наиболее близким аналогом, принятым за прототип, является способ литья выжиманием с кристаллизацией под давлением (RU 2234392, B22D 18/02, опубл. 20.08.2004, бюл. №23).
Согласно данному способу литья, включающему заливку дозы расплава в облицованную камеру выжимания, выжимание расплава в расположенную над ней литейную форму под механическим давлением и затвердевание отливки в форме под газовым давлением, газовое давление - противодавление механическому, отличное от атмосферного, создают в форме в начальный момент поступлением в нее расплава, а механическое давление снимает после заполнения расплавом рабочей полости формы при поступлении его в прибыльную часть.
В отдельных случаях, при изготовлении отливок в разовых газопроницаемых формах, технологически требуется производить вакуумирование, например, в керамических формах при изготовлении тонкостенных отливок, в формах с использованием пенополистироловых газифицируемых моделей и др. Поэтому данный способ имеет ограниченные технологические возможности.
Задача данного изобретения является устранение отмеченного недостатка.
Поставленная задача достигается тем, что в способе изготовления отливок в газопроницаемых формах под давлением, включающем заполнение литейных форм расплавом металла и затвердевание его в формах под воздействием газового давления Ргаз на металл отливки, на металл отливки одновременно с воздействием газового давления осуществляют механическое силовое воздействие Рмех путем сжатия поршнем расплава металла в камере прессования, при этом Рмех≤Ргаз.
Это позволяет изготавливать отливки в газопроницаемых формах с использованием вакуумирования при заполнении расплавом форм, а после заполнения эффективно создавать давление на металл отливок даже при изготовлении их из узко-интервальных и эвтектических сплавов, чистых металлов (если применять только газовое давление, то оно нарастает последовательно до необходимой величины и может не успевать сработать в случаях, указанных выше).
Для пояснения способа на чертеже 1 приведена рабочая схема (устройство). Устройство состоит из керамических форм 1, собранных с песчаными стержнями 2, расположенными в контейнере 3 с крышкой 4, камера прессования 5 с поршнем 6 и заливочным отверстием 7. Под контейнером 3 расположена камера выжимания 11, облицованная песчаной смесью 12, на которую установлен пуансон 8 с литниковым ходом 9 и облицовкой 10. В камеру выжимания 11 залит расплав 13. Между штоком поршня 6 и крышкой 4 расположено герметизирующее уплотнение 17. Для вакуумирования форм 1 имеется газопровод 14, а для создания газового давления на металл отливок имеется газопровод 15. Для связи контейнера 3 с атмосферой имеется газопровод 16.
Отливки из стали 25Л (узко-интервальный сплав) получают следующим образом.
Отливки из стали 25Л (узко-интервальный сплав) получают следующим образом.
Согласно ГОСТ в стали присутствует в виде допустимой примеси хром в количестве до 0,3%. Дополнительно производятся микролегирование стали титаном в количестве до 0,1%, тоже в пределах допустимых примесей.
Сталь выплавляют в индукционной печи по известным режимам. Заданную дозу стали заливают в камеру выжимания 11 при температуре 1560°С и продувают азотом, одновременно для понижения температуры и образования в стали эндогенных частиц Cr2N, TiN, TiCN.
При достижении температуры 1500°С сталь вытесняют в формы 1, расположенные в герметичном контейнере 3, с заданной скоростью при одновременном вакуумировании ее. После заполнения форм 1 расплавом стали и в начале поступления его в прибыльную часть вакуум отключают и в контейнер 3 подают газовое давление в пределах 0,5 МПа через газопровод 15. Одновременно поршень 6 под действием силового механизма (на чертеже не указано) перемещают вниз, сжимая жидкий расплав в камере прессования 5. Механическое давление позволяет воздействовать на металл отливки в нужный момент времени по заданной программе (создается давление изнутри), а газовое давление противодействует механическому и воздействует на металл отливки снаружи. Несмотря на узкий интервал кристаллизации удается создать в металле затвердевающей отливки необходимое давление, в необходимый момент времени.
Указанные приемы получения отливок используют также при заполнении форм расплавом непосредственно из плавильной печи через разовый металлопровод с кристаллизацией в формах под давлением.
