(54) КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ
J633660
Zyg общ.; 2.-4.2Si02; не более 0,5(rejOj -Pj не более 0,ЗДЕ20 и остальное.
Внутренняя поверхность кокилей, нагретая до 250-350°С, окрашивается пульверизатором с целью получения слоя высохшей краски тол- § ицииой 0,4 мЙ1. Расход покрытия для окраски одного КОКИЛЯ составляет 90-110 см,
Очищенную и сфлюсованную поверхнвэсгь катков в индукторе нагргевагот до 850-1150 О) Подъем детали в индуктор и ее вращение в to процессе нагревв на установке осуществляется
Наименование материала
21,07,0 8,0 10,0i2,0 12,5 10,5- 0,3 0,5 7, 10,5 3,20,01 0,05 2,03,5 4,0 -1,4 1,5 3,06,0 6,5 0,2 - Остальное
автоматически, jiiw дап/ивки используют чугуя следующего состава, Bec..; 2,90-3,30 С; 1,1-1,35 5 ; 0,8-1.3АЛп; 0,4-0.6 СГ; 0,05-0,09 S и 0,08 Р. Температура чугуна при заливке находилась в пределах 1330-1370° С. Для получения равномерных условий наплавки в троцессе заливки деталь совместно с кокнлем вращается и металл заливается в зазор между поверхностью детали и формой.
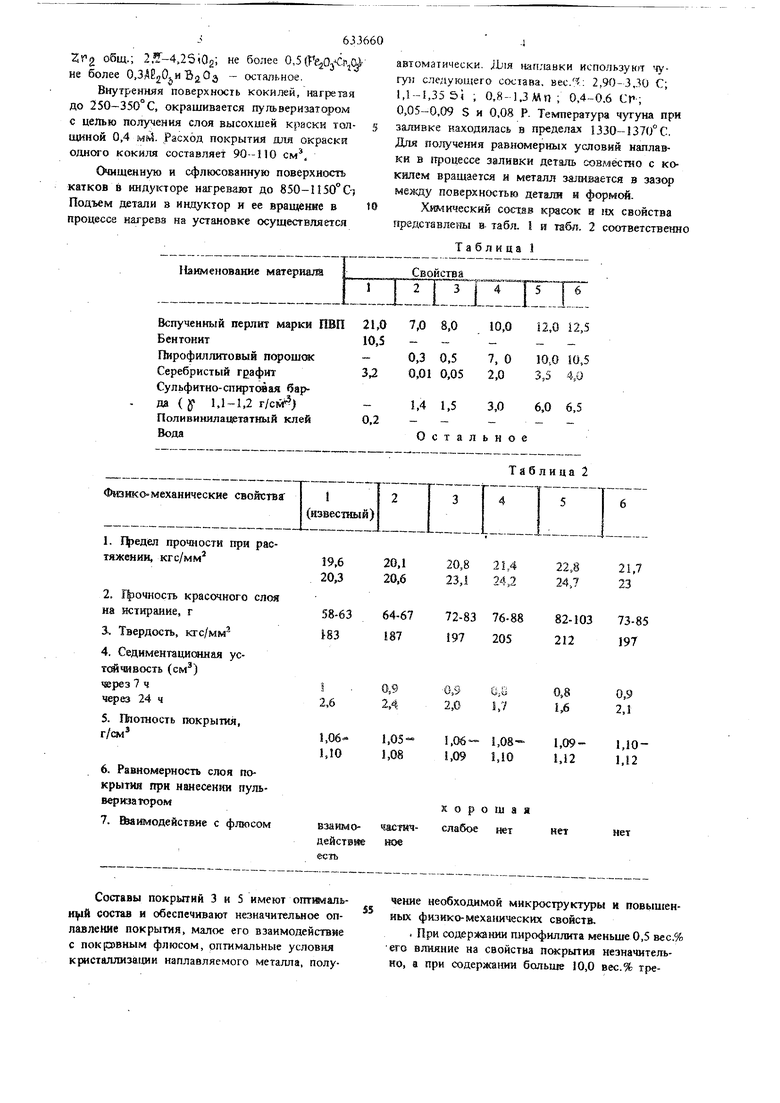
Хгачический со«дав красок и iix свойства представлегш в табл. I я табл. 2 соответственн
Таблица 1
Свойства
11ГГ„ ПЛ
Таблица 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Покрытие для восстановления деталей, подвергающихся наплавке жидким металлом | 1980 |
|
SU900934A1 |
| Теплоизоляционное покрытие | 1982 |
|
SU1057163A1 |
| Теплоизоляционное покрытие для кокилей | 1978 |
|
SU774769A1 |
| Способ наплавки деталей | 1980 |
|
SU939168A1 |
| Противопригарное покрытие для литейных форм | 1981 |
|
SU1016038A1 |
| Краска для литейных форм и стержней | 1976 |
|
SU602286A1 |
| Теплоизолирующая смесь для прибылей отливок | 1977 |
|
SU679312A1 |
| Огнеупорное облицовочное покрытие для кокилей | 1976 |
|
SU780945A1 |
| Противопригарная краска для литейных форм и стержней | 1974 |
|
SU499025A1 |
| Паста для получения теплоизоляционного покрытия на металлических формах | 1984 |
|
SU1235612A1 |
Составы покрытий 3 и 5 имеют оптимальн й состав и обеспечивают незначительное оплавление покрытия, малое его взаимодействие с покр)вкым флюсом, оптимальные условия к{ «сталлизации наплавляемого металла, получение необходимой микроструктуры н повьшгениых фнзико-меха1шческих свойств.
. При содержании пирофиллита меньше 0,5 вес.% его влияние на свойства покрытия незначительно, а при содержании больше 10,0 вес.% тре,0б- 1,081,09 1,10 хорошая слабое нет
буется повышенный расход связующего, что приводит к образованию газовых раковин в наплавляемом металле.
Серебристый графит исгюльзуется, чтобы уменьидать связь между, частичками покрытия н снизить удаление отливок из металлических форм. При содержании графита меньше 0,05 вес.% его действие оказывается недостаточным, а при содержании больше 3,5 вес,% он ухудшает связ покрытия с поверхностью формы и приводят к частичному смыву его жидким металлом.
Ввод в состав покрытия-сульфитно-спиртовой барды (if 1,1--1,2 позволяет исключить глинистую составляющую. Барда в количестве 1,5 вес.% испотзуется при содержании в покрытии вспученного перлита на нижнем пределе. содержаюж меньше 1,5 вес.% барды кроющая способность покрытии оказывается недостаточной. Содержание барды на верхнем пределе используется при вводе в состав покрытия 12,0% перлкга и 10,0% перофиллита. При использовании барды в количествах, больших 6,0 вес.% наблюдается повышенное газовыделение и появление газовых раковин в наплавляемом металле.
При содержа ши в составе покрытия меньше 8 вес.% вспученного перлита его теплоизоляционные свойства низкие и не обеспечивают по;1учение оптимальных микроструктуры и свой ста направляемого металла. При содержании перлита больше 12,0вес.% суспензионный pacTBqp
покрытия получается густым и n.riox() наносится на поверхность металлической формы.
Реализация изобретения позволит сгабилизи. ровать процессы кристаллизации жидкого металла и повысить его игзносостойкость в 2,5-3,5 раза, а также получить зкономический эффект от замены земляных форм на кокиль с краской в размере 1,87-2,93 руб. на один восстанавливаемый СЯ1ОГНЫЙ каток.
Формула изобретения
Краска для литейных ,форм, преимущественно металлических, включающая вспученный , серебристый графит, воду, связуюшее, отличаюшаяся тем, что, с целью повышения прочности покрытия, уменьшения его оплавления и взаимодействия с флюсом, она содержит в качестве связуюшею сульфитно-спиртовую барду и дополнительно пирофиллит при следуюшем соотношении ин1 редиетов, вес.
Вспученный перлит812
Пирофиллит0,5-10
Серебристый графит0,05-3,5
Сульфитно-спиртовая
барда1,5-6,0
ВодяОстальное
Источники информации, принятые во внимание при экспертизе:
