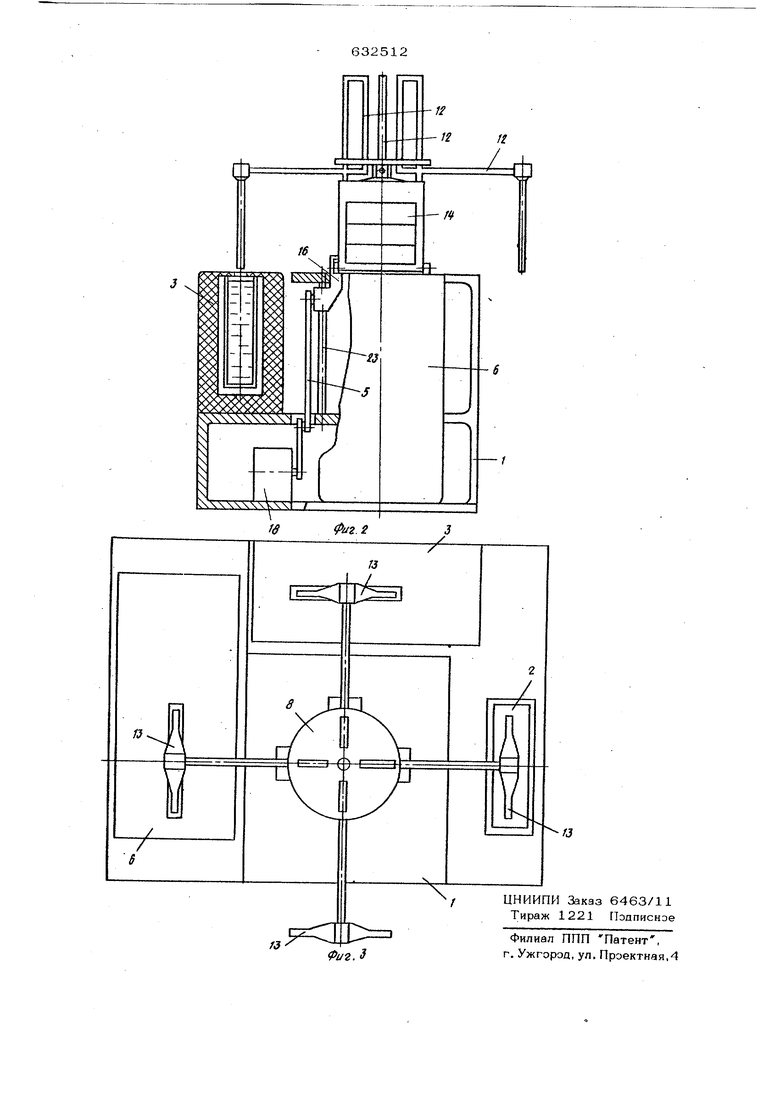
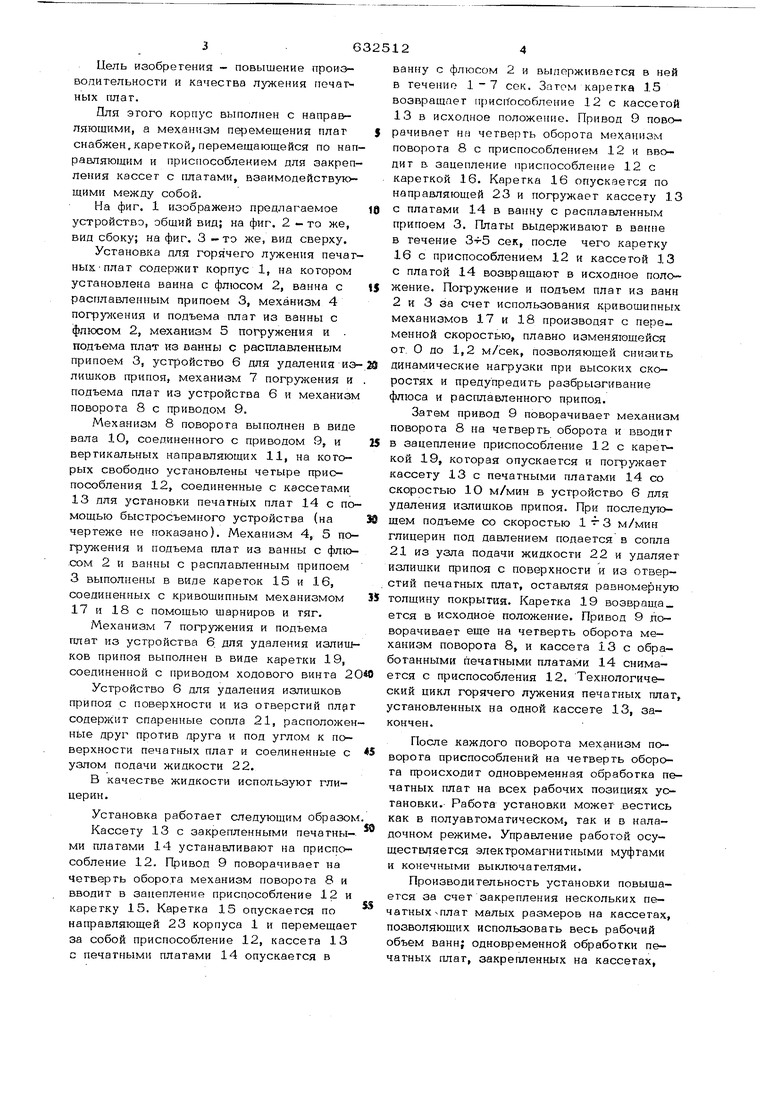
36 Цель изобретения - повышение производительносги и качества лужения гтечагных плат. Пля этого корпус выполнен с направляющими, а механизм перемещения плат снабжен,кареткой, перемещающейся по нап равляющим и присгюсоблеиием для закрепления кассет с платами, взаимодействующими между собой. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 -то же, вид сверху. Установка для горячего лужения печат ных -плат содержит корпус 1, на котором установлена ванна с флюсом 2, ванна с расплавленным припоем 3, механизм 4 погру сения и подъема плат из ванны с флюсом 2, механизм 5 погружения и . подъема плат из ванны с расплавленным припоем 3, устройство 6 для удаления иэ лищков припоя, механизм 7 погружения и подъема плат из устройства 6 и механизм поворота 8 с приводом 9. Механизм 8 поворота выполнен в виде вала 1О, соединенного с приводом 9, и вертикальных направляющих 11, на которых свободно установлены четыре приспособления 12, соединенные с кассетами 13 для установки печатных плат 14 с по мощью быстросъемного устройства (на чертеже не показано). Механизм 4, 5 по- гружения и подъема плат из ванны с флюсом 2 и ванны с расплавленным припоем 3 выпол 1ены в виде кареток 15 и 16, соединенных с кривощипным механизмом 17 и 18 с помощью шарниров и тяг. Механизм 7 погружения и подъема плат из устройства 6. для удаления излишков припоя выполнен в виде каретки 19, соединенной с приводом ходового винта 2 Устройство 6 для удаления излишков припоя с поверхности и из отверстий плрт содержит спаренные сопла 21, расположен ные друг против друга и под углом к поверхности печатных плат и соединенные с узлом подачи жидкости 22. В качестве жидкости используют глицерин. Установка работает следующим образом Кассету 13 с закрепленными печатными платами 14 устанавливают на приспособление 12. Привод 9 поворачивает на Четверть оборота механизм поворота 8 и вводит в зацепление приспособление 12 и каретку 15. Каретка 15 опускается по направляющей 23 корпуса 1 и перемещает за собой приспособление 12, кассета 13 с печатными платами 14 опускается в 12 