Изобретение относится к гальванохимической обработке изделий, в частности к оборудованию для глубокого размерного травления изделий. Известна линия для гальванохимичес кой обработки изделий на подвесках, содержащая ряд ванн, установленных по ходу технологического процесса, автооператор с траверсой и подвески с захватами Cl Однако, в данной линии не обеспечиваются требования техники безопасности при химическом фрезеровании крупногабаритных изделий. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является линия для химического фрезерования крупногабаритных изделий, содержащая ряд ванн,, установленных по ходу технологического процесса и выполненных с ловителями на торцовых бортах, траверсы, приводные шторы и транспортное средство с механизмами подъема и перемещения 2 . Недостатками известной линии являются значительные потери времени при осуществлении транспортных операций, поскольку транспортное средство должно находиться над ванной во время: рабочего процесса, что снижает произво щтельность линии в целом. того конструкция сложна и предупреждает большие капитальные затраты при изготовлении, так как необходимо устанавливать привод опускания опороловителей и крьшек на каждой ванне, что понижает надежность работы ловителей и системы вентиляции , т.е. увеличение количества исполнительных звеньев увеличивает вероятность отказа от одного из них и попадания паров в атмосферу цеха. Цель изобретения - повьшение произ водительности и улучшение условий тру Поставленная цель достигается тем, что в линии для химического фрезерования крупногабаритных изделий, содер жащей ряд ванн, установленных по ходу технологического процесса и вьшолненных с ловителями на торцевых бортах, траверсы, приводные шторы и транспорт ное средство с механизмами подъема и перемещения, траверсы снабжены меха низмы подъема издепий, а ванны снабжены ложементами, установленными на ;боковых бортах, и щитами, смонтированными между ловителями и торцовыми бортами ванн, при этом приволные шторы размещены вдоль траверсы с возможностью взаимодействия с ложементами. На фиг. 1 показана предлагаемая линия, общий зид, на фиг. 2 - ванна с бортовой вентиляцией и траверсой, установленной на ловителях, поперечньй разрез. Линия для химического фрезерования крупногабаритных изделий (панелей) состоит из технологических ванн 1 с ловителями 2, размещенными на их торцовых бортах 3, транспортного средства 4 с механизмами 5 подъема и механизмами 6 перемещения, системы 7вентиляции и траверсы 8. Траверса 8снабжена дополнительным механизмом 9подъема и приводньтми шторами. Ловители 2 подняты над бортами 3 ванн Iна высоту, равную длине хода механизма 9 подъема, а пространство между ловителями 2 и торцовым бортом 3 закрыто щитом 10. На боковых бортах IIванн 1 установлены ложементы 12 для концов штор 13. Линия работает следующим образом. С помощью транспортного средства 4 траверсу 8 с закрепленным на ней изделием 14 переносят к одной из ванн 1 и с помощью механизма 5 подъема транспортного средства 4 устанавливают на ловители 2, расположенные на торцовом борту 3 ванны 1. После это- - го шторы 13 опускают в ложементы 12 на боковых бортах 3 ванны 1 и они образуют совместно со щитом 10 и траверсой 8 закрытое пространство (колпак) над поверхностью рабочего раствора ванн 1. Затем с помощью механизма 9 подъема, установленного на траверсе 8, изделие опускают в рабочую жидкость и проводят процесс химической обработки (травление), сопровождающийся бурным вьщелением вредных газов, которые удаляют из-под колпака с помощью системы 7 бортовой вентиляции. По окончании обработки изделие с помощью механизма 9 подъема возвращают в исходное положение, процесс интенсивного газовьделения прекращается, шторы 13 поднимают и с помощью транспортного средства 4 траверсу 8 с изделием переносят в следующую ванну 1. Конструктивные особенности линии озволяют повысить производительность
за счет сокращения транспортных опера ций в 1,75 раза. При этом по сравнению с базовым объектом улучшаются условия труда в цехе, так как ванны полностью укрыты р торами и щитами во время процесса химического травления и вредные пары удаляются бортовой вентиляцией из-под колпака. Повышается надежность работы линии в целом, так как отпадает необходимость в установке привода опускания опороловителей и крышек на каждой ванне.
а с уменьшением числа исполнительных механизмов снижается вероятность отказа в работе каждого из них. Кроме того, расширяются технологические возможности линии за счет сокращения транспортных операций автооператора (нет необходимости держать автооператор над ванной во время рабочего процесса) . Экономия на основном оборудовании в механизированной линии составляет 320 000р. и на вентиляционном оборудовании 11 000 р.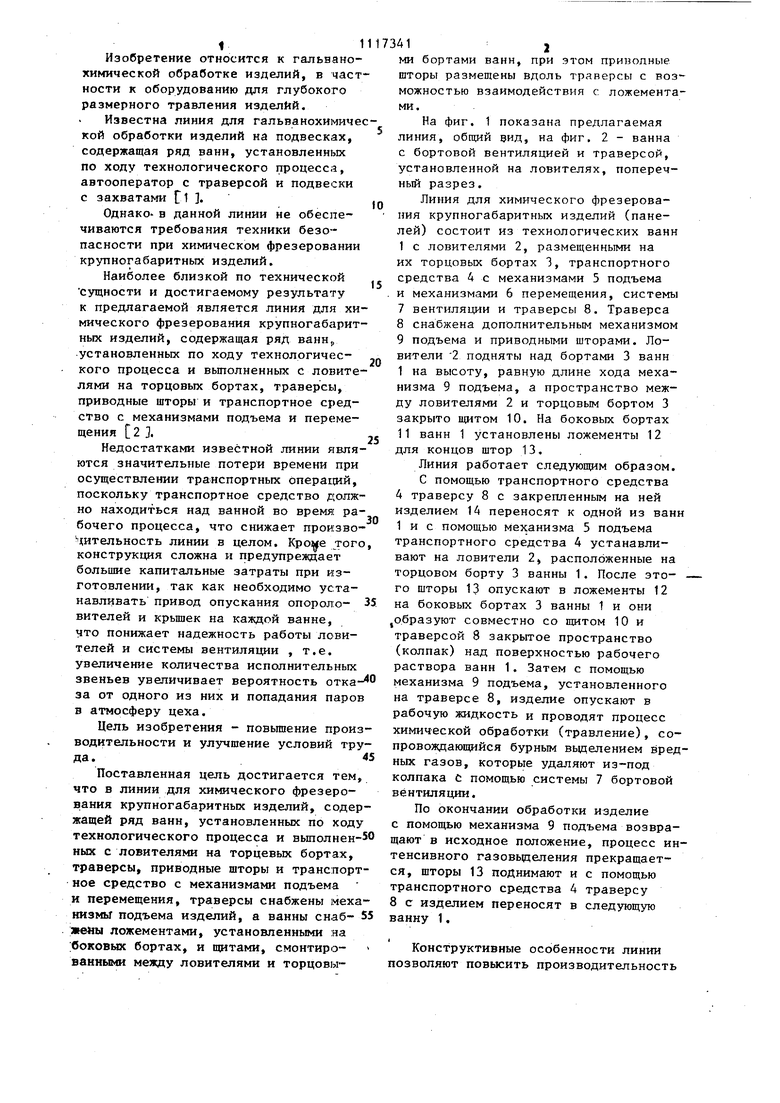

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванохимической обработки крупногабаритных изделий | 1977 |
|
SU618461A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Автооператор | 1981 |
|
SU1008285A1 |
| Автоматическая линия для глубокого размерного травления металлических листов | 1976 |
|
SU598965A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Автоматическая линия для электрохимической обработки изделий | 1983 |
|
SU1134492A1 |
| Автооператорная линия для обработки изделий в жидкой среде | 1986 |
|
SU1371956A1 |
| Линия для химической и электрохимической обработки | 1981 |
|
SU1082870A1 |
| Устройство для транспортирования обрабатываемых изделий через ванны с жидкостью | 1989 |
|
SU1715691A1 |
| Автоматическая линия для гальванической обработки изделий | 1980 |
|
SU927678A1 |
ЛИНИЯ ЛЛЯ ХИМИЧЕСКОГО ФРЕЗЕРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, содержащая ряд ванн, установленных по ходу технологического процесса и выполненных с ловителями на торцовых бортах, траверсы, приводные шторы и траспортное средство с механизмами подъема и, перемещения, о т л и ч аю щ а я с я тем, что, с целью повышения производительности и улучшения условий труда, траверсы снабжены механизмами подъема изделий, а ванны снабжены ложементами, установленными на боковых бортах, и щитами, смонтированными между ловителя и и торцовыми бортами ванн, при этом приводные шторы размещены вдоль траверсы с возможностью взаимодействия с ложементами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для гальванохимической обработки деталей на подвесках | 1974 |
|
SU505756A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1973 |
|
SU453449A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
