Известны зубодолбежные станки для нарезания некруглых шестерен методом обкатки с применением кинематически связанного со шпинделем станка дискового копира, воспроизводящего в выбранном масштабе начальную кривую нарезаемой шестерни.
В этих станках для обеспечения постоянной окружной скорости вращения, заготовки и копира, при изменении радиуса начальной кривой нарезаемой некруглой шестерни, применен фотовизор, предназначенный для автоматического регулирования числа оборотов шунтового электродвигателя постоянного тока, приводящего во взаимно согласованное вращение копир и заготовку.
Неустойчивость характеристики фотоэлементов и ламп усилителя фотовизора не позволяют обеспечить достаточно высокую точность процесса обкатки некруглой шестерни на указанных станках.
В описываемом зубодолбежном станке для обеспечения большей точности процесса обкатки число оборотов шунтового электродвигателя, приводящего во вращение заготовку, регулируется посредством сельсинов, включенных в кинематические цепи станка.
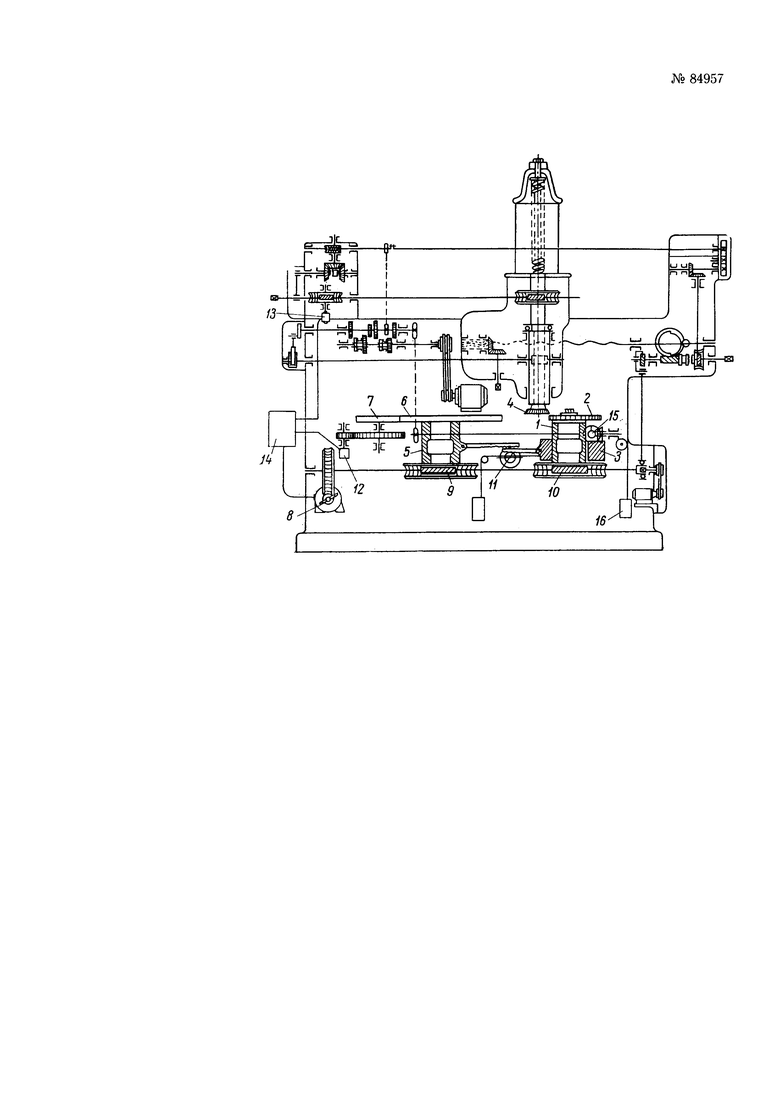
На чертеже изображена кинематическая схема зубодолбежного станка для нарезания некруглых шестерен.
Зубодолбежный станок для некруглых шестерен может быть выполнен на базе универсального зубодолбежного станка типа 514 завода «Комсомолец».
