1
Известен станок для изготовления оболочек из армированной пластмассы, содержащий смонтированную на станине круговую раму с направляющими для перемещения по неП каретки с укладчиком арматуры и пропиточной ванной, а так;jce две стойки для монтажа поворотной оправки, располагаемой в центре рамы. Предлагаемый станок отличается от известного тем, что для выполнения заданных углов орбитальной намотки, плоскость рамы расположена к оси оправки под углом, регулируемым с помощью домкратов, установленных между станиной и рамой.
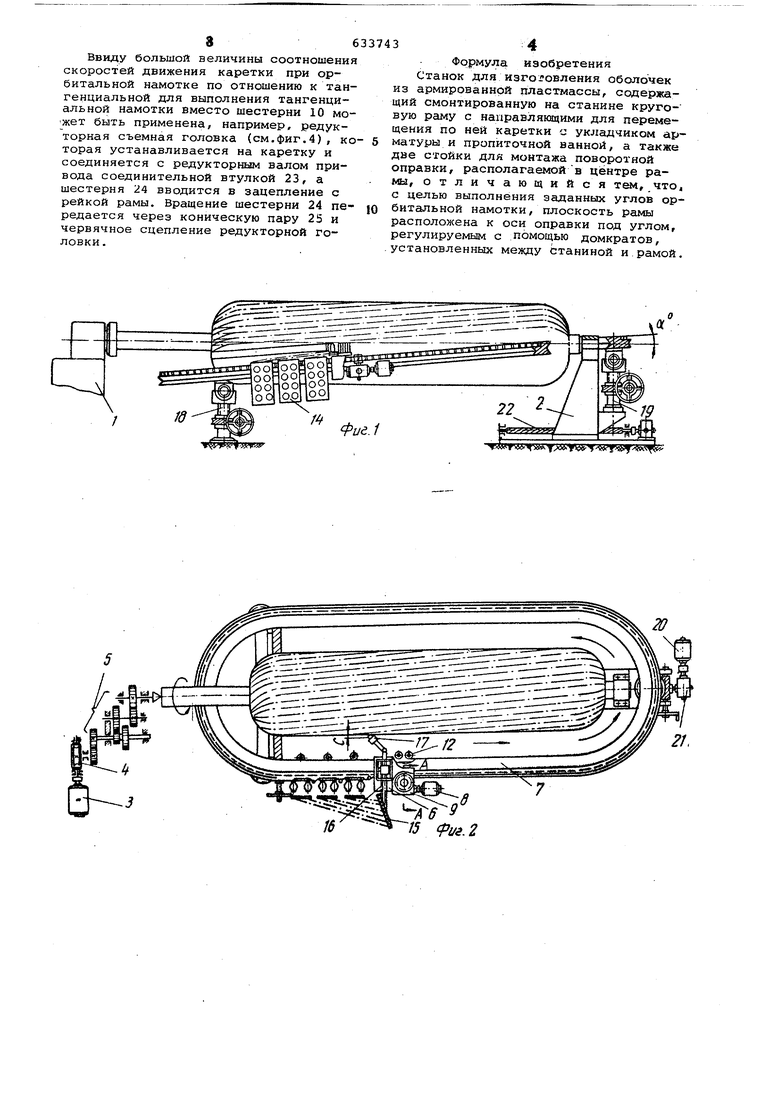
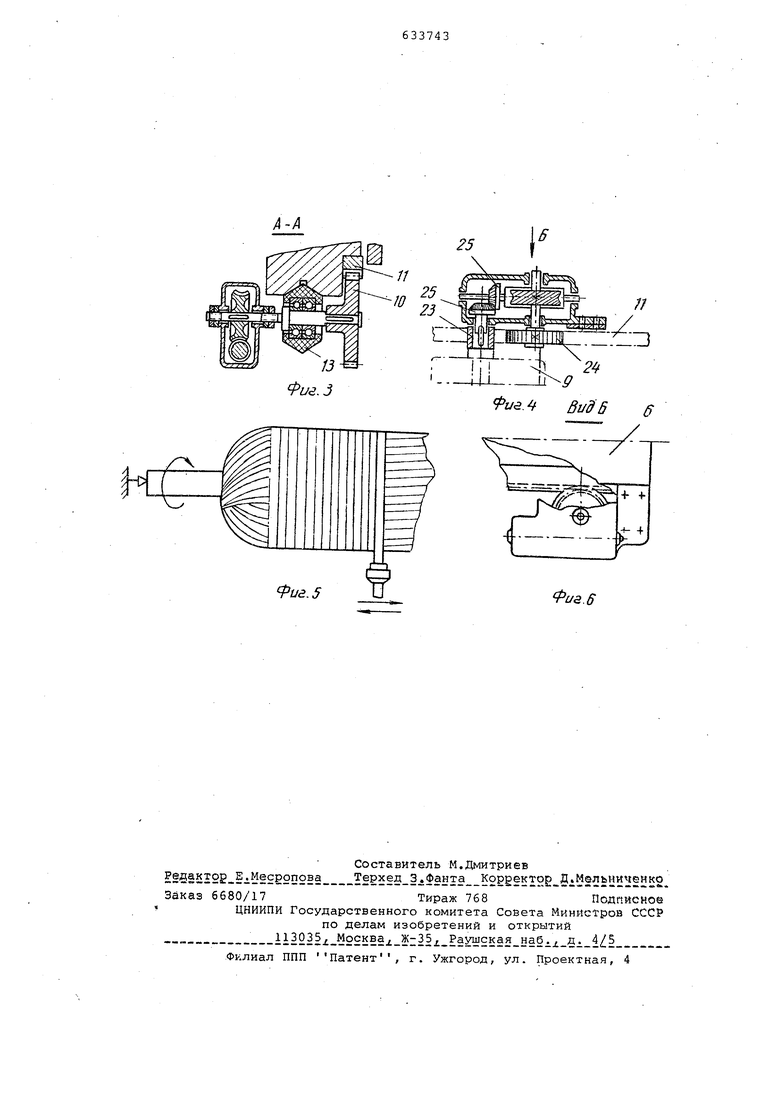
На фиг, 1 показан предлагаемый станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг..З -разрез А-А фиг.2; на фиг.4 - вариант редуктора для осуществления тангенциальной намотки; на фиг.5 - схема тангенциальной намотки; на фиг,6- вид по стрелке Б на фиг.4.
Беспрерывное вращение оправки, установленной на передней стойке 1 и задней стойке 2, осуществляется от электродвигателя 3 через редуктор 4 и коробку 5 скоростей. Намотка продольных слоев производится движением каретки 6 по направляющим рамы 7 от
реверсивного электродвигателя 8 через редуктор 9, на валу которого установлена шестерня Юг и постоянно находится в зацеплении с рейкой 11 орвитальной рамы. Каретка установлена на роликах 12 и 13, движущихся в направляющих рамы.
Нити на оправку поступают с бобин шпулярнмка 14 через сборник 15, пропиточную аанну 16 и укладчик 17.
Шпулярник устанавливается на роликах в направляющих рамы с соединен с кареткой шарнирной тягой.
Рама установлена на шарнирах и при помощи домкратов 18 и 19 может быть повернута на необходимый угол (iL.
для сохранения постоянного размера С укладчик 17 имеет регулировку. Для установки рамы на меньший или больший размер стойка 2 может перемещаться в продольном направлении по направляющей от 20 через редуктор 21 и винт 22.
Намотка тангенциальнбйх слоев производится продольными возвратно-поступательными перемещениями каретки по -одной стороне рамы (см.фиг.5). Ввиду большой величины соотношени скоростей движения каретки при орбитальной намотке по отношению к тан генциальной для выполнения тангенциальной намотки вместо шестерни 10 мо жет быть применена, например, редукторная съемная головка (см.фиг.4), к торая устанавливается на каретку и соединяется с редукторным валом привода соединительной втулкой 23, а шестерня 24 вводится в зацепление с рейкой рамы. Вращение шестерни 24 пе редается через коническую пару 25 и червячное сцепление редукторной головки . 34 Формула изобретения Станок для изготовления оболочек из армированной пластмассы, содержащий смонтированную на станине круговую раму с направляющими для перемещения по ней каретки с укладчиком арматуры и пропиточной ванной, а также две стойки для монтажа поворотной оправки, располагаемой в центре рамы, отличающийся тем, что, с целью выполнения заданных углов орбитальной намотки, плоскость рамы расположена к оси оправки под углом, регулируемым с помощью домкратов, установленных между станиной и рамой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПЛАСТИН | 1998 |
|
RU2152293C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| Устройство для намотки тороидальных оболочек | 1974 |
|
SU482319A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2321494C1 |
иг.5 Фиа.б
