Уже известно использование универально - фрезерных станков в качестве 1уборезных для работы червячной фреюй методом обкатки. Для этой цели 1зделие укрепляется в делительной оловке, а червячная фреза-на шпинделе станка.
Основным условием работы станка ервячной фрезой и методом обкатки является наличие постоянной кинемаической связи ходового винта стола о шпинделем станка.
Согласно изобретению для получения ребуемой величины подачи путем по:ижения числа оборотов ходового винта :а последнем свободно надета шестерня, набженная на ступице червяком, слусащим для передачи движения. Червяк аходится в сцеплении, с одной стороны, передачами коробки подач станка, а другой стороны при посредстве черячных передач-с шестерней, передвижой по шпонке ходового винта, вклюаемой в сцепление с шестерней, надеой на ходовом винте, в случае обычых работ.
На чертеже фиг. 1 изображает схему
редлагаемого механизма и фиг. 2- схему
идоизмененного механизма.
Настройка кинематической цепи делеия, связывающей шпиндель станка
с делительной головкой, может быть выполнена коробкой подач при условии соединения делительной головки с самоходом стола при помощи гитары со сменными шестернями. Ограниченное число подач в станке является основной причиной настройки кинематической цепи деления при помощи шестерен гитары делительной головки.
При настройке обычных универсально-фрезерных станков для работы червячной фрезой методом обкатки оказывается, что число оборотов ходового винта, соединенного при помощи гитары с делительной головкой, являясь нормальным для обычных работ на фрезерном станке, -значительно превышает требуемое. Для устранения этого недостатка и предлагается в последнее звено кинематической цепи продольной подачи стола ввести передачи, понижающие число оборотов ходового винта стола.
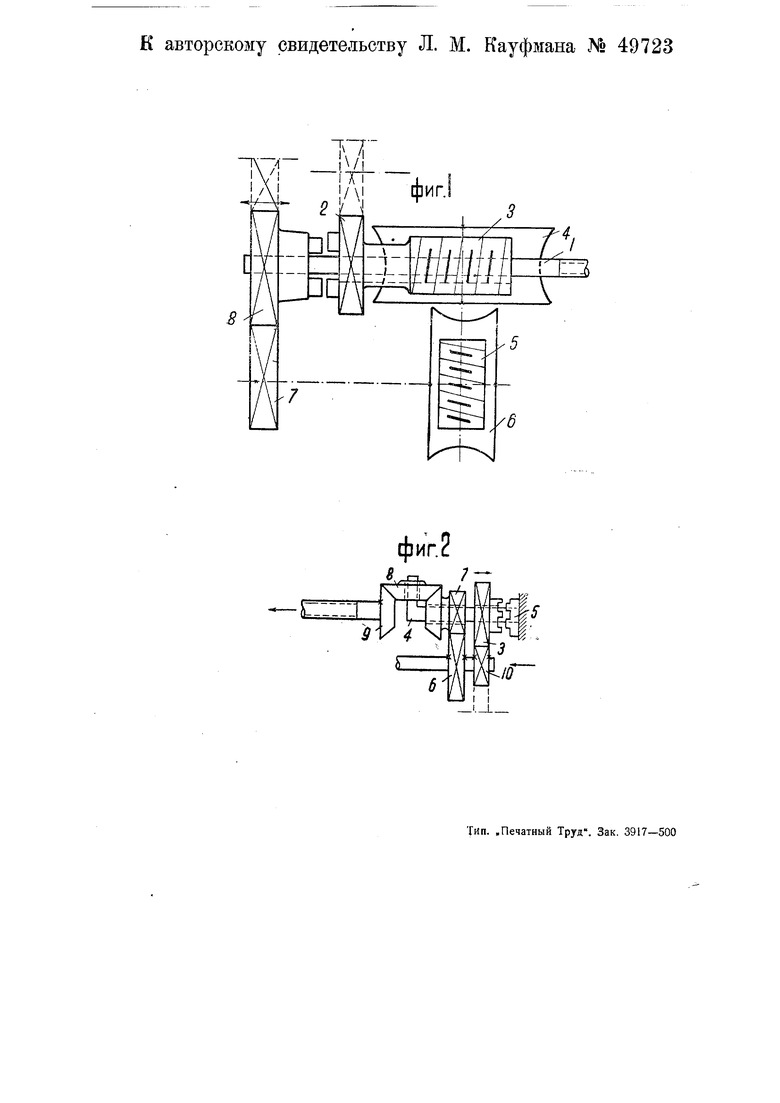
На ходовом винте / (фиг. 1) стола станка свободно надета- шестерня 2,. представляющая одно целое с двухзаходным червяком 3, находящимся в зацеплении с червячной шестерней 4. На оси последней имеется другой двухзаходный червяк 5, находящийся в сцеплении с червячной шестерней 6. В свою
очередь ось последней несет цилиндрическую шестерню 7, находящуюся в зацеплении с шестерней 8, установленной на конце ходового винта на скользяш,ей шпонке. Шестерня 2 сцепляется с шестерней гитары делительной головки.
В схеме передач, изображенной на фиг. 1, представлено включение приспособления для работы на универсальнофрезерном станке, как на зубофрезерном. Как шестерня 2, так и шестерня 8, расположенные на ходовом валике рядом, снабжены на ступицах кулачковыми выступами для их сцепления между собою. При сцеплении шестерен 2 и 6 ходовой винт приводится во враш,ение без понижения числа оборотов. В этом случае станок будет давать обычные подачи, необходимые для универсальнофрезерного станка.
В видоизмененном механизме (фиг. 2) вал / коробки подач станка соединен с ходовым винтом 2 станка комбинированной зубчатой передачей.
В случае обычной работы станка шестерня 3 перемеш1ается на скользящей шпонке валика 4 вправо и имеющимися на ее ступице кулачными выступами сцепляется с кулачными выступами неподвижной части5. Вращение передается шестерней 6 шестерне 7, свободно насаженной на валик 4 и имеющимся на ней венцом с коническими зубцами сообщается движение промежуточной конической шестерне 8, свободно сидящей на пальце валика 4 и сцепленной с конической шестерней 5, заклиненной на ходовом винте 2.
При нарезании на фрезерном станке зубчатых колес червячной фрезой (методом обкатки) шестерня 3 перемещается влево, как это изображено на чертеже; движение передается от коробки подач валом 7 через шестерню 10 шестерней, которая в свою очередь при помощи
валика 4 заправляет промежуточную коническую шестерню 8 диференциала, обкатываясь по конической шестерне 9 ходового винта 2. Одновременно вал 7 коробки подач передает движение при помощи шестерен /5 и 7 диференциала в обратном направлении. Таким, образом и осуществляется понижение числа оборотов ходового винта 2.
В обоих случаях работ на фрезерном станке гитара делительной головки сцепляется с шестерней, сцепляемой с подвижной шестерней.
Предмет изобретения.
1.Механизм подачи стола универсально-фрезерного станка, имеющего кинематическую связь между фрезерным шпинделем и ходовым винтом стола для нарезания зубчатых колес червячной фрезой (методом обкатки), отличающийся тем, что, с целью получения требуемой величины подачи путем понижения числа оборотов ходового винта 7, на последнем свободно надета шестерня 2, включаемая в сцепление с шестерней гитары делительной головки и снабженная на ступице червяком 3, служащим для передачи движения и находящимся в сцеплении с одной стороны с передачами коробки подач станка, а с другой стороны при посредстве червячных передач 5, 6-с щестерней 8, передвижной по щпонке ходового винта 7, включаемой в сцепление с щестерней 2 в случае обычных подач.
2.Видоизменение механизма по п. 1, отличающееся тем, что, с целью понижения числа оборотов ходового винта применен диференциальный механизм, ведущая, щестерня которого получает вращение с ббльщей скоростью, а ведомая, непосредственно связанная с ходовым винтом,-с меньщей скоростью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Делительная головка | 1939 |
|
SU56930A1 |
| Станок для нарезания винтовой резьбы | 1937 |
|
SU53935A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ПРИСПОСОБЛЕНИЕ К УНИВЕРСАЛЬНО-ФРЕЗЕРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЦАМИ МЕТОДОМ ОБКАТКИ | 1947 |
|
SU78760A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1923 |
|
SU7809A1 |
| Зубофрезерный станок | 1980 |
|
SU1219278A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Токарно-винторезный станок | 1934 |
|
SU39510A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Вертикальный зубофрезерный станок | 1967 |
|
SU272790A1 |
фиг.2
J