Поворотный стол 1 станка, несущий заготовку 2, установлен на салазках 3, прямолинейно подвижных в радиальном направлении относительно долбяка 4. На направляющих, по которым могут передвигаться салазки 3 со столом, установлен также прямолинейно подвижный второй поворотный стол 5, несущий гладкий дисковый копир 6, воспроизводящий в определенном масштабе форму начальной кривой нарезаемой некруглой шестерни. Копир взаимодействует с гладким вращающимся фрикционным диском 7, подшипники которого неподвижны. Копир и заготовка приводятся в синхронное вращение от шунтового электродвигателя 8 постоянного тока. Этот двигатель кинематически связан с копиром и заготовкой посредством двух червячных передач 9 и 10. При вращении копира, стол с копиром получают радиальное перемещение относительно диска 7, которое через сдвоенную реечную передачу 11 передается на стол с изделием. В результате применения сдвоенной реечной передачи радиальное перемещение стола с изделием относительно долбяка осуществляется в соответствии с выбранным масштабом выполнения копира.
Для обеспечения постоянной окружной скорости вращения заготовки, при изменении у нее величины радиуса начальной кривой, угловые скорости в процессе обкатки заготовки и долбяка в точке соприкосновения их полоид должны быть переменными.
В предлагаемом станке это достигается автоматическим регулированием числа оборотов шунтового электродвигателя 8 посредством двух сельсинов 12 и 13, включенных в кинематические цепи станка. Сельсин 12 кинематически связан с диском 7, а сельсин 13 включен в кинематическую цепь вращения штосселя, несущего долбяк 4. Через усилитель 14 оба сельсина соединены с шунтовым электродвигателем 8, число оборотов которого изменяется в соответствии с изменением, алгебраической суммы токов, индуцированных в обоих сельсинах. Величина же алгебраической суммы токов сельсинов зависит от соотношения окружных скоростей вращения долбяка и заготовки. При нарушении этого соотношения, при изменении радиуса начальной кривой заготовки, соответственно меняется число оборотов шунтового электродвигателя и синхронность вращения заготовки и долбяка восстанавливается. В результате применения сельсинов может быть достигнута точность синхронизации вращения до 1/6000 оборота, что должно обеспечить точность исполнения шага нарезаемой шестерни средних размеров, с отклонением от теоретического не более, чем на 0,010 мм.
Для осуществления периодического отвода заготовки от долбяка при его обратном движении стол 1 может иметь в каретке 3 короткое возвратно-поступательное перемещение, которое осуществляется посредством кулачка 15, кинематически связанного с коробкой скоростей станка и груза 16.
За исключением описанных конструктивных особенностей, в станке используются механизмы и кинематические цепи зубодолбежного станка «Комсомолец».
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок для нарезания некруглых зубчатых колес методом обкатки | 1948 |
|
SU78555A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2026162C1 |
| Приспособление к зубодолбежному станку для нарезания некруглых зубчатых колес | 1955 |
|
SU108752A1 |
| Зубодолбежный станок | 1985 |
|
SU1379031A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ КОЛЕС | 1999 |
|
RU2166414C2 |
| Зубодолбежный станок | 1983 |
|
SU1093445A2 |
| Зубодолбежный станок | 1982 |
|
SU1060359A1 |
| Станок для нарезания цилиндрических зубчатых колес | 1939 |
|
SU57481A1 |
| Зубодолбежный станок | 1987 |
|
SU1430194A2 |
| Приспособление к зубодолбежному станку для нарезания некруглых зубчатых колес методом обкатки | 1956 |
|
SU106525A2 |
1. Зубодолбежный станок для нарезания некруглых шестерен методом обкатки с использованием кинематически связанного со шпинделем станка дискового копира, воспроизводящего в выбранном масштабе начальную кривую нарезаемой шестерни, отличающийся тем, что с целью сохранения равенства линейных скоростей в точке соприкосновения полоид долбяка с изделием, для регулирования числа оборотов шунтового электродвигателя, приводящего во вращение заготовку, применены сблокированные сельсины, включенные в кинематические цепи станка.
2. Форма выполнения станка по п. 1, отличающаяся тем, что сельсины имеют отдельные приводы; первый сельсин кинематически связан с приводом штосселя станка, а второй - с приводом фрикционного диска, взаимодействующего с копиром.
