Железные-И стальные трубы после 1травлен1ия перед цинкованием ттедвергают очистке путём подачи струй песка или с применением металЛйческик щёток.
Очистка песком; Обычным образом не Даёт требуемого эффекта, так как песок пролетает по полости трубы, не уда ряясь о её стенки; в раковинах и углублениях остаётся окалина , ржавчина и механические загрязнения. При применении механической очистки в. раковинах и ШВах остаются продукты травления.
Посредством предлагаемого аппарата, имеется в виду устранение этих недостатков. Достигается это тем, что аппарат снабжают стержнем, которЫй вводится в полость трубы со стороны, противоположной стороне .ввода сопла.. Стержень отражает струю песка или дроби ка стенки трубы.
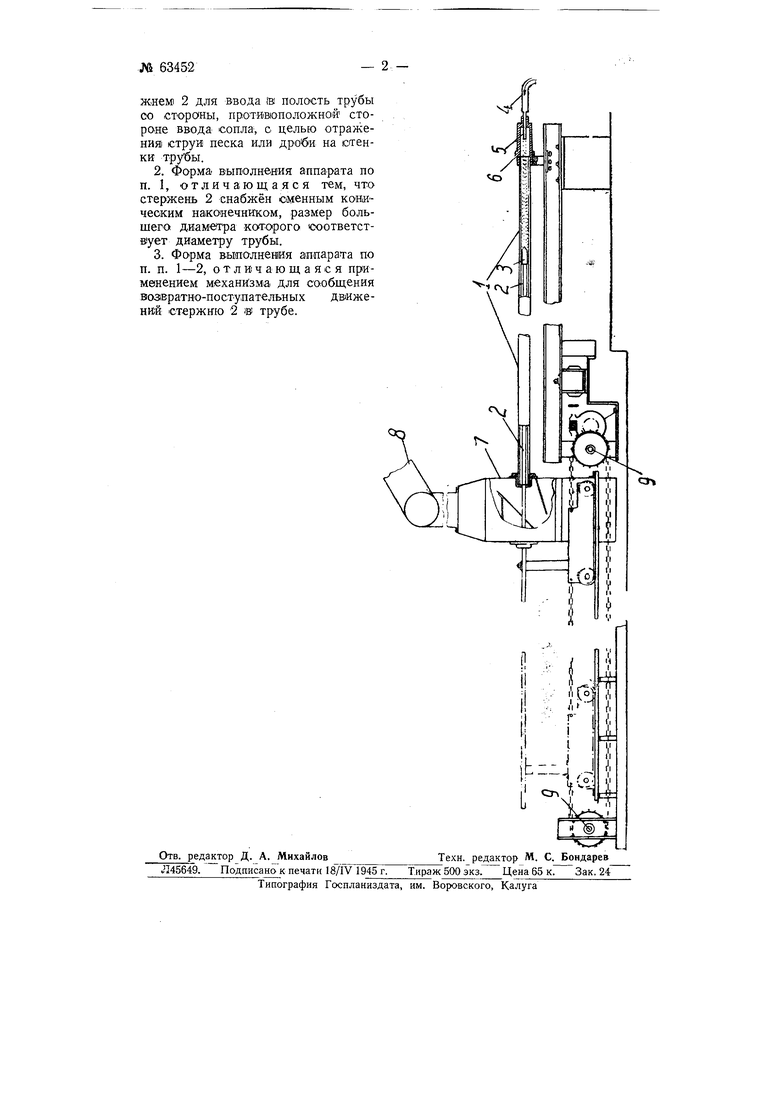
На чертеже изображён предлагаемый Песко- -или дробоструйный аппарат в продольном- разрезе..
Металлический стержень 2 снабжён, сменяым коническим наконечник-ом 3, размер большего диаметра которого соответствует диаметру трубы 1.
Металлическую трубу 1 после соответствующей обработки неподвижно устанавли|Вают горизонтально на столе. С одного конца трубы вставляют металлическую или резиновую втулку 6, в которой укреплено сопло 5, соединённое с шлангом 4 пескоструйного аппаратам
С другого конца в трубу вставляют упомянутый выше металлический стержень 2 с наконечником 3 или без него. Стержень проходит чере.з камеру 7 для отработанного песка. Камера снабжена Вентиляционной трубо-й 8. Стержень отражает струи песка или дроби «а стенки трубы, что спасобстЗует её очистке.
Стержень 2 при помощи цепной передачи 9 сОВершает возвратнопоступательные двнжения Б трубе.
Наконечник 3 имеет на своей поверхности про.тольные выстуны шириной В 2-10 мм для центрирования в трубе.
Предмет изобретения
1. Песко- или дробоструйный аппарат для очистки .внутренней пОВерХНОсти труб, отличающийся тем, что ОН снабжён стер
жнем 2 для ввода и полость трубы со стороны, протийоположной стороне ввода сопла, с целью отражения струи песка или дроби на сггенки трубы.
2.Форма выполнения аппарата по п. I, отличающаяся тем, что стержень 2 снабжён сменным коНичеоким нако нечником, размер большего диаметра которого х)ответств ует диаметру трубы.
3.Форма вьшолнен1Ия аппарата по п. п. 1-2, отличающаяся применением механизма для сообщения возвратно-поступательных движений стержню 2 ® трубе.
СМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для цинкования труб изнутри | 1937 |
|
SU55819A1 |
| СТРУЙНЫЙ СПОСОБ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2015 |
|
RU2612349C1 |
| Корообдирный станок | 1931 |
|
SU28013A1 |
| СПОСОБ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ОТВЕРСТИЯ ИЗДЕЛИЯ | 2008 |
|
RU2393267C1 |
| СПОСОБ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2003 |
|
RU2245938C1 |
| УПРАВЛЯЕМЫЙ ДУГОВОЙ ЗАМЫКАТЕЛЬ | 1970 |
|
SU270068A1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1999 |
|
RU2165986C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ ОТ ОТЛОЖЕНИЙ | 1999 |
|
RU2161079C1 |
| Флотационная машина | 1940 |
|
SU63430A1 |
| Устройство для ввода металлическойдРОби B СТРую жидКОгО МЕТАллА | 1979 |
|
SU812419A1 |