В основном авторском свидетельстве № 17968 описано приспособление для цинкова} ия труб изнутри, состоящее из корыта, торцевые стенки которого снабжены отверстиями, предназначенными для помещения в них цинкуемых труб с уплотнением зазоров асбестовыми прокладками. Однако при горизонтальной загрузке труб в ванну имеют место следующие нел елательные явления:
1.Расплавленный флюс в цинковой ванне неравномерно покрывает внутреннюю поверхность труб, вследствие чего цинковое покрытие получается несплощным.
2.Загрузка труб производится вручную, причем вначале опускают один конец, потом - другой. При таком погружении расплавленный цинк с флюсом заполняет трубы с обоих концов, вследствие чего в середине труб собираются расплавленный флв:)с, свинец и окислы металла, которые препятствуют цинкованию в этих местах. При выгрузке по внутренней поверхности получаются потеки цинка, свинца, флюса
и окислов, что делает покрытие недоброкачественным.
3. При горизонтальном цинковании одновременно цинкуются и наружная и внутренняя поверхность, в то время как наружную поверхность можно не цинковать, так как в большинстве случаев эту поверхность покрывают специальными лаками.
Все эти недостатки в значительной мере устраняются при проведении горячего цинкования или- лужения труб в вертикальном или наклонном положении. При этом цинковое покрытие получается более равномерным и сплощным по внутренней поверхности труб, без потеков цинка, свинца, флюса и хлористых солей. Так как при этом способе допускается возможность, но желанию, покрытия только внутренней поверхности труб, то экономия цинка или олова составляет около 50% по сравнению с существующими способами двустороннего покрытия.
Согласно настоящему изобретению, предлагается в целях возможности цинкования труб в вертикальном или наклонном положении снабжать корыто верхней герметической крышкой.
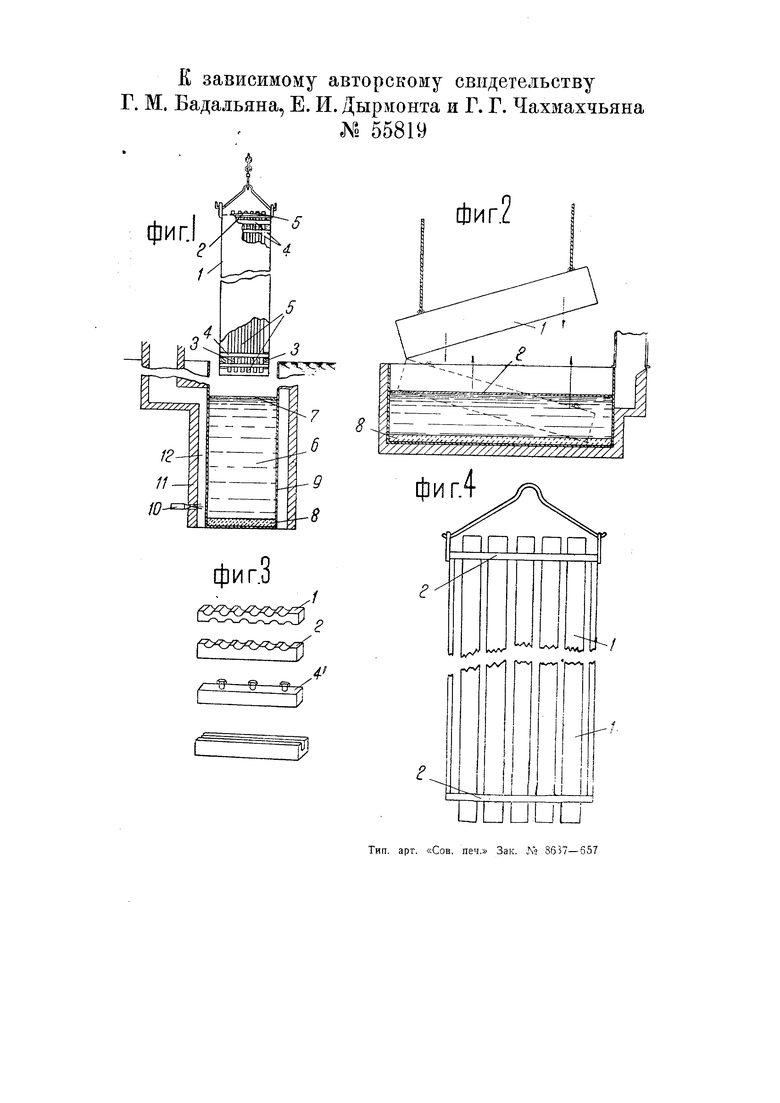
Фиг. 1 изображает предлагаемое приспособление для цинкования труб в вертикальном положении; фиг. 2 - то же в наклонном положении; фиг. 3 -детали загрузочной камеры; фиг. 4 - приспособление для цинкования труб снаружи и изнутри.
Трубы для цинкования подвергаются травке в 10-15%-м растворе серной кислоты с присадкой при температуре 60-70°, затем тщательно промываются водой, погружаются в 10-25%-й водный раствор хлористого цинка, хлористого аммония или их смеси и сушатся на специальных паровых батареях.
