Изобретение относится к оборудованию для изготовления изделий из слоистых пластиков, точнее к намоточным устройствам, и может быть использовано при изготовлении длинномерных труб и резервуаров, а также других изделий. Предлагаемый станок предназначен для изготовления труб и резервуаров методом мокрой намотки из стекло-органонитей и жгутов (далее - «ровинга»).
Известен станок для намотки на оправку труб из композиционно-волокнистых материалов, содержащий станину, смонтированные на ней опоры с установленными на них средствами для спрямления оправки и нитераскладчик. При этом средства для спрямления оправки выполнены в виде силовых цилиндров с патронами захвата, один из силовых цилиндров выполнен с двухсторонним штоком, снабженным на конце гайкой, устройство намотки выполнено в виде каретки, снабженной в зоне намотки люнетом, а одна из опор выполнена в виде шпиндельной бабки (патент РФ №2113999). Однако данный станок не достаточно производителен, не обеспечивает высокой точности и прочности изготавливаемых изделий, а также не позволяет выполнять такие изделия, как резервуары. Кроме того, наматываемые нити травмируются в процессе намотки, что снижает прочность изготавливаемых изделий.
Наиболее близким по технической сущности и достигаемому результату к предлагаемой конструкции станка для изготовления длинномерных изделий является станок для изготовления длинномерных изделий из слоистых материалов, содержащий закрепленную в опорах оправку и намоточное устройство, выполненное в виде жестко закрепленной на каретке кольцевой обоймы с установленными на ней раскладчиками и привода обоймы для обеспечения спиральной и окружной намотки, снабжен смонтированными на намоточном устройстве противоположно раскладчикам спиральной намотки ползунами с выкладочными головками, приводом для их тангенциального перемещения, имеющим зубчатое колесо, установленное соосно оправке, и дополнительным раскладчиком для намотки широкой ленты с раскладочным роликом, смонтированным на каретке и снабженным приводами для поворота его осей в двух взаимно перпендикулярных направлениях, а оправка снабжена приводом вращения (патент РФ №2106969). Однако известный станок не обеспечивает достаточной точности и прочности изделий, конструкция станка сложна за счет использования прикаточных головок. Кроме того, указанный станок не достаточно производителен, на нем нельзя изготовить изделия больших размеров как по длине, так и по диаметру.
Задачей создания изобретения является расширение функциональных возможностей станка, повышение качества и прочности изготавливаемых изделий, повышение производительности станка.
Поставленная задача решается за счет того, что станок для изготовления длинномерных изделий, содержащий направляющую, переднюю бабку со шпинделем, оснащенным патроном, заднюю бабку со шпинделем, оснащенным приводом перемещения вдоль направляющей, установленную на направляющей каретку с нитеукладчиком, оправку, закрепляемую передней и задней бабками, шпулярник и люнет, выполняется так, что передняя и задняя бабки установлены на отдельных станинах, направляющая выполнена в виде балки, один конец которой закреплен на станине передней бабки, а другой конец жестко закреплен на опоре, причем станина с задней бабкой выполнена с возможностью фиксации и перемещения относительно балки, шпиндель задней бабки оснащен центром, а передняя бабка оснащена приводом вращения шпинделя, каретка выполнена с приводом перемещения вдоль балки, а нитеукладчик выполнен состоящим из устройства предварительного нагрева нитей или ровинга, пропиточной ванны со связующим веществом, по крайней мере, трех штанг для погружения нитей или ровинга в пропиточную ванну, натяжного устройства и головки с направляющими штифтами, причем головка нитеукладчика связана с приводами поперечной и продольной ее подачи, обеспечивающими, соответственно, возможность подвода головки нитеукладчика к оправке на необходимое расстояние и возвратно-поступательного перемещения ее вдоль оправки.
Станок для изготовления длинномерных изделий может быть выполнен так, что головка нитеукладчика установлена с возможностью поворота.
