1
Изобретение относится к электротехнике, а именно к технологии монтажа радиоэлектронной аппаратуры, и может быть исиользовано при изготовлении жгутов проводов.
Известно устройство для изготовления жгутов проводов, содержащее механизмы захвата и протяжки проводов, протяжки жгута с ведущими и прижимными роликами, оплетки жгута со шпулями, на которые надеты катущки с нитками, и блок управления 1.
Недостатком известного устройства является отклонение размеров оплетки жгута от заданного вследствие изменения диаметра жгута при отгибании оплетаемых проводов или вставления новых в процессе изготовления жгута. На участках жгута с разными диаметрами наблюдаются случаи проскальзывания тянущих роликов по поверхности оплетенного жгута, что приводит к уменьшению заданного размера протяжки и, следовательно, длины оплетенного участка.
Целью изобретения является повышение качества изготовления жгутов.
Цель достигается тем, что известное устройство для изготовления жгутов проводов, содержащее механизмы захвата и протяжки проводов, протяжки жгута с ведущими и прижимными роликами, оплетки жгута со шпулями, на которые надеты катушки с