Использование изобретения позволяет расширить технологические возможности способа изготовления отливок из узкоинтервальных и эвтектический сплавов, чистых металлов, способ применим и во внеземных условиях, т.к. качество получаемых отливок не зависит от сил гравитации и величины атмосферного давления в отличии от широко применяемой на земле свободной заливки перегретого над линией ликвидуса расплава металла в форму с кристаллизацией под атмосферным давлением.
Изобретение относится к области литейного производства. Способ включает заполнение литейных форм расплавом металла и его затвердевание в формах под воздействием газового давления Ргаз на металл отливки. На металл отливки одновременно с воздействием газового давления осуществляют механическое силовое воздействие Рмех путем сжатия поршнем расплава металла в камере прессования. Механическое воздействие осуществляют при условии, что Рмех≤Ргаз. Достигается повышение механических свойств получаемых отливок. 1 ил.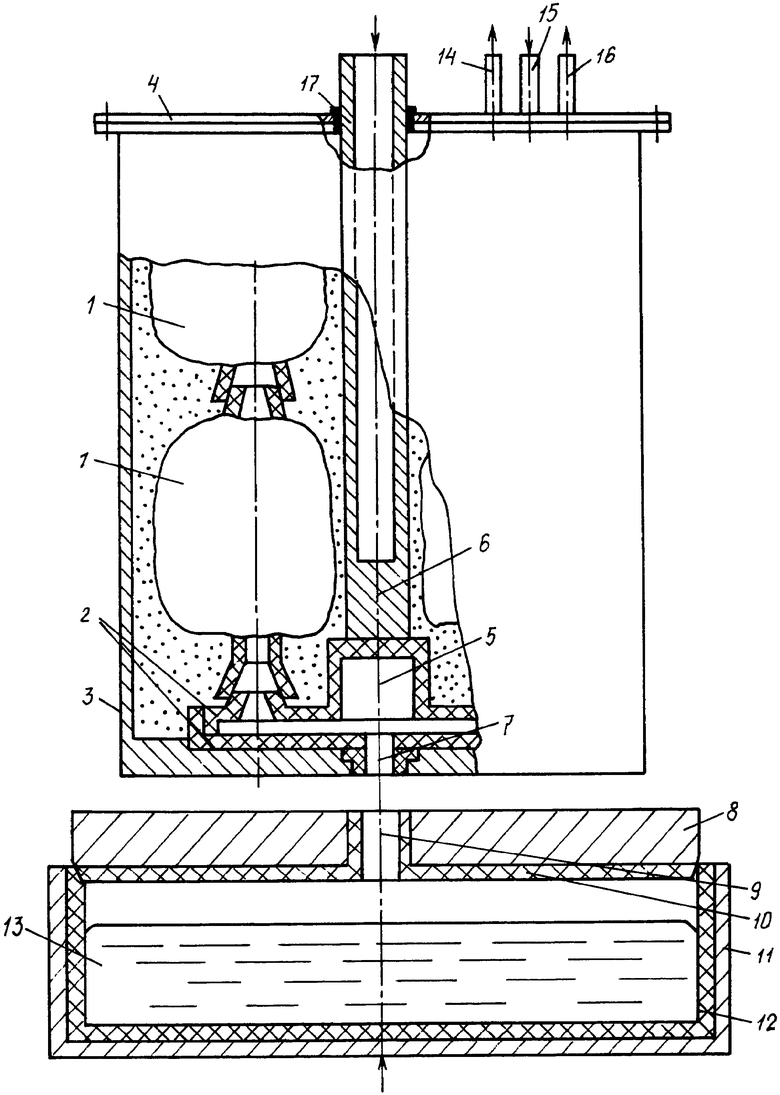
Способ изготовления отливок в газопроницаемых формах под давлением, включающий заполнение литейных форм расплавом металла и затвердевание его в формах под воздействием газового давления Ргаз на металл отливки, отличающийся тем, что на металл отливки одновременно с воздействием газового давления осуществляют механическое силовое воздействие Рмех путем сжатия поршнем расплава металла в камере прессования, при этом Рмех≤Ргаз.
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| Способ изготовления резольных масс | 1936 |
|
SU61616A1 |
| Способ проведения реакций под высоким давлением | 1935 |
|
SU51919A1 |
| Устройство для получения отливок выжиманием с кристаллизацией под давлением | 1988 |
|
SU1734940A1 |