ванну с флюсом 2 и выперживаегся в ней в течение сек. Затем каретка 15 возвращает приспособление 12с кассетой 13 в исходное положение. Привод 9 поворачивает на четверть оборота механизм поворота 8 с приспособлением 12 и вводит в зацепление приспособление 12 с кареткой 16. Каретка 16 опускается по направляющей 23 и погружает кассету 13 с платами 14 в ванну с расплавленным припоем 3. Платы выдерживают в ванне в течение сек, после чего каретку 16 с приспособлением 12 и кассетой 13 с платой 14 возвращают в исходное поло- жение. По1тэужение и подъем плат из ванн 2 и 3 за счет использования кривощипных механизмов 17 и 18 производят с переменной скоростью, плавно изменяющейся от. О до 1,2 м/сек, позволяющей снизить динамические нагрузки при высоких скоростях и предупредить разбрызгивание флюса и расплавленного припоя. Затем привод 9 поворачивает механизм поворота 8 на четверть оборота и вводит в зацепление приспособление 12 с кареткой 19, которая опускается и погружает кассету 13 с печатными платами 14 со скоростью 1О м/мин в устройство 6 для удаления излищков припоя. При последутощем подъеме со скоростью м/мин глицерин под давлением подается в сопла 21 из узла подачи жидкости 22 и удаляет излишки припоя с поверхности и из отверстий печатных плат, оставляя равномерную толщину покрытия. Каретка 19 возвраща ется в исходное положение. Привод 9 поворачивает еще на четверть оборота механизм поворота 8, и кассета 13 с обработанными печатными платами 14 снимается с приспособления 12. Технологический цикл горячего лужения печатных плат. установленных на одной кассете 13, закончен. После каждого поворота механизм поворота приспособлений на четверть оборота происходит одновременная обработка печатных плат на всех рабочих позициях установки. Работа установки может вестись как в полуавтоматическом, так и в наладочном режиме. Управление работой осуществляется электромагнитными муфтами и конечными выключателями. Производительность установки повышается за счет закрепления нескольких печатных плат малых размеров на кассетах, позволяющих использовать весь рабочий объем ванн; одновременной обработки печатных