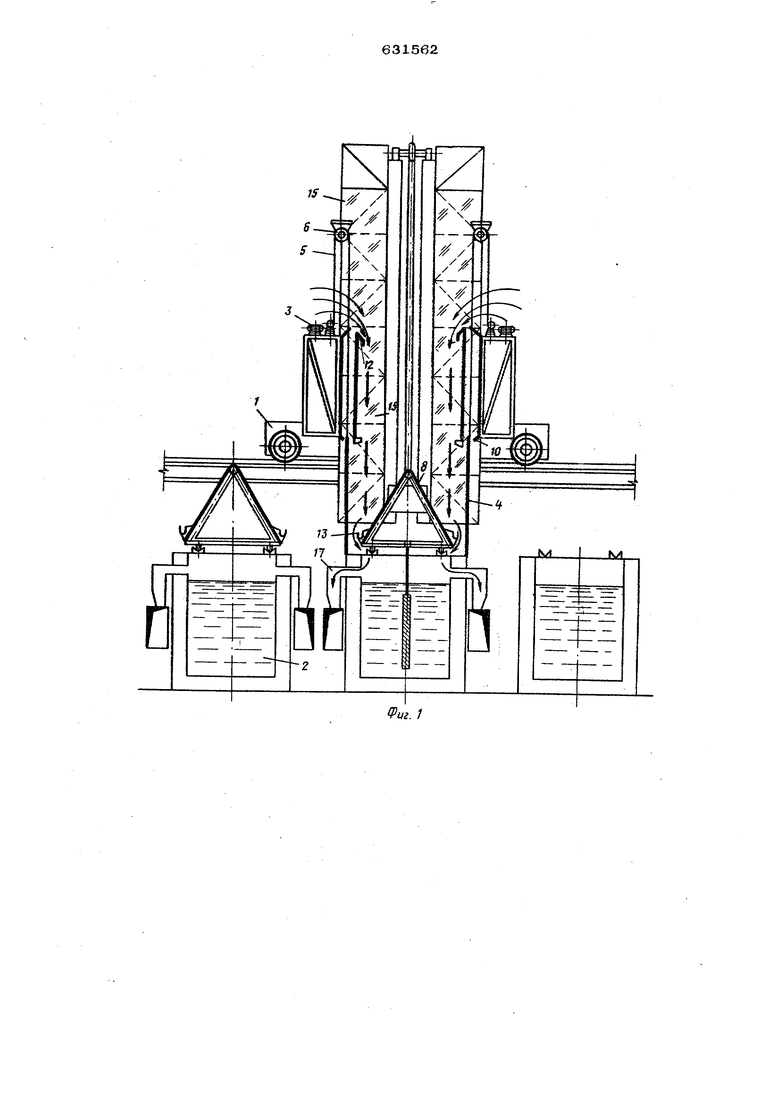
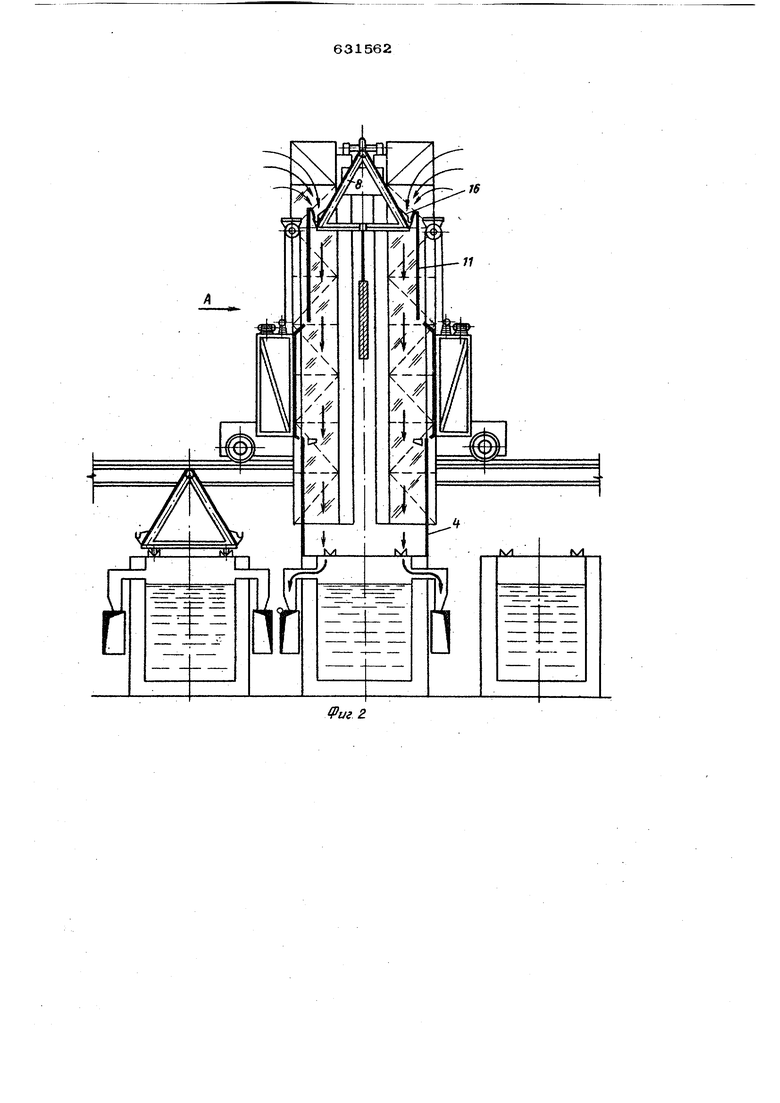
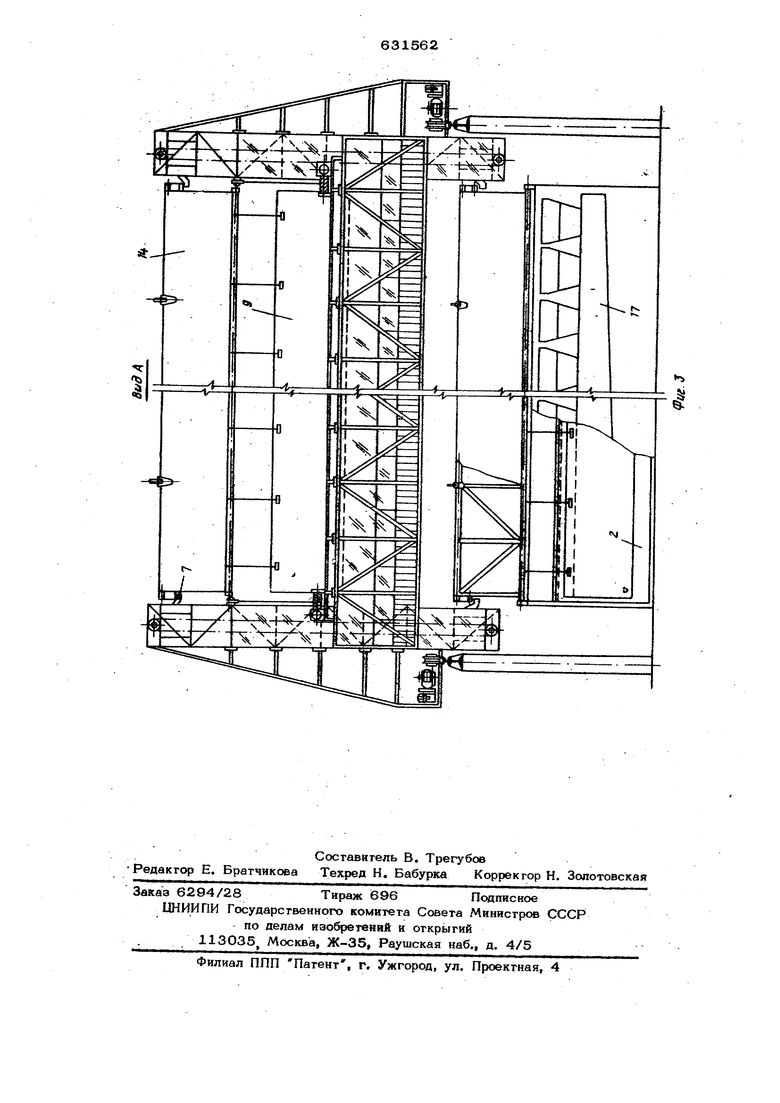
положении подвески; на фиг. 3 - вид А фиг. 2. Автоматическая линия сосгоит из автооиерагора 1, обслуживающего ванны 2 На верхней части портала автооператора размещены электроприводы 3, связанные с двумя шторами 4 через систему канат 5 - блок 6. На автооператоре установлены захваты 7 для взаимодействуя с подвеской 8, опускающей в ванну и поднимающей из нее обработанные детали 9. Упоры 10 автооператора удерживают другую пару штор 11 в исходном положении. Шгоры 11 в верхней части снабжены захватами 12, взаимодействующими с захватами 13 подвески 8, имеющей герметичную крыщку 14, об разующую при подъеме щтор 4 полость 15 с проемами 16. Ванны 2 снабжены бортовыми отсосами 17, Автоматическая линия работает сле дующим образом. При остановке автооператора 1 над ванной 2 подают команду на включение электропривода 3, который опускает две щторы 4 из исходного положения в ниж нее через систему канат 5 - блок 6. Автооператор захватами 7 берет подвеску 8.вместе с обрабатываемыми деталями 9 и поднимает их. При подъеме захваты 13 подвески 8 входят в зацепл ние с захватами 12 штор 11, чго позволяет производить дальнейший подъем подвески уже совместно со шторами 11 Шгоры 4, опущенные до контакта со стенками ванны, щторы 11, поднятые в верхнее положение подвеской 8, и ее крышка 14 при этом образуют полость 15 с проемами le между шторами 11 подвеской. Бортовые отсосы 17 ванны создают в обьеме полости 15 разрежение, обеспечивая через проемы 16 при ток воздуха, обдувающего поверхности поднимаемых из ванн обработанных деталей и уносящего вредные испарения. Возвращение пары штор 4 из нижнего положения в исходное обеспечивает свободное передвижение автооператора над подвесками 8, размещенными на ваннах. При опускании подвески с деталями пара щтор 11 возвращается в исходное положение и удерживается . упорами 10, Захваты 13 подвески выходят из зацепления. В автоматической линии использована система бортовых отсосов, по которым происходит отсос из объема укрытия вредных испарений с поверхности поднятого из ванны изделия и с зеркала самой ван- : ны. Это значительн о упрощает конструкцию линии и позволяет обеспечить максимальный отсос вредных испарений, а также предотвратить их попадание в атмосферу цеха при обработке крупногабаритных изделий. Формула изобретения Автоматическая линия для нанесения гальванических И химических покрытий, состоящая из последовательно расположенных ванн с бортовыми отсосами, автооператором с устройством укрытия обрабатываемых деталей, подвески для деталей, содержащей крышку и захваты, отличающаяся тем, что, с целью улучшения условий ее эксплуатации, автооператор снабжен упорами для взаимодействия с устройством укрытия, последнее выполнено в виде двух пар вертикально раздвижных от привсща щтор, при этом одна пара связана с приводами вертикада.ного перемещения, а другая свободно установлена на упорах автооператора и имеет в верхней части захваты для зацепления с захватами подвески. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельсгво СССР № 397561, кл. С 25 1 19/ОО, 197О. 2.Авторское свидетельство СССР . № 349762, кл. С25 D 19/ОО, 197О. . 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укрытия гальванических линий | 1987 |
|
SU1447940A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1983 |
|
SU1117341A1 |
| Устройство для укрытия линий для нанесения гальванических покрытий | 1980 |
|
SU958788A2 |
| Укрытие ванны автоматизированной линии гальванических цехов | 1990 |
|
SU1805139A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2065511C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| Автоматическая линия | 1990 |
|
SU1791476A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |