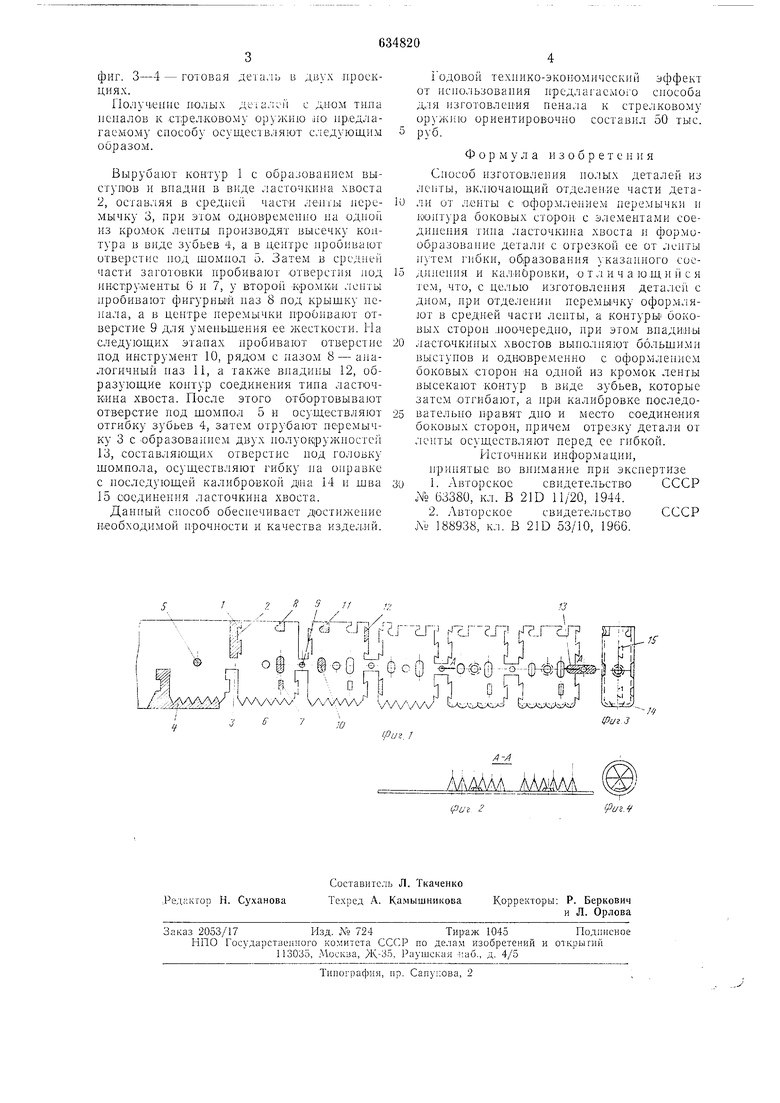
фиг. 3-4 - готовая деталь в двух проекциях.
Получение лолых д-с1а;ит | с дном тина неналов к .стрел.ковому орула-ио лю нр.едлагаемому споеобу осуществляют следующим образом.
Вырубают контур 1 с образованием выетунюв и внадин в виде ласточкина хвоста 2, оставляя в средней чаеги лСНты неремычку 3, ири этом одновременно на одной из кроМОк ЛСиты нроизводят высечку контура в виде зубьев 4, а в д.еитре пробивают oTBepcTiic нод шомнол 5. Затем в средней части загото вкк пробивают отверстия под инстру.менты 6 и 7, у второй кромки ленты пробивают фигурный наз 8 под крышку нспала, а в центре перемычки нробива от отверстие 9 для уменьшения ее жесткости. На следующих эталах нробивают отверстие под инструмент 10, рядом с пазом 8 - аналогичный паз И, а также внадины 12, образующие контур соединения тина ласточкина хвоста. После этого отбортовывают отверстие под щомпол 5 и осуществляют отгибку зубьев 4, затем отрубают пе-ремычку 3 с образованием двух иолуок,ружиостсй 13, составляющих отверстие под головку щомпола, оеуществляют гибку иа оправке с последующей калибровкой дща 14 и шва 15 оо-единення ласточкина хвоста.
Данный способ обеспечивает достижение необходимой нрочности и качества издел.ий.
Годовой технико-экономический эффект
от иснользования предлагаелюго способа
для нзготовлеиия пенала к стрелковому
оружию ориентировочно составил 50 тыс.
руб.