После сушки трубы монтируются в загрузочной герметической камере (схема 1) для покрытия внутренней поверхности. Загрузочная камера состоит из корпуса /, в котором внутри с каждого конца приварены по две направляющие планки для зажимания плашек 2. По длине корпуса имеются продольные жолобы 5, которые заполняют микроасбестом и в них вставляется крышка камеры 5. В направляющие планки вставляют плашки (детали загрузочной камеры 2) и на них укладывают трубы в шахматном порядке. Между рядами труб вставляют другие плашки/и пазы заполняют микроасбестом. Когда все ряды заполнены, их укрепляют зажимами 4.
При покрытии труб с обеих сторон их монтируют в специальной укладочной раме, без кожуха (фиг. 4).
Ванна 9 для цинкования изготовляется из 5-10-.ил« железа, высотой по длине цинкуемых труб. Ванну нагревают форсунками 10 или отапливают углем. Стенки камеры сгорания 12 изготовляют из шамотового кирпича //.
Цинковая ванна состоит из расплавленного цинка 6, расплавленного флюса 7 и расплавленного свинца 8. Загрузка камеры с трубами в цинковую ванну и выгрузка из нее производится тельфером. После цинкования камеру с трубами опускают в холодную воду, после чего трубы демонтируются, тщательно промываются и сушатся.
Загрузка труб может производиться как в вертикальном, так и в наклонном положении с целью быстрого удаления окислов и флюса, мешающих приставанию цинка или олова к поверхности.
Предмет изобретения.
Форма выполнения приспособления для цинкования труб изнутри по авторскому свидетельству № 17968, отличающаяся тем, что, в целях возможности цинкования труб в вертикальном или наклонном положении, корыто снабжено верхней герметической крышкой 5. Г. М. к зависимому авторскому свидетельству Бадальяна, Е. И. Дырмонта и Г. Г. Чахмахчьяна № 55819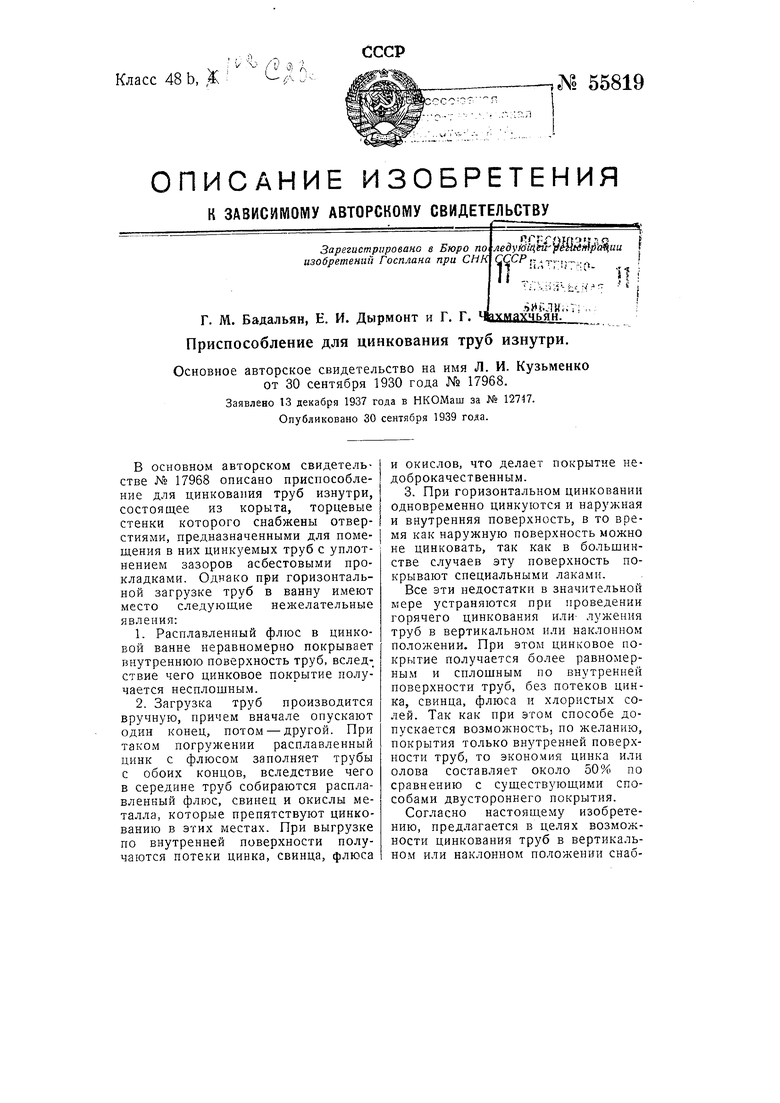
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ЦИНКОВЫХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ТРУБЫ | 1992 |
|
RU2039123C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИНКА ИЗ ЦИНКОВОГО ДРОССА | 1999 |
|
RU2150524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| Флюс для горячего цинкования стальных изделий | 1986 |
|
SU1407993A1 |
| Установка для горячего цинкования | 1977 |
|
SU737496A1 |
| СПЛАВ ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ ЦИНКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2180014C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ НА МЕЛКИЕ СТАЛЬНЫЕ ДЕТАЛИ СЛОЖНОГО ПРОФИЛЯ | 1992 |
|
RU2033471C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2533400C2 |
| Способ непрерывного производства электросварных труб с покрытием внутренней поверхности цветными металлами и линия для его осуществления | 1989 |
|
SU1715463A1 |
| Таблетка для горячего цинкования металлических изделий (варианты) и способ её подготовки | 2016 |
|
RU2647066C1 |