плат, закрепленных на кассетах. на всех рабочих позициях установки; сокращения времени на переналадку установки при изменении габаритов плат; применения быстросъемных устройств пля установки кассет с штатами на приспособлении . Качество лужения повышается за счет подготовки плат к лужению в ваннах подготовки; предохранения легкоплавкого при поя от окисления благодаря удалению излищков припоя глицерином;равн-: мерной толшины покрытия припоем благодаря подаче глицерина под давлением на поверхность п чатной платы и под углом к ней при удале нии излишков припоя, а также постоянной скорости перемещения кассеты с платами при удалении излишков припоя, обеспечиваемой применением ходового винта в механизме погружения и подъема. Формула изобретения Установка для горячего лужения печат ных плат, содержащая корпус, ванны с
/f
О
/J
/ 126 расплаапенкым припоем и флюсом, устройство для удаления излишков припоя с поверхносг плат и из огверсгий, механизм перемсшення плат, отличающая - с я геМ( что, с целью повышения произвоаигельгюсги и качества лужения печатных плат, корпус выполнен с направляпощими, а механизм перемещения плат снабжен каре гкой, перемещающейся по направляющим, и приспособлением для закрепления кассет с платами, взаимодействующими между собой. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство №487473, кл. Н О5 К .11.70. 2. Авторское свидетельство №479576, кл. В 32 К 3/О6,1О.09.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для лужения и пайки погружением | 1980 |
|
SU912424A1 |
| Установка для горячего лужения печатных плат | 1970 |
|
SU487473A1 |
| УСТРОЙСТВО для ОБЛУЖИВАНИЯ ПЕЧАТНЫХ ПЛАТ | 1969 |
|
SU236578A1 |
| Устройство для горячего лужения печатных плат | 1983 |
|
SU1184628A1 |
| УСТРОЙСТВО ДЛЯ ЛУЖЕНИЯ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU387543A1 |
| Устройство для горячего лужения печатных плат | 1973 |
|
SU479575A1 |
| Автомат для лужения торцев плоских изделий | 1976 |
|
SU566695A1 |
| Устройство для лужения печатных плат | 1981 |
|
SU959943A1 |
| Устройство для горячего лужения деталей | 1978 |
|
SU740424A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |