входом преобразователя кодов и вторым входом блока сравнения, третий вход которого подсоединен ко второму регистру, вход и второй выход программного распределителя соединены с генератором тока, а третий выход - с блоком программного управления.
Блок-схема устройства приведена на чертеже.
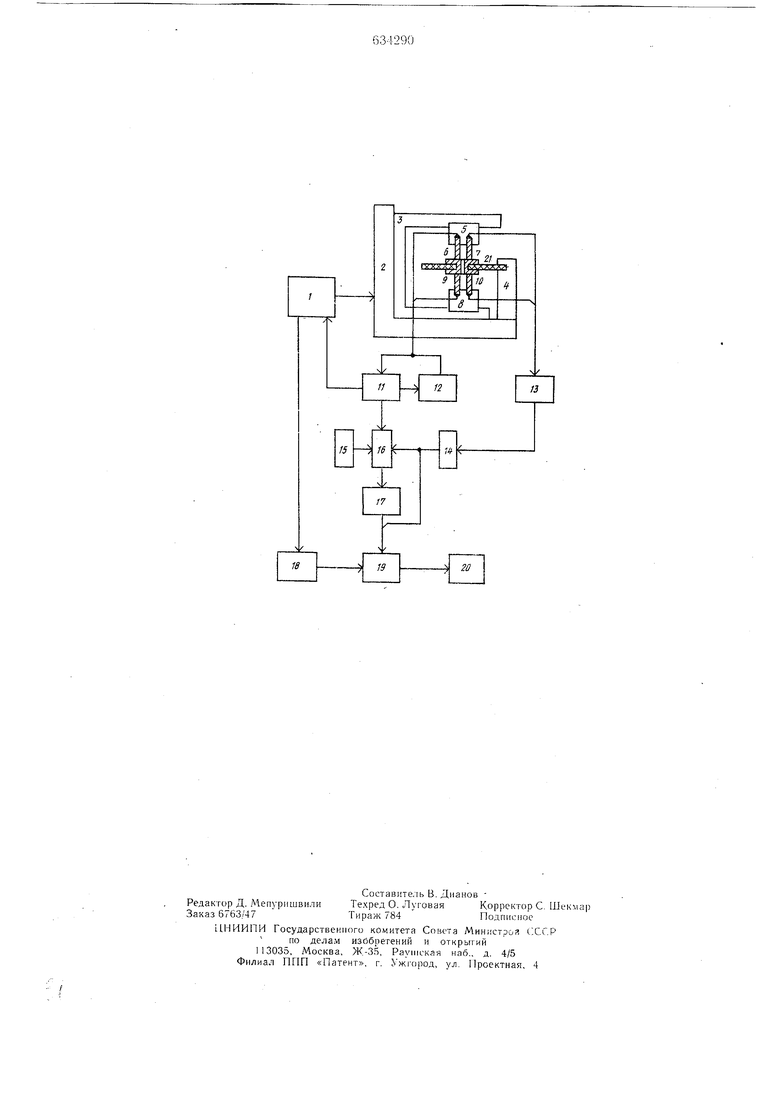
Устройство состоит из блока программного управления 1, координатного позиционера 2, имеющего исполнительный узел 3 и зажимное устройство 4 для закрепления платы, первой зондовой головки 5 с токовым 6 и измерительным 7 зондами, второй зондовой головки 8 с токовым 9 и измерительным 10 -зондами, программного распределителя 11, генератора тока 12, измерителя напряжения 13, первого регистра 14, второго регистра 15, блока сравнения 16, блока вывода 17, сумматора 18, преобразователя кодов 19 и блока регистрации 20.
Управляющий выход блока програ.ммного управления I связан с координатным позиционером 2 шинами управления и обратной связи. Этот блок служит для автоматического программного управления позиционированием и подачей инструментов, установленных на исполнительном узле 3. Носителем программы может быть стандартная перфолента. Зондовые годовки 5 и 8 установлены на исполнительном узле 3 в качестве инструментов так, что однотипные зонды противостоящих головок (токовые зонды 6, 9 и измерительные 7, 10) расположены соосно и направлены навстречу друг другу, а в зазоре между ними перпендикулярно к зондам помещается закрепленная в устройстве 4 контролируемая плата 21.
Измерительные зонды 7 и 10 связаны со входом измерителя 13, имеющего кодовый выход измеряемого напряжения. Токовые зонды 6 и 9 параллельно соединены с выходом генератора тока 12 и входом програм.много распределителя 11.
Распределитель 11 служит для фиксирования момента замыкания цепи токовых зондов, последующей выдачи управляющих сигналов для включения тока, запуска операции контроля и пуска продолжения программы автоматического контроля после окончания контроля очередного отверстия. Второй управляющий выход распределителя 11 связан со входом генератора 12, третий выход - со входом блока программного управления 1, а первый выход - с первым (управляющим) входом блока сравнения 16.
Регистр 15 служит для записи и хранения числа, равного порогу отбраковки контролируемого отверстия по величине измеряемого напряжения (выражающей значение сопротивления). Регистр 14, связанный с выходом измерителя напряжения 13, является буферным регистром, предназначенным для запоминания кода напряжения, получаемого от этого измерителя. Выходы регистров 14 и 15 связаны соответственно со вторым и третьим входами блока сравнения 16, который служит для сравнения значения измеренного напряжения с установленной 5 пороговой величиной. Выход этого блока связан со входом блока вывода 17. Выходы регистра 14 и блока вывода 17 связаны соответственно с третьим и первым входами преобразователя кодов 19, служащего для (j преобразования поступающих на регистрацию кодов в требуемую для регистрирующего устройства форму и для распределения выводимых знаков в соответствии с требуемой формой регистрации.
Второй (кодовый) выход блока программного управления 1 связан со входом су.мматора 18, предназначенного для получения абсолютных значений координат X и У контролируемых отверстий на плате путем алгебраического суммирования приращений координат при переходе зондов от одного отверстия к другому. Выход сумматора 18 связан со вторым входом преобразователя кодов 19, выход которого связан с блоком регистрации 20.
В качестве блока 20 .может быть исполь5 зовано цифропечатающее устройство, а в качестве координатного позиционера 2 может быть использован сверлильный станок с нрограм.мным управлением для сверловки печатных плат, имеющий сверлильный и встречно е.му расположенный зенковальный щпиндели. В этом случае механизм подачи зенковального щпинделя перестраивается на одновременную подачу его со сверлильным щпинделем, напряжение на двигатели вращения щпинделей не подается, а измери5 тельные головки устанавливаются на шпинделях вместо патронов.
Устройство работает следующим образом.
Подлежащая контролю плата 21 закрепляется в зажимном устройстве 4 позиционера 2. Зондовые головки 5, 8 подводятся к исходной точке на плате, от которой начинается контроль согласно програ.мме. Б регистр 15 заносится значение пороговой величины напряжения, соответствующей уровню отбраковки некачественных отверстий. В блок 1 вводится программа контроля и производится пуск авто.матической работы устройства.
Зондовые головки поочередно подходят к каждому из указанных в программе отверстий и автоматически поджимаются к его контактным площадкам на противополож0 ных сторонах платы.
