(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК
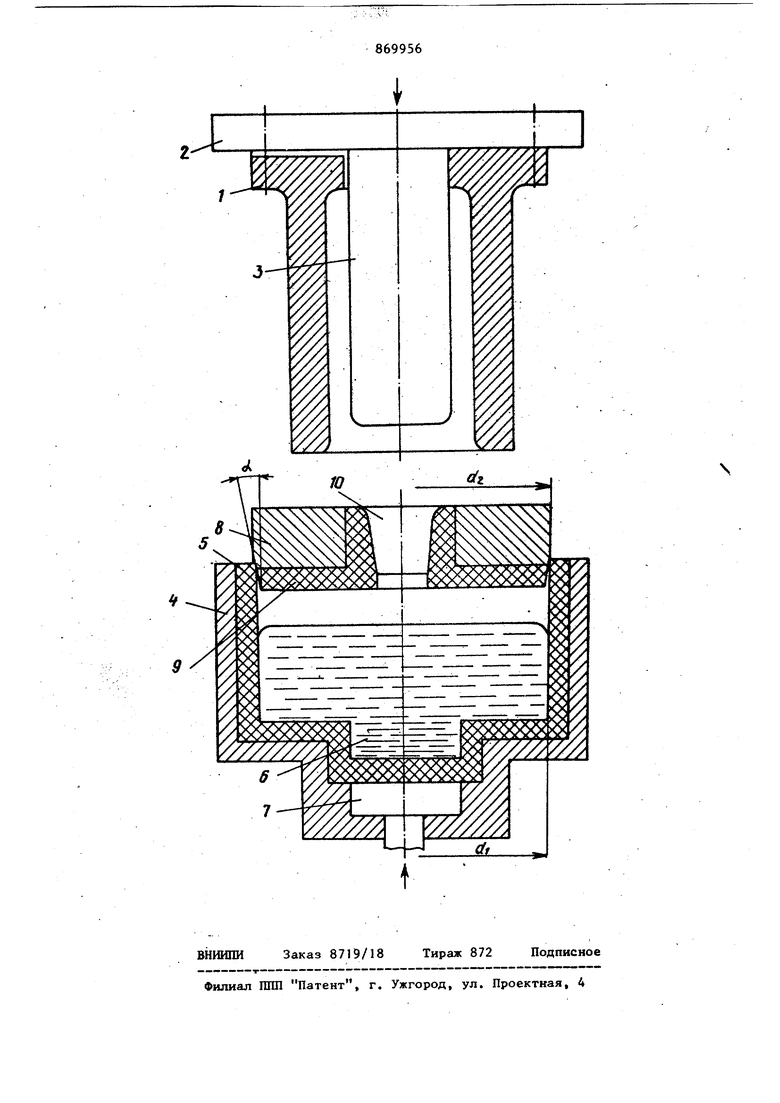
Изобретение относится к литейному производству и является усовершенствованием устройства по авт. св. 630030. В основном изобретении по авт. св Н 630030 описано устройство для получения отливок, содержащее подвижную литейную форму и установленную под ней облицованную огнеупорным составом, например кварцевым песком, камеру вьшимания с углублением fl При литье, особенно чугуна и стали, нижний торец литейной формы подвергается высоким температурным воздействиям жидкого металла и давлением .при подпрессовке, что приводит к появ лению сетки разгара на торце формы и остаточным деформациям - короблению. Кроме того, заливы металла, обра зующиеся на боковой поверхности нижней части формы, затрудняют извлечение из нее отливки и ограничивают телеологические возможности, например введение приема отделения отливк 0т формы сразу после затвердевймия, применяемого при изготовлений тонкостенных отливок. Целью изобретения является повышение долговечности литейной формы и упрощение извлечения из нее готовой отливки. Поставленная цель достигается тем, что устройство по авт. св. № 630030 снабжено подвижной промежуточной плитой с литниковым ходом, размещенной в головной части камеры выжимания. Литниковый ход и донная часть промежуточной плиты облицованы огнеупорным материалом. На чертеже схематично изображено предлагаемое устройство. Устройство содержит постоянную ли тейную форму 1, прикрепленную к подвижной плите 2 гидравлического пресса (на чертеже не показан). Полость в отливке оформляется стержнем 3. Камера 4 выжимания, облицованная слоем 5 огнеупора (кварцевый песок) и 38 имепцая углубление 6 (камеру прессования) установлена на подвижной пдите пресса. В основании камеры 4 уста новлен поршень 7 для подпрессовки сплава после заполнения формы. На камеру 4 выжимания установлена промежуточная плита 8 вьшолненная из стали и облицованная слоем 9 кварцевого песка. В центре плиты 8 имеется литниковый ход 10, также облицованный крарцевьм песком. Для удобства установки плиты 8 на камеру 4, верхняя кромка облицовки и боковая поверхность плиты 8 выполнены со скосом с jrrjioM е 3-. При этом диаметр плиты 8 превосходот внутренний диаметр камеры 4 (.по облицовке) на 1-2 мм для обеспечения беззазорного перемещения плиты 8 в камере 4. Устройство работает следующим образом. Подготовленная к заливке камера 4 выжимания устанавливается на неподвижную плиту гидравлического пресса. Затем в нее заливается металл, например сталь, и устанавливается промежуточная плита 8, которая удерживается на облицовке благодаря разнице диа
Метров d и d. Форма I опускается с заданной скоростью, соприкасается, с плитой 8 и перемещает ее вниз к камере 4 выжимания. В «процессе перемещения плиты 8 вниз сталь через литниковый ход 10 вытесняется в рабрчую полость литейной формы I, после заполнения которой включается привод поршня 7 и производится подпрессовка.
При использовании предлагаемого устройства исключается контакт торца литейной формы с жидким металлом, чем обеспечивается повьтение ее долговечности. Облицовка на нижней поверхности ПЛИ1Ы 8 предотвращает намораживание на ней металла, чем достигается снижение расхода материала и улучше1.Устройство для получения отливок по авт. св. № 630030, отличающее с .я тем, что, с целью повышения долговечности литейной формы и упрощения извлечения из нее готовой отливки, оно снабжено подвижней промежуточной плитой с литниковым ходом, размещенной в головной части камеры выжимания,
ход и донная часть промежуточной плиты облицованы огнеупорным материалом.
Источники информации, принятые во внимание при экспертизе 1. ABToiicKoe свидетельство CCCf 630030, кл. В 22 D 27/12, 1. 6 ние условий затвердевания отливки за счет направленной кристаллизации. Благодаря различию скоростей кристаллизации металла при контакте с металлом (форма ) и неметаллом (облицовка 9), а также затрудненной усадке , литник автоматически отделяется от пресс-остатка в нижней части литникового хода. После затвердевания металла форма подиимается, отливка остается на плите 8 и отправляется на последующую отработку. Использование изобретения позволяет устранить износ нижнего торца ли- . тейной от воздействия жидкого металла и давлений и соответственно повысить ее долговечность. Упрощается использование многоместных форм и извлечение из них готовых отливок. Все это позволяет повысить технико-экономические показатели процесса изготовления отливок. Формула изобретения