Станок для изготовления длинномерных изделий преимущественно изготавливается так, что обращенная к оправке рабочая сторона головки нитеукладчика выполнена по дуге окружности, а направляющие штифты установлены на головке нитеукладчика с образованием открытой вверх гребенки.
Пропиточная ванна станка для изготовления длинномерных изделий может быть снабжена подогревателем.
Люнет станка для изготовления длинномерных изделий может быть выполнен с двумя рычагами, установленными на основании с возможностью регулирования своего положения относительно основания, причем каждый из рычагов содержит по крайней мере один ролик, расположенный на конце рычага.
Кроме того, люнет станка может быть снабжен дополнительным рычагом, установленным одним своим концом на основании или на конце одного из рычагов с возможностью откидывания, при этом на другом конце дополнительного рычага расположен по крайней мере один ролик.
Станок для изготовления длинномерных изделий может преимущественно выполняться так, что опора балки, станины передней и задней бабок снабжены регулируемыми опорными элементами.
Станок для изготовления длинномерных изделий может быть выполнен так, что станина задней бабки дополнительно снабжена опорными роликами для перемещения задней бабки.
Основание люнета станка для изготовления длинномерных изделий может быть снабжено регулируемыми опорными элементами.
Регулируемые опорные элементы станка могут быть выполнены с возможностью гашения вибрации.
Натяжное устройство станка для изготовления длинномерных изделий может быть выполнено в виде по крайней мере трех валов.
Станок для изготовления длинномерных изделий преимущественно выполняется так, что головка нитеукладчика установлена на вертикальной стойке, при этом ось поворота головки нитеукладчика и ось ее симметрии лежат в одной вертикальной плоскости с вертикальной осью стойки.
Шпулярник станка может быть выполнен из двух секций, соединенных между собой фильерой, при этом каждая секция содержит три яруса, на каждом из которых установлены шпули по две в ряду, причем из двух шпуль в ряду заправлена в прядь только одна, вторая установлена рядом с возможностью быстрой смены шпули в момент ее израсходования без остановки работы станка.
Приводы шпинделя передней бабки, каретки нитеукладчика и головки нитеукладчика станка для изготовления длинномерных изделий преимущественно выполняются в виде электроприводов, а привод перемещения шпинделя задней бабки преимущественно выполняется ручным.
Система управления станком может быть построена на программируемом контроллере и системе ЧПУ.
Станок для изготовления длинномерных изделий дополнительно содержит ограждения и световой барьер, выходной сигнал которого связан с системой управления станком.
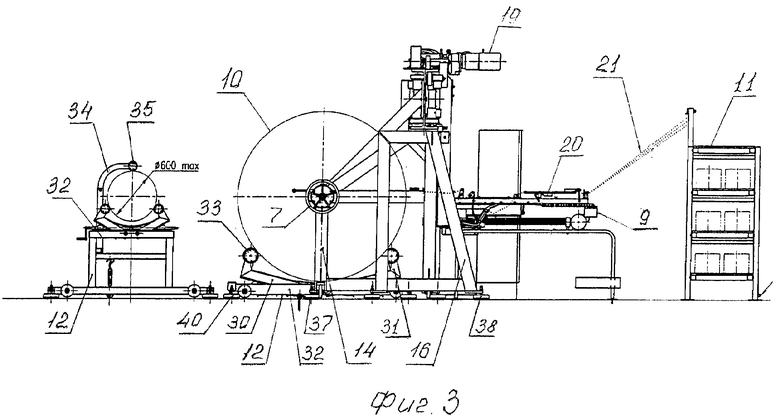
На фиг.1 представлен вид станка в аксонометрии, на фиг.2 - вид со стороны шпинделя передней бабки, на фиг.3 - вид сбоку со стороны опоры.
Предлагаемый станок предназначен для изготовления труб и резервуаров методом мокрой намотки из стекло-органонитей и жгутов (далее - нитей или ровинга) с использованием системы ЧПУ. Намотка осуществляется по нелинейной программе на вращающуюся оправку массой до 3600 кг, диаметром от 90 до 2000 мм, длиной рабочей части от 600 до 12000 мм.
Станок для изготовления длинномерных изделий содержит направляющую 1, переднюю бабку 2 со шпинделем 3, оснащенным патроном 4, заднюю бабку 5 со шпинделем 6, оснащенным приводом 7 перемещения вдоль направляющей 1, установленную на направляющей 1 каретку 8 с нитеукладчиком 9, оправку 10, закрепляемую передней 2 и задней 5 бабками, шпулярник 11 и люнет 12. Передняя 2 и задняя 5 бабки установлены на отдельных станинах 13 и 14, направляющая 1 выполнена в виде балки 15, один конец которой закреплен на станине 13 передней бабки 2, а другой конец жестко закреплен на опоре 16, причем станина 14 с задней бабкой 5 выполнена с возможностью фиксации и перемещения относительно балки 15, шпиндель 6 задней бабки оснащен центром 17, а передняя бабка 2 оснащена приводом 18 вращения шпинделя 3, каретка 8 выполнена с приводом 19 перемещения вдоль балки 15, а нитеукладчик 9, установленный на каретке 8, выполнен состоящим из устройства 20 предварительного нагрева нитей или ровинга 21, пропиточной ванны 22 со связующим веществом, по крайней мере трех штанг 23 для погружения нитей или ровинга 21 в пропиточную ванну 22, натяжного устройства 24 и головки 25 с направляющими штифтами 26, причем головка 25 нитеукладчика 9 связана с приводами поперечной 27 и продольной 28 ее подачи, обеспечивающими, соответственно, возможность подвода головки 25 нитеукладчика 9 к оправке 10 на необходимое расстояние и возвратно-поступательного перемещения ее вдоль оправки 10.
Станок для изготовления длинномерных изделий может быть выполнен так, что головка 25 нитеукладчика 9 установлена с возможностью поворота.
Станок для изготовления длинномерных изделий преимущественно изготавливается так, что обращенная к оправке 10 рабочая сторона головки 25 нитеукладчика 9 выполнена по дуге окружности, а направляющие штифты 26 установлены на головке 25 нитеукладчика 9 с образованием открытой вверх гребенки.
Пропиточная ванна 22 станка для изготовления длинномерных изделий может быть снабжена подогревателем 29.
Люнет 12 станка для изготовления длинномерных изделий может быть выполнен с двумя рычагами 30 и 31, установленными на основании 32 с возможностью регулирования своего положения относительно основания 32, причем каждый из рычагов 30 и 31 содержит по крайней мере один ролик 33, расположенный на конце рычага 30 и рычага 31. Кроме того, люнет 12 станка в случае работы с оправкой 10 для изготовления изделий меньшего диаметра (от 90 до 600 мм) может быть снабжен дополнительным рычагом 34, установленным одним своим концом на основании 32 или на конце одного из рычагов 30 или 31 с возможностью откидывания, при этом на другом конце дополнительного рычага 34 расположен по крайней мере один ролик 35.
Станок для изготовления длинномерных изделий преимущественно выполняется так, что станины 13 и 14 передней и задней бабок и опора 16 балки 15 снабжены регулируемыми опорными элементами 36, 37 и 38 соответственно.
Станок для изготовления длинномерных изделий может быть выполнен так, что станина 14 задней бабки 5 дополнительно снабжена опорными роликами 39 для перемещения задней бабки 5.
Основание 32 люнета 12 станка для изготовления длинномерных изделий может быть снабжено регулируемыми опорными элементами 40.
Регулируемые опорные элементы 36, 37, 38 и 40 могут быть выполнены с возможностью гашения вибрации.
Натяжное устройство 24 станка может быть выполнено в виде по крайней мере трех валов.
Станок для изготовления длинномерных изделий преимущественно выполняется так, что головка 25 нитеукладчика 9 установлена на вертикальной стойке 41, при этом ось поворота головки 25 нитеукладчика 9 и ось ее симметрии лежат в одной вертикальной плоскости с вертикальной осью стойки 41.