При наличии металлизации в отверстии соприкосновение токовых зондов 6 и 9 с контактными площадками вызывает замыхание электрической цепи между этими зондами, в результате чего в распределителе 11 вырабатывается сигнал начала операции контроля. На втором выходе блока 1 появляется задержанный на время дребезга замыкающихся зондов сигнал включения тока. который подается на генератор тока 12. По этому сигналу из генератора 12 в цепь токовых зондов 6 и 9 подается ток калиброванной величины, например 1а, в результате чего между измерительными зондами 7 и 10 создается разность потенциалов, которая подается на вход измерителя напряжения 13. На выходе измерителя 13 появляется код измеренного напряжения, который принимается в регистр 14. После некоторой задержки, равной времени срабатывания измерителя 13, на первом выходе блока 11 появляется импульс опроса, поступающий на первый вход блока сравнения 16. На два кодовых входа блока 16 подаются коды из регистров 14 и 15. Сигналы результата опроса, определяющие, превышает или нет измеренное напряжение установленную пороговую величину, с выхода блока 16 поступают на вход блока вывода 17, который вырабатывает сигнал вывода информации. Этот сигнал и код результата опроса с выхода блока 17 вместе с кодо.м напряжения из регистра 14 подается на первый вход преобразователя 19. На второй вход преобразователя 19 из сумматора 18 поступают согласно чертежу платы, выполненному в координатной сетке, коды абсолютных координат X и У проверяемого отверстия. По полученному из блока 17 пусковому сигналу в преобразователе 19 начинается кодопреобразование поданных на его входы чисел в требуемую для регистрации форму и выдача в блок 20 сигналов регистрации информации в такой последовательности, которая удобна потребителю. Например, выводимая информация может быть записана в следующей последовательности: «Номер измерения - Координата X - Координата У - Значение сопротивления - Показатель превышения порога. Номер измерения задается счетчиком числа измерений, входящим в блок 19. В устройстве предусмотрены два режима вывода результатов. Первый режим - режим вывода результатов контроля каждого отверстия, и второй режим - режим вывода результатов контроля только бракованных отверстий. После окончания вывода информации ток. подаваемый в токовые зонды 6, 9 из генератора тока 12, выключается сигналом, поступающим в генератор из распределителя 11. Зондовые головки отводятся от платы и начинается отработка следующего кадра программы. Если после прижатия зондовых головок к плате замыкания токовой цепи не произойдет - из-за полного отсутствия металлизации в отверстии или из-за неправильного позиционирования головок (установки зон дов не на отверстие), - то сигнал начала операции распределителем 11 выдан не будет, на третьем его выходе появится сигнал остановки автоматической работы устройства, поступающий в блок 1. Продолжение автоматического контроля по программе после коррекции ощибки производится повторным нажатием пусковой кнопки. Использование данного устройства дает следующие преимущества: устраняется ручной труд по поиску контролируемого отвер-. стия и установке на него измерительных зондов; исключается вероятность пропуска отверстия, подлежащего контролю, из-за потери внимания; исключается субъективность оценки результата измерения, так как производится объективная регистрация результатов, например, печать; исключается снижение продуктивности труда из-за утомляемости работника при ручном процессе. В результате применение описанного автоматического устройства повыщает общую производительность труда при проверке металлизации большого количества отверстий в печатных платах. Формула изобретения Устройство для контроля .металлизации отверстий в печатных платах, содержащее блок програ.ммного управления, соединенный с координатным позиционером с размещенными в нем двумя токовыми и двумя измерительными зондами, подключенными соответственно к генератору тока и измерителю напряжения, и блок регистрации, отличающееся тем, что, с целью повышения достовер-ности контроля и быстродействия устройства, оно содержит су.мматор, первый и второй регистры и последовательно соединенные программный распределитель, блок сравнения, блок вывода и преобразователь кодов, второй вход которого через сум.матор соединен с блоком программного управления, а выход - с блоко.м регистрации, вход первого регистра соединен с выходом измерителя напряжения, а выход - с третьим входом преобразователя кодов и вторым входом бло сравнения, третий вход которого подсоединен ко второму регистру, вход и второй выход программного распределителя соединены с генератором тока, а третий выход - с блоком программного управления. Источники информации, принятые во внимание при экспертизе: 1.Патент США № 3766470, кл. 324-64, 13.08.73. 2.«Electronic Packaging and Production 1974, V. 14., № 8, p.. 68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качестваМЕТАллизАции СКВОзНыХ ОТВЕРСТийпЕчАТНыХ плАТ | 1979 |
|
SU853509A1 |
| Устройство для контроля металлизированных переходов печатной платы | 1985 |
|
SU1308955A1 |
| Устройство для контроля межслойных переходов печатной платы | 1980 |
|
SU947793A1 |
| Устройство для контроля межслойных соединений печатных плат | 1986 |
|
SU1323987A1 |
| УСТРОЙСТВО ДЛЯ ПАРАМЕТРИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2003 |
|
RU2256187C1 |
| Устройство для контроля монтажа многослойных печатных плат | 1991 |
|
SU1800408A1 |
| Устройство для контроля соединений многослойных печатных плат | 1989 |
|
SU1734054A1 |
| Устройство для проверки качества металлизации отверстий печатных плат | 1986 |
|
SU1413557A1 |
| Автоматическое устройство для проверки качества металлизации отверстий печатных плат | 1977 |
|
SU729498A1 |
| Устройство для косвенных измерений толщины | 1979 |
|
SU890064A2 |