1
Изобретение относится к металлургическому и литейному производству, в частности к устройствам для отливки стальных слитков.
Известен дробоструйный аппарат, содержащий герметизированный бункер, смеситель и аппаратуру регулирования сжатым газом 1.
Известно также устройство для метаггая присадочного материала в ванну с расплавленным металлом, содержащее два бункера, в которых находится присадочный материал обтекаемой формы. Порции поступают из бункеров в удлинительные пазы на поворотных питателях. Питатели через определенное время поворачивйотся при помощи зубчатого механизма на величину,соответствующую расстоянию между пазами.. В состав конструкции также входит устройство для управления подачей воздуха под давлением. Газ под давлением подается к направляющим трубам синхронно с поворотом питателей. Под давлением воздуха порции присадочного материала выделяют из труб в ванну с расплавленным металлом 2.
Недостатком известных устройств являются большие габариты, необходимость калибровки
материала, отсутствие синхронизации подачи металлической дроби в струю жидкой стали при разливке из стаперазливочного ковша в изложницы. Дискретная подача материала на струю жидкого металла несоверщенна, так как пульсация приводит к неравномерной подаче материала и плохому его усвоению металлом. Это изменяет интенсивность кипе1и1я стали в изложнице в процессе отливки слитков, кроме того, пульсирующий режим пода0чи материала на струю жидкой стали приводит к его разбрызгиванию. В результате ухудщается качество слитка.
Цель изобрете1шя - повышение усвоения дроби жидким металлом, снижение потерь и
5 обеспечение равномерной подачи дроби, а также повышение качества слитка.
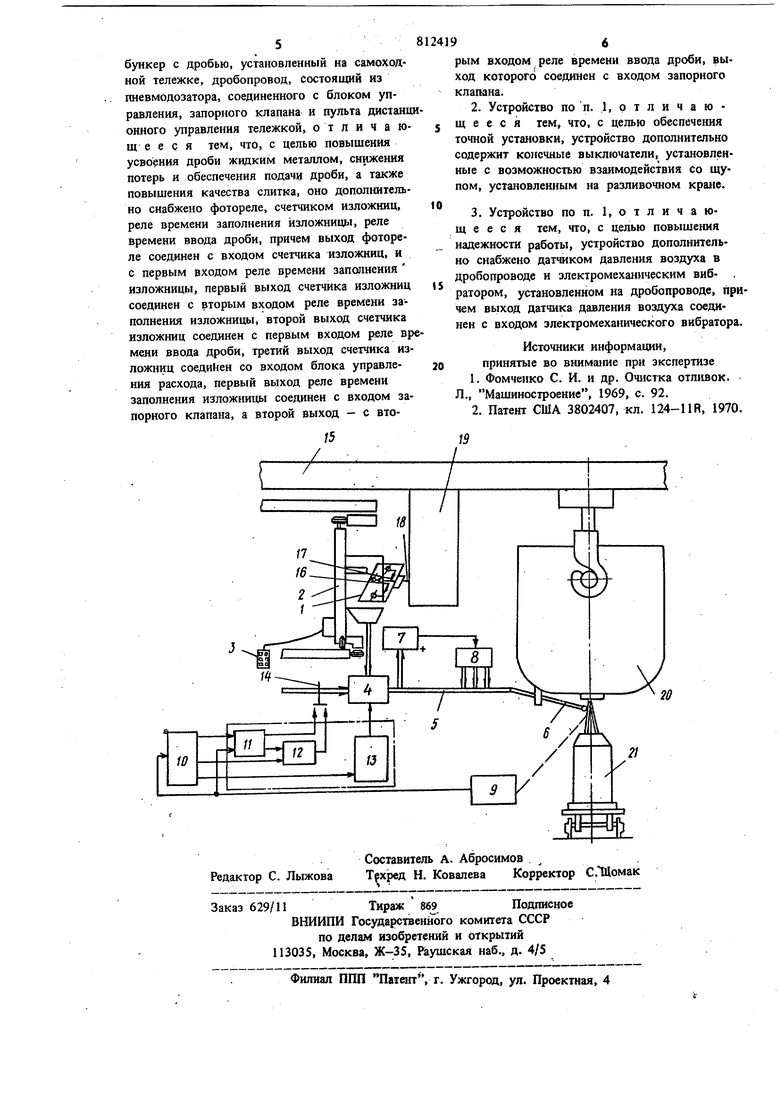
Указадшая цель достигается тем,что в уст.ройство, состоящее из самоходной тележки, бункера, дозатора и дробопровода, введены датчик появления струи, счетчик залитых излож1шц, два реле времени с регулируемой выдержкой, блок управления расходом, датчик давления воздуха в дробопроводе, под3ключенный к вибратору дробопровода, устройство управления приводом самоходиой тележки, размещенное на тележке, и воздействующий на него щуп, размещенный на подъемном кране ковща, а также стационарно закрепленные под днищем ковща направляющие сопла, причем датчик появления струи одним выходом .соединен со счетчиком залитых опок, к выходу которого подключены реле времени определения момента ввода дроби, соединенное с запорным клапаном под чи воздуха, и реле времени длительности вво д:а дроби, выход которого также соединен с запор1п 1м клапаном, и блок управления расхо дом дроби, связанный с дозатором дроби, причем другой выход датчика соединен со входом реле времени определения момента ввода дроби, а выход зтого реле со входом реле времени, длительности ввода дроби. На чертеже схематически показано устройство, общий вид. Схема устройства содержит бункер 1 с дробью, установленный на самоходной тележке 2, управление перемещением которой осуществляется с помощью переносного пульта 3 управления. Дозатор 4 дроби и дробопровод 5 также установлены на самоходной тележке. Стыковка дробопровода с направляющими соплами 6 осуществляется путем ввода нежестко закрепленных концов дробопровода в трубы сопел. На дробопроводе, у дозатора дроби установлен датчик 7 давления воздуха и закреплен злектромеханический вибратор 8. Контроль начала разливки стали осуществляется с помощью датчика 9 струи, а подсчет залитых изложниц с помощью счет чика 10. Реле 11 и 12 времени и блок 13 управления расходом выполнены в виде отдельного прибора, который может быть установлен на разливочной площадке или удобно для эксплуатации месте. Подача дроби к направляющим соплам осуществляется с помощ сжатого