Шпулярник 11 емкостью не менее сорока пяти шпуль (до девяноста шести шпуль) предназначен для установки шпуль 42 с нитями или ровингом 21 и предварительного ориентирования нитей или ровинга 21, подаваемого на нитеукладчик 9 в процессе намотки. Шпулярник 11 станка может быть выполнен из двух секций 43 и 44, соединенных между собой фильерой 45, при этом каждая секция 43 и 44 содержит три яруса, на каждом из которых установлены шпули 42 по две в ряду, причем из двух шпуль 42 в ряду заправлена в прядь только одна, вторая установлена рядом с возможностью быстрой смены шпули 42 в момент ее израсходования без остановки работы станка.
Подача нитей или ровинга 21 производится самовытягиванием нитей или ровинга 21 из центров шпуль 42 под воздействием вращения оправки 10 и перемещения нитеукладчика 9. На шпулярнике 11 могут быть установлены преднатяжные устройства, создающие предварительное натяжение нитей или ровинга 21 для обеспечения отсутствия их провисания на участке между шпулярником 11 и нитеукладчиком 9.
Приводы шпинделя 3 передней бабки 2, каретки 8 нитеукладчика 9 и головки 25 нитеукладчика 9 станка для изготовления длинномерных изделий преимущественно выполняются в виде электроприводов, а привод 7 перемещения шпинделя 6 задней бабки 5 преимущественно выполняется ручным.
Система управления станком может быть построена на программируемом контроллере и системе ЧПУ.
Станок для изготовления длинномерных изделий дополнительно содержит ограждения и световой барьер, выходной сигнал которого связан с системой управления станком.
Балка 15, имеющая двутавровый профиль, предназначена для перемещения каретки 8 нитеукладчика 9 вдоль оси наматываемого изделия. Балка 15 крепится на станине 13 передней бабки 2 и на задней опоре 16.
Соответственно, задняя опора 16 предназначена для крепления заднего конца балки 15 станка.
Передняя бабка 2 устанавливается на станину 13 сварной конструкции, поддерживающей передний конец балки 15. В шпинделе 3 передней бабки 2 закреплен трехкулачковый самоцентрирующийся патрон 4 для зажима торца оправки 10.
Приводом вращения шпинделя 3 является мотор-редуктор со встроенным инкодером для обратной связи с системой ЧПУ. Станина 13 передней бабки 2 обычно устанавливается на четырех виброопорах 36.
Задняя бабка 5, устанавливаемая на станине 14 на виброопорах 37, поддерживает противоположный конец оправки 10 упорным центром 17, установленным во вращающийся шпиндель 6. Шпиндель 6 установлен на роликовых конических подшипниках в пиноли, имеющей ход выдвижения до 150 мм. Пиноль выдвигается с помощью вращения маховика, связанного с ходовым винтом. Фиксация пиноли в выдвинутом положении производится поворотом рукоятки зажимного механизма. Верхний платик станины 14 задней бабки 5 связан с балкой 15 станка двумя зажимами, при расфиксации которых задняя бабка 5 имеет возможность перемещения вдоль балки 15 станка. Для удобства перемещения в конструкции задней бабки 5 предусмотрены ролики, которые входят в контакт с полом помещения при ввернутых до упора виброопорах 37.
Каретка 8 нитеукладчика 9 устанавливается на балке 15. Каретка 8 перемещается с нитеукладчиком 9. Для этого на каретке 8 установлен привод 19 перемещения, например, мотор-редуктор. Двигатель мотор-редуктора может быть укомплектован встроенным тормозом с системой ручной расфиксации тормоза и инкодером для обратной связи с системой ЧПУ. На выходном валу мотор-редуктора установлена звездочка, взаимодействующая со звеньями неподвижной роликовой цепи, установленной на балке 15. Таким образом, каретка 8 нитеукладчика 9 перемещается вдоль балки 15 посредством цепочного зацепления звездочки подвижного привода по неподвижной роликовой цепи. Цепь применяется двухрядная, хотя зацепление производится только по одному ряду. Второй ряд служит для закрепления звеньев цепи на поверхности балки 15. Каретка 8 нитеукладчика 9 снабжена системой роликов, расположенных попарно во взаимно перпендикулярных направлениях. Ролики служат направляющими элементами и при перемещении каретки 8 катятся по поверхности балки 15. В конструкции предусмотрена выборка зазоров с помощью эксцентриковой регулировки положения роликов.
В качестве привода 27 поперечной подачи головки 25 нитеукладчика 9 применяется линейный актуатор с длиной хода 1 метр, на котором установлен цилиндрический мотор-редуктор, используемый в качестве привода 28 возвратно-поступательного перемещения головки 25.
В качестве нагревательных элементов пропиточной ванны 22 и устройства 20 предварительного нагрева применяются плоские тены. Контроль температуры осуществляется термопарами. При этом ось симметрии линейного актуатора привода головки 25 нитеукладчика 9 совмещается с осью симметрии головки 25 в горизонтальной плоскости, являющейся одновременно и осью вращения (поворота) головки 25.
Конструкция нитеукладчика 9 позволяет обеспечить максимально возможную прямолинейность нитей или ровинга 21 до их пропитки в пропиточной ванне 22 с целью снижения травмирования нитей или ровинга 21. Использование натяжения нитей или ровинга 21 на участке тракта протяжки нитей или ровинга 21 после пропиточной ванны 22 позволяет избежать повреждения нитей. Открытые сверху направляющие штифты 26 головки 25 нитеукладчика 9 позволяют избежать некачественного распределения нитей или ровинга 21. Обеспечение возможности максимально близкого подхода головки 25 нитеукладчика 9 к торцу оправки 10 с обеих ее сторон позволяет изготавливать детали различной формы, конфигурации, в том числе типа «резервуара», без повреждения нитей или ровинга 21, их перерезания, что повышает прочность изделий.
Люнет 12 двух- или трехроликовый предназначен для поддержки оправок 10 при намотке изделий. Для изделий большого диаметра (от 600 до 2000 мм) используется двухроликовый люнет 12, для изделий меньшего диаметра (от 90 до 600 мм) используется трехроликовый люнет 12. На основании 32 люнета 12 установлены опорные рычаги 30 и 31 с поддерживающими роликами 33. Подъем-опускание рычагов 30 и 31 люнета 12 осуществляется вращением винта с участками с правой и левой резьбой. Центр винта зафиксирован от осевого перемещения. Ходовые гайки, перемещаясь по направляющим, поднимают и опускают опорные рычаги 30 и 31. Основание 32 люнета 12 устанавливается на виброопорах 40. При вворачивании виброопор 40 в платики основания 32 опорные элементы 40 основания 32 входят в контакт с полом помещения, и люнет 12 получает возможность перемещения в направлении, перпендикулярном оси наматываемого изделия. В трехроликовом люнете 12 поддержка оправки 10 осуществляется также двумя нижними роликами 33, расположенными на опорных рычагах 30 и 31 аналогичной конструкции, а третий ролик 35 люнета 12 ограничивает оправку 10 сверху и располагается на откидном дополнительном рычаге (штанге) 34, фиксируемой при намотке и откидываемой для съема готового изделия и установки новой оправки 10.
Электрооборудование смонтировано в шкафу управления, совмещенном с пультом управления станком. Система управления станком построена на промышленном программируемом контроллере и системе с ЧПУ.
В электрооборудование станка может быть включен дистанционный переносной пост управления на радиоканале, позволяющий останавливать и запускать цикл работы станка, и в режиме останова цикла обеспечивающий возможность ручного управления тремя координатами.