Формула изобретения
Способ изготовления иолых деталей из ленты, включающий отделен ие части детали от ленты с оформлением перемычки и контура боковых сторон с элементами соедннения типа ласточкина хвоста и формообразованне деталн с отрезкой ее от ленты нутем гибки, образовання указанного соединения н каЛИОровки, отличающийся тем, что, с целью изготовлеиия деталсч с дном, ири отделенин перемычку оформляJOT в средней части ленты, а контуры боковых сторон поочередно, ири этом внадицы
ласточкииых хвостов выполняют больщими выстунов и одновременно с оформлением боковых сторон ца одной из кромок ленты высекают контур в виде зубьев, которые затем отгибают, а ирл калибровке ноеледовательно правят дно и место соединения боковых сторон, нричем отрезку детаЛИ от ленты оеуществляют перед ее гибкой.
Псточннки информацни, нринятые во винмаиие ири экспертизе
1. Авторское свидетельство СССР № 63380, кл. В 21D 11/20, 1944.
2. Авторское свидетельство СССР Л 188938, кл. В 21D 53/10, 1966.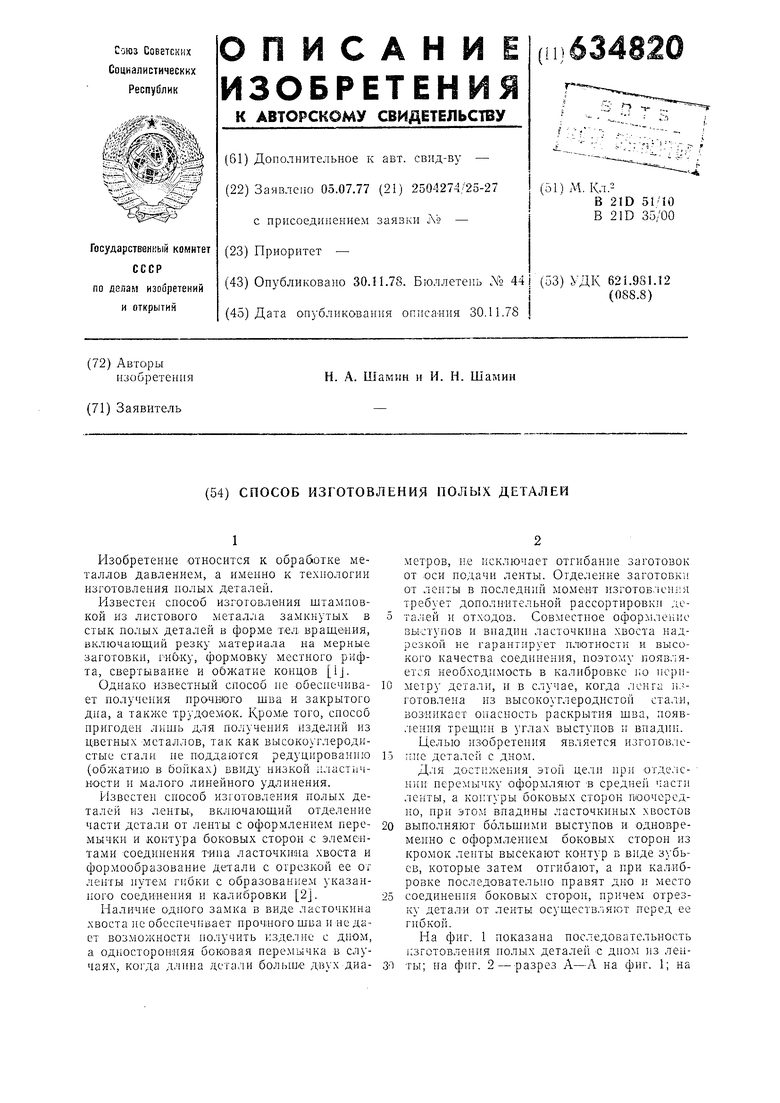
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профилей гибкой | 1979 |
|
SU854508A1 |
| Способ зачистки кромок металлической ленты | 1978 |
|
SU774671A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛЕНТЫ ИЛИ ПОЛОСЫ | 2013 |
|
RU2564652C2 |
| Профиль для корпуса светильника (варианты) и изготовленный с использованием профиля корпус для светильника (варианты) | 2018 |
|
RU2692625C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| ЖАТКА ДЛЯ ОЧЕСА СЕЛЬСКОХОЗЯЙСТВЕННЫХ КУЛЬТУР НА КОРНЮ | 2014 |
|
RU2565262C2 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2547063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