воздуха, подаваемого через задрриый клапан 14. Автоматическое управление перемещением самоходной тележки совместно с разливочным краном 15 осуществляется через путевые выключатели 16 и 17 устройства ринхронизации с помощью щупа 18, закрепленного на кабине 19 разливочного крана, который перемещает ковщ 20 относитель но изложниц 21. Устройство работает следующим образом. Установленный на самоходной тележке 2 бункер 1 с помощью пульта 3 ручного управления предварительно выводится на позицию заливки первой изложницы. Разливочный кран 15 после подачи ковща 20 на эту же позицию с помощью щупа, расположенного на кабине 19, воздействует на путевые выключатели 16 и 17 устройства синхронизации, закрепленного на самоходной тележке 2, и управляющие работой привода перемещения тележки. Дальнейщее перемещение крана и тележки происходит синхронно, автоматически. В момент начала разливки датчик 9 струи фиксирует появление струи и подает сигнал на счетчик 10 залитых изложниц и реле 11 времени. Счетчик 10 в зависимости от количества залитых изложниц изменяет установкиреле И времени, которое определяет момент заполнения изложницы до заданного уровня (например, на 1/3), и реле 12 врё%1ени (длительность ввода дроби) и через блок 13 управлепия расходом устанавливает на дозаторе 4 дроби расход, соответствующий расходу жидкого металла. По истечении заданного времени, соответствующего заполнению изложни- цы металлом до нужного уровня, реле 11 времени через запорный клапан 14 включает подачу воздуха, а также запускает реле 12 времени. Через заданное время реле 12 времени с помощью запорного клапана 14 отключаем подачу дроби. Если в процессе ввода дроби в струю происходит неравномерная подача дроби, датчик 7 давления воздуха, установленный на выходе дозатора 4 дроби, зафиксирует изменение давления воздуха в дробопроводе. При превыщеиии давлением некоторого заданного значения датчик 7 В1слючает злектромеханический вибратор 8, который, воздействуя на дробопровод 5, обеспечивает требуемый рабочий режим. Чтобы повысить точность подачи дроби в струю жидкого метапап, направляющие сопла 6 стационарно закреплены под днищем разливочного ковша 20 с постоянной ориентацией на ось струи вытекающего металла. После согласования взаимоположения разливочного крана 15 и самоходной тележки 2 гибкий хобот дробопровода 5 стыкуется с направляющими соплами 6, так что в течение всего i процесса разливки траектория ввода дроби в струю остается неизменной. Положительный эффект предложенного устройства заключается в том, что оно позволяет снизить потери при вводе дроби на струю сидкого металла при заливке его в изложницы до 25%, обеспечивает равномерное распределение дроби в объеме слитка и, таким образом, создает стабильное кипение металла в изложнице, обеспечивающее получение толстой и плотной наружной корочки (не менее 30 мм). Качество металлов при этом на всех переделах значительно улучшается. ,Формула изобретения 1. Устройство для ввода металлической дроби в струю жидкого металла, содержащее

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода дисперсных материалов в струю жидкого металла | 1988 |
|
SU1629150A1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Способ и устройство для разливки металла | 1983 |
|
SU1180400A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2007 |
|
RU2356685C2 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Устройство для введения сыпучего материала в жидкий металл | 1982 |
|
SU1072985A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО И СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137844C1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Установка для порционной электрошлаковой отливки слитков | 1975 |
|
SU534098A1 |