Для обеспечения безопасности работы на станке в его схему включены ограждения и световой барьер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок совмещенной намотки | 2019 |
|
RU2731899C1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| Станок для композитной намотки | 2019 |
|
RU2732596C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2280004C1 |
| СТАНОК ДЛЯ НАМОТКИ НА ОПРАВКУ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1996 |
|
RU2113999C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| Устройство для намотки тороидальных оболочек | 1974 |
|
SU482319A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |

Изобретение относится к оборудованию для изготовления изделий из слоистых пластиков, а именно к намоточным устройствам, и может быть использовано при изготовлении длинномерных труб и резервуаров, а также других изделий. Станок для изготовления длинномерных изделий содержит направляющую, переднюю бабку со шпинделем, оснащенным патроном, заднюю бабку со шпинделем, оснащенным приводом перемещения вдоль направляющей. На направляющей установлена каретка с нитеукладчиком, а оправка закреплена передней и задней бабками. Станок содержит также шпулярник и люнет. При этом передняя и задняя бабки установлены на отдельных станинах, направляющая выполнена в виде балки, один конец которой закреплен на станине передней бабки, а другой конец жестко закреплен на опоре. Станина с задней бабкой выполнена с возможностью фиксации и перемещения относительно балки, шпиндель задней бабки оснащен центром, а передняя бабка оснащена приводом вращения шпинделя. Каретка выполнена с приводом перемещения вдоль балки, а нитеукладчик выполнен состоящим из устройства предварительного нагрева нитей или ровинга. При этом станок также содержит пропиточную ванну со связующим веществом и, по крайней мере, три штанги для погружения нитей или ровинга в пропиточную ванну, натяжные устройства и головки с направляющими штифтами. Головка нитеукладчика связана с приводами поперечной и продольной подачи, обеспечивающими, соответственно, возможность подвода головки нитеукладчика к оправке на необходимое расстояние и возвратно-поступательного перемещения ее вдоль оправки. Достигаемый при этом технический результат заключается в повышении качества и прочности изготавливаемых изделий, а также в повышении производительности станка. 15 з.п. ф-лы, 3 ил.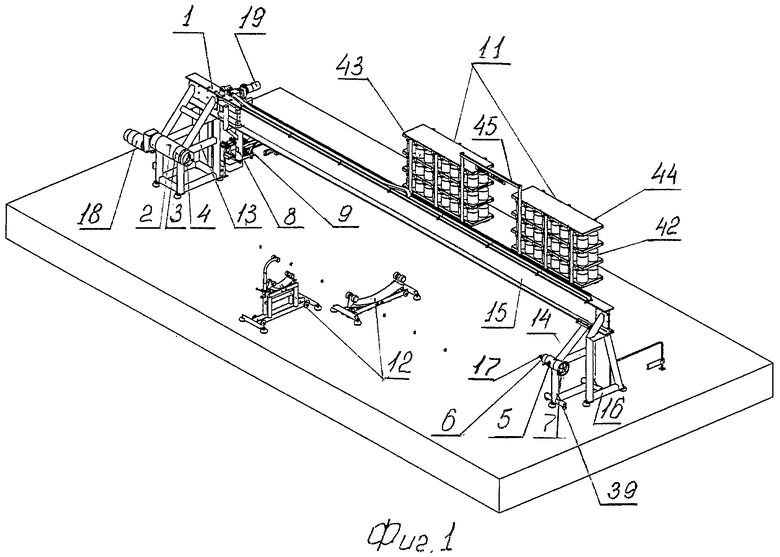
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СТАНОК ДЛЯ НАМОТКИ НА ОПРАВКУ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1996 |
|
RU2113999C1 |
| Станок для изготовления труб из композиционного длинномерного материала | 1989 |
|
SU1706885A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2209731C2 |
| Устройство для намотки ленточного эластичного материала на оправку | 1984 |
|
SU1142402A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ТИПА ЦИЛИНДРИЧЕСКИХ БАЛЛОНОВ | 1978 |
|
SU786168A1 |
| GB 1497834 A, 12.01.1978. | |||

