1
Изобретение относится к устройствам для изготовления стеклопластиковых труб различных форм с высокими прочностными характеристиками, которые используются в химической, авиационной, судостроительной, электротехнической и других отраслях промышленности.
Известен намоточный станок для изготовления стеклопластиковых изделий, содержащий смонтированный в опорах станины вал оправки с приводом ее вращения, каретку укладчика с приводом ее возвратно-поступательного перемещения относительно оправки и механизм доворота оправки, выполненный в виде сблокированных выключателей привода каретки. Недостатками известного намоточного станка являются нестабильность доворота оправки, сложность в настройке при переходе на другой типоразмер изделия.
В предложенном станке указанные недостатки устранены благодаря тому, что механизм доворота оправки выполнен в виде силового цилиндра, щток-рейка которого кинематически связана посредством механизма периодического перемещения, например храпового механизма, и дифференциала с валом оправки. Установка на станине регулируемого упора ограничения хода штока силового цилиндра и выполнение колеса храпового механизма со щитком для ограничения захвата
зубьев колеса собачкой обеспечивают возможность регулировки щага намотки.
Предлагаемый намоточный станок схематически изображен на чертеже, где на фиг. 1 показан общий вид станка; на фиг. 2 - кинематическая схема станка; на фиг. 3 - вид по стрелке Л на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 3.
Станина 1 намоточного станка жестко скреплена с корпусом передней опоры 2 и имеет на верхней плоскости наиравляющие 3 для иеремещения каретки 4 укладчиков и направляющие 5 для перемеще1П1я задней опоры 6 при изменении длины оправки 7, передний конец которой соединен с помощью муфты 8 с выходным валом 9 коробки скоростей 10 привода оправки, размещенной в корпусе передней опоры 2. Вращение выходному валу
9 передается от электродвигателя 11 постоянного тока с бесступенчатым регулированием числа оборотов.
Механизм доворота 12, кинематически связанный с выходным валом 9, содержит силовой цилиндр 13, щток которого жестко связан с рейкой 14, взаимодействующей с реечной шестерней 15. На оси шестерни 15 жестко смонтирован диск 16 с радиальным пазом, в котором подвижно закреплен камень 17 с
пальцем 18, соединенным через шатун 19 и
рычаг 20 с собачкой 21, зацепляющейся с храповым колесом 22.
Для ограничения захвата зубьев храпового колеса 22 собачкой 21 служит щиток 23. С выходным валом 9 храповой механизм связан через зубчатую пару 24, червячиую пару 25, дифференциал 26. С валом 9 кинематически связано командное устройство 27, на концевые выключатели 28 которого воздействуют упоры 29. Это связь осуществляется через зубчатые щестерии, блоки шестереи или через сменные шестерии 30. Связь кареток укладчиков с валом 9 осуществляется посредством коробки подач 31, содержащей сменные шестерни 32, электрофрикционные муфты 33, электрофрикциоиный тормоз 34, реечную шестерню 35, рейку 36. Укладчики 37 кинематически связаны с выходным валом 9 через коробку подач 31 и коробку поперечных подач 38, содержащую зубчатые щестерни, блоки зубчатых шестерен, сменные щестерни 39, электрофрикционные муфты 40, электрофрикционный тормоз 41, реечную шестерню 42 и рейку 43.
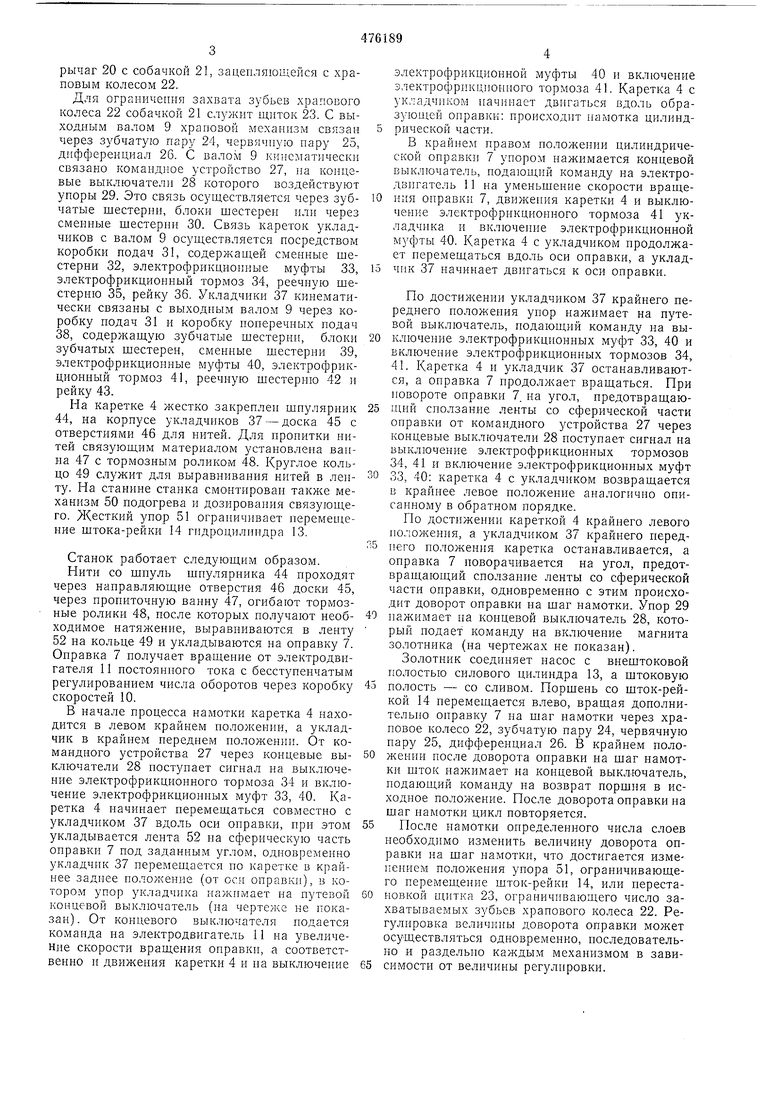
На каретке 4 жестко закреплен шпулярник 44, на корпусе укладчиков 37 - доска 45 с отверстиями 46 для нитей. Для пронитки нитей связующим материалом установлена ванна 47 с тормозным роликом 48. Круглое кольцо 49 служит для выравнивания нитей в ленту. На станине станка смонтнрован также механизм 50 подогрева и дозирования связующего. Л есткий зпор 51 ограпичивает перемен1ение штока-рейки 14 гидроцилиндра 13.
Станок работает следующим образом.
Нити со шпуль щпулярника 44 проходят через направляющие отверстия 46 доски 45, через пропиточную ванну 47, огибают тормозные ролики 48, после которых иолучают необходимое натяжение, выравниваются в ленту 52 на кольце 49 и укладываются на оправку 7. Оправка 7 получает вращение от электродвигателя 11 постоянного тока с бесступенчатым регулированием числа оборотов через коробку скоростей 10.
В начале процесса намотки каретка 4 находится в левом крайнем положении, а укладчик в крайием переднем иоложении. От командного устройства 27 через концевые выключатели 28 поступает сигиал на выключение электрофрикционного тормоза 34 и включение электрофрикционных муфт 33, 40. Каретка 4 начинает перемещаться совместно с укладчиком 37 вдоль оси оиравки, ири этом укладывается лента 52 иа сферическую часть оправки 7 под заданиым углом, одиовременно укладчик 37 перемещается но каретке в крайнее заднее положение (от оси оправки), в котором упор укладчика нажимает иа путевой концевой выключатеиТЬ (на чертеже не показан). От концевого выключателя подается команда на электродвигатель 11 иа увеличение скорости вращения оиравки, а соответственно и движения каретки 4 и на выключение
электрофрикциониой муфты 40 и включение электрофрикционного тормоза 41. Каретка 4 с укладчиком иач 1иает двигаться вдоль образующей онравки: происходит намотка цилиидрической части.
