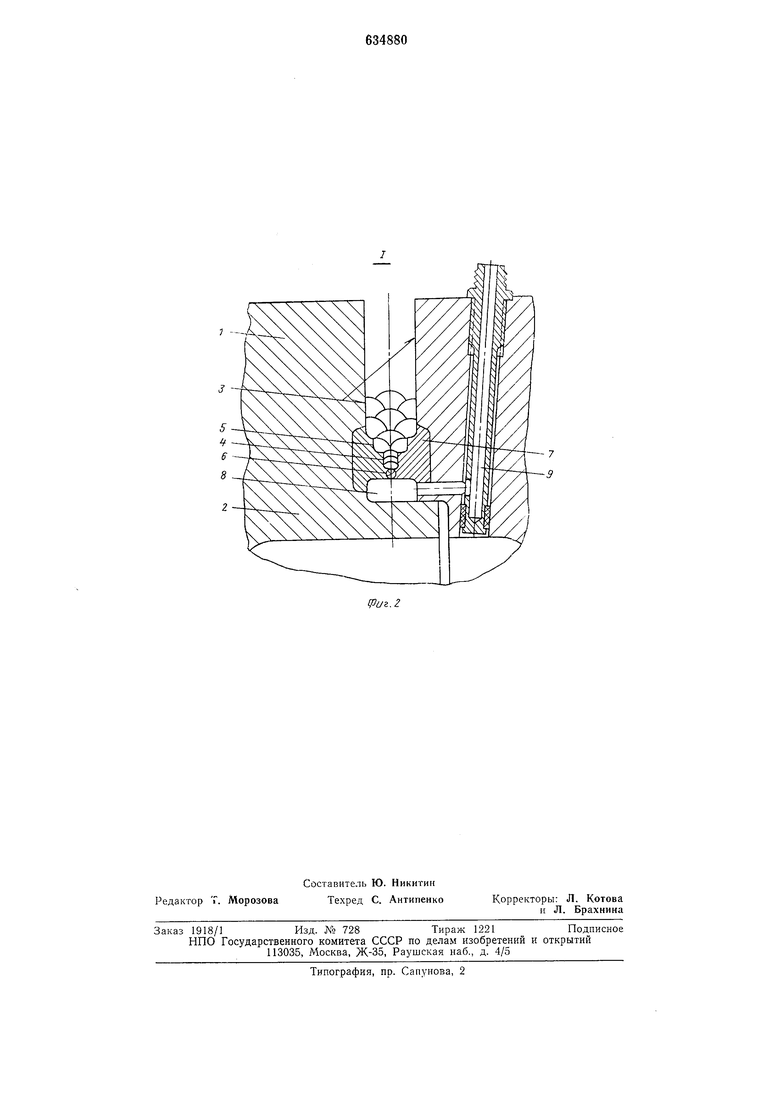
друг к другу выступы 6 в нижней частн корневой зоны шва. В корневой части разделки 3 установлена вставка 7 со стуиенчатой разделкой, выполненная нанлавкой на диски 1 более пластичного материала, чем материал дисков.
Между корневой зоной сварного шва и центрирующими поясками 2 расположена полость 8, в которую через канал 9, выполненный в ободе каждого диска, подают загцитный газ, в среде которого осуш,ествляют аргонно-дуговую сварку выступов корневой зоны шва. Выступы 6 жестко фиксируют осевое положение дисков ири сборке и сварке, что исключает использование сухарей, устанавливаемых в верхнюю цилиндрическую часть разделки и стяжек, скрепляющих диски между собой. Это позволяет производить неирерывр1ую автоматическую сварку и ведет к повышению производительпости. Кроме того, поскольку сборку и сварку дисков осуществляют при осевом сжатии, происходит деформация выступов 6 до полного контакта их торцов, чем обеспечивается герметизация полости 8. Высота выступов 6 составляет 4-5 мм. Выступ проплавляется за один проход аргонно-дуговой сварки без присадочной проволоки, при этом достигается надежное обратное формирование шва и улучшение его качества за счет избыточного давления защитного газа в герметичной полости 8 и отсутствия подсоса воздуха в эту полость.
Нижняя ступень 4 разделки необходима для перехода к более производительной и качественной сварке под флюсом. Ширину этой ступени выбирают равной 1,5-2 диаметрам неплавящегося электрода, обеспечивающей наличие зазора, равного средней величине усадки корневой части при сварке, обуславливающего нормальное протекание процесса сварки этой ступени, причем наложение валиков при сварке в этой ступени осуществляют за один проход но ширине разделки.
Однопроходная сварка ступени 4 обеспечивает минимальные деформации дисков.
Высота НИЛИНОЙ ступени 4 и выступов 6 должна быть ие менее глуб1 ны провара при сварке под флюсом оставшейся корневой части шва.
Наличие вставки 7 позволяет осуществлять без предварительного нагрева сварку двух ступеней 4 и 5 и выступов 6 разделки.
Исследования натурной модели ротора показали, что механические свойства ротора в местах сварки составляют не менее 80% механических свойств основного материала.
Использование предложенной конструкции ротора и новой технологии его изготовления позволило получить годовую экономию капиталовложений в размере более 4 млн. р.
Формула изобретения
Сварной ротор паровой турбины, содержащий диски с ободами и посадочными центрирующими поясками, причем в дисках выполнена б-образная разделка, а между центрирующим нояском и корневой зоной сварного шва выполнена кольцевая полость, отличающийся тем, что, с целью улучшепия качества и повышения производительности путем поддува защитного газа с обратной стороны шва и применения однопроходной сварки, в корневой части разделки установлена вставка со ступенчатой разделкой из более пластичного материала, чем материал дисков, при этом нижние выступы ступенчатой разделки имеют ширину 1,5-2 диаметра электрода и выеоту, равную 1,0-1,5 ширины, а в ободе каждого диска выполнен канал для подачи защитного газа, связанный с кольцевой нолостью.
Источники информации, принятые во внимание при экспертизе 1. Патент ЧССР № 106283, кл. 21h, 30/10, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1986 |
|
SU1323290A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1995 |
|
RU2136464C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| ОСЕВОЙ КОМПРЕССОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2270937C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Флюс для сварки меди | 1980 |
|
SU884920A1 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1311886A1 |
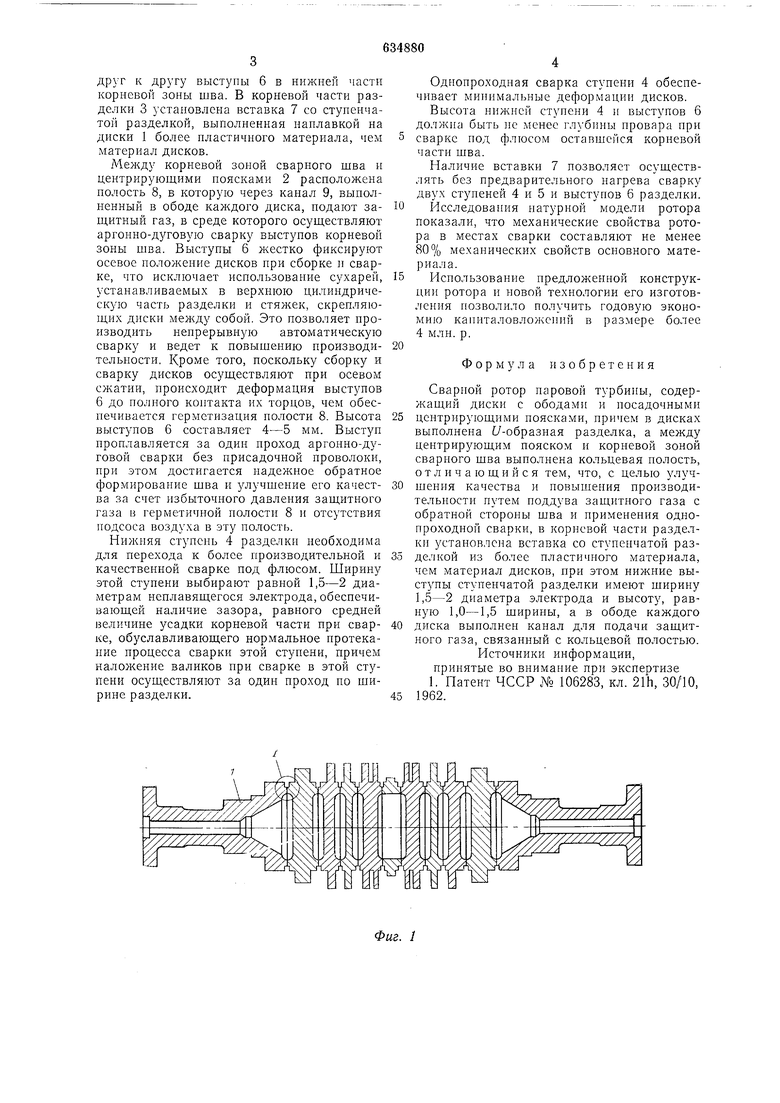
Фиг. 1
