Предлагаемое изобретение касается зубодолбёЖНОго станка для изготовления некруглых шестерён методом обкатки круглым эвольвентным долбяком. Профиль зубцов таких некруглых шестерён составляется из диференциально малых участков нормальных эвольвент, построенных на меняющихся начальных окружностях, радиусы и центры которых для получаемо) шестерни являются радиусами и центромкривизны начальной кривоГ в дацной точке.
Обкатка цо начальной кривой некруглой шестерни круглого эвольвентиого долбяка нри этом приводит к огибанию зубцами дол-бяка получаемых зубцов некруглой шестерни, что является условием, обеспечиваюшиМ точное зацепление. Станок имеет ту отличительную особенность, что он снабжён для заготовки ОСью, несущей копир, вы-полненный в виде некруглой шестерни, сцепленной с цклиндрической шестерней, насаженной на вал обычного эвольвентного долбяка.
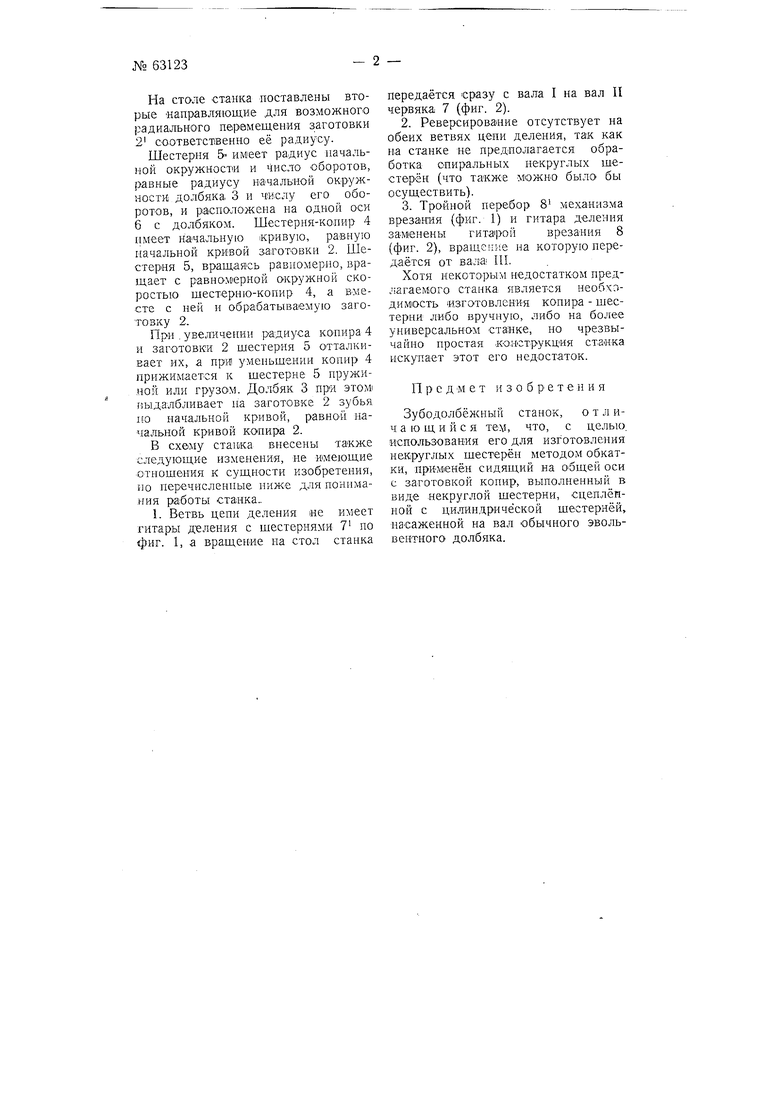
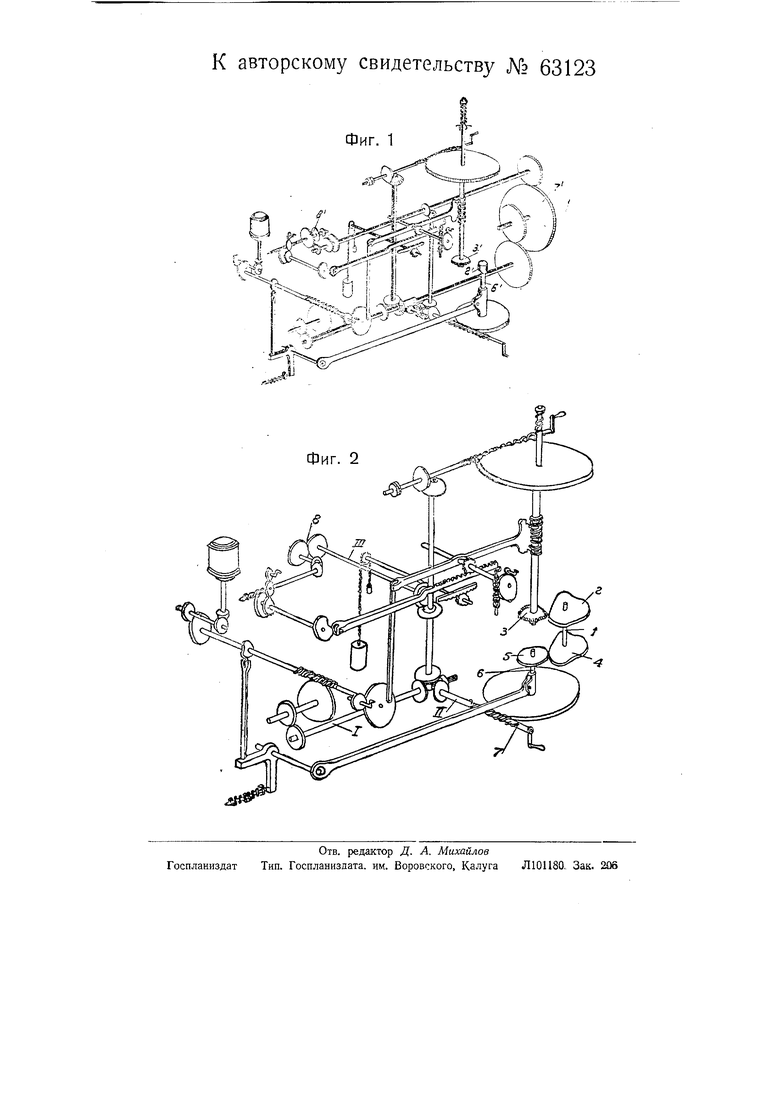
На чертеже фиг. 1 изображает кинематическую схему суш,ествуюЯ1,его зубодолбёжного станка (тина
5А12), использованного в качестве базы для изготовления на нём некруглых шестерён, а фиг. 2 - кинематическую схему стайка но изобретению, полученному в результате реконструкции станка, изображённого н.а фиг. 1.
Как В11ДНО из фиг. 2. станок сис-б1, предназиачснн к HCii заготовк 2
эвольРентпьп круглы:. 3. На нижнем конце сей жёстко насажен соответствуюш,ий изготовляемой шестерне конир 4,, находящийся в зацеплении C3o:i:«i зубчатым венцом с цилиндрической шестерней 5 вала б станка.
Чтобы не было заклинивания зубьев шестерни 5 и шестерни - коиира 4, на их оси посажены гладкие диски (не ноказанные на фиг. 2). начальная окружность и начальная, кривая -которых равны соответственно начальной окр-ужнс-сти шестерни 5 и начальной кривой 1исстер-ш:Koniipa 4.
Копир 4 можно изготовить как и:-: металла, так и, например, нз пласчмассы.
При парезке цилиндрнчесюХ шестерён заготовка 2 просто заправляется на валу 6 (фиг. 1).
На столе станка поставлены вторые «аправляющие для возможного радиального перемещения заготовкп 2 соответственно её радиусу.
Шестерня 5 илгеет радиус начальной окружности и число оборотов, равные радиусу начальной окружности долбяка 3 н числу его оборотов, и расположена на одной оси б с долбяком. Шестерня-копир 4 нмеет начальную кривую, равную начальной кривой заготовки 2. Шестерня 5, вращаясь равномерно, вращает с равномерной окружной скоростью щестерню-конир 4, а вместе с ней и обрабатываемую заготовку 2.
При.увеличении радиуса копира 4 и заготовки 2 щестерня 5 отталкивает их, а при уменьшении копир 4 прижимается к щестерие 5 пружиной или грузом. ДолбяК 3 при ЭТОМ1
пыдалбливает на заготовке 2 зубья ко начальной кривой, равной начальной кривой коннра 2.
В схему стайка внесены также следующие изменения, не имеющие отношения к сущности изобретения, по перечисленпые ниже для понимания работы станка..
1. Ветвь цепи деления не нмеет гитары деления с щестернями 7 по фиг. 1, а вращение на стол станка
передаётся сразу с вала I на вал II червяка 7 (фиг. 2).
2.Реверсирование отсутствует на обеих ветвях цепи деления, так как на станке не предполагается обработка спиральных некруглых щестерён (что также М1ожна было бы осуществить).
3.Тройной перебор 8 механизма врезания (фиг. 1) н гитара деления заменены гитарой врезания 8 (фиг. 2), вращение на которую передаётся от вала III.
Хотя некоторым недостатком предлагаемого станка является необхадимость изготовления конира - щестерни либо вручную, либо на более универсальном стайке, но чрезвычайно простая конструкция стайка искупает этот его недостаток.
Предмет изобретения
Зубодолбёжный станок, о т л ичающийся тем, что, с целью, использования его для изготовления некруглых щестерён методом обкатки, нрим1енён сидящий на общей оси с заготовкой копир, выполненный в виде некруглой щестерни, сцепленной с цилиндрической щестернёй, насаженной на вал обычного эвольвентного долбяка.