В крайием правом положении цилиндрической оиравки 7 упором нажимается концевой выключатель, подаюищй команду иа электро,т,внгатель 11 на уменьшение скорости вращеиия оиравки 7, движеиия каретки 4 и выключение электрофрикциоииого тормоза 41 укладчика и включеиие электрофрикционной муфты 40. Каретка 4 с укладчиком продолжает иеремещаться вдоль оси оправки, а укладчик 37 иачинает двигаться к оси оправки.
По достижении укладчиком 37 крайнего переднего положения упор иажимает на путевой выключатель, подающий команду на выключение электрофрикционных муфт 33, 40 и включение электрофрикциониых тормозов 34, 41. Каретка 4 и укладчик 37 останавливаются, а оиравка 7 иродолжает вращаться. При иовороте онравкн 7, на угол, предотвращающий сползание ленты со сферической части оправки от командного устройства 27 через концевые выключатели 28 иоступает сигнал на выключение электрофрикциоииых тормозов 34, 41 и включение электрофрикционных муфт
33, 40: каретка 4 с укладчиком возвращается в крайнее левое положение аналогично описанному в обратном порядке.
По достижении кареткой 4 крайнего левого ноложеиия, а укладчиком 37 крайнего передпего иоложения каретка останавливается, а оправка 7 поворачивается на угол, предотвращающий сползание ленты со сферической части онравки, одновременно с этим происходит доворот оправки на шаг намотки. Упор 29
нажимает на концевой выключатель 28, который нодает команду на включение магиита золотника (иа чертежах не иоказан).
Золотник соединяет насос с внештоковой полостью силового цилиидра 13, а штоковую
полость - со сливом. Поршень со шток-рейкой 14 перемещается влево, вращая донолнительио оиравку 7 на шаг намотки через храповое колесо 22, зубчатую пару 24, червячную пару 25, дифференциал 26. В крайнем ноложеиии после доворота оправки на шаг намотки шток нажимает на концевой выключатель, подающий команду на возврат поршня в исходное положение. После доворота оправки на шаг намотки цикл повторяется.
После намотки онределеииого числа слоев необходимо измеиить величину доворота оиравки на шаг намотки, что достигается изменением положения упора 51, ограпичивающего перемещеиие шток-рейки 14, или иерестаиовкой щитка 23, ограничивающего число захватываемых зубьев храпового колеса 22. Регулировка величины доворота оиравки может осуществляться одновременно, иоследовательно и раздельно каждым механизмом в зависимости от величииы регулировки.
Предмет изобретения
1. Намоточный станок для изготовления стеклопластиковых изделий, содержащий смонтированный в опорах станины вал оправки с приводом ее вращения, механизм доворота оправки на щаг намотки и каретку укладчика с приводом ее возвратно-поступательного перемещения относительно оправки, отличающийся тем, что, с целью обеспечения стабильности доворота оправки, в частности, при спиральной намотке, механизм доворота
оправки выполнен в виде силового цилиндра, щток-рейка которого кинематически связана посредством механизма периодического перемещения, например храпового механизма, и дифференциала с валом оправки.
2.Станок по п. 1, отличающийся тем, что па станпне установлен регулируемый упор ограничения хода щтока силового цилиндра.
3.Станок по н. 1, отл и ч а ю и с я тем, что колесо храпового механизма имеет щиток для ограничения захвата зубьев колеса собачкой.
Фи2:.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| НАМОТОЧНЫЙ СТАНОК | 1971 |
|
SU422620A1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Станок для намотки обмоток электрических катушек | 1980 |
|
SU1023418A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| Станок для намотки ленточного материала | 1986 |
|
SU1317500A1 |
IS 3 /7 П TI
Вид 5
Риг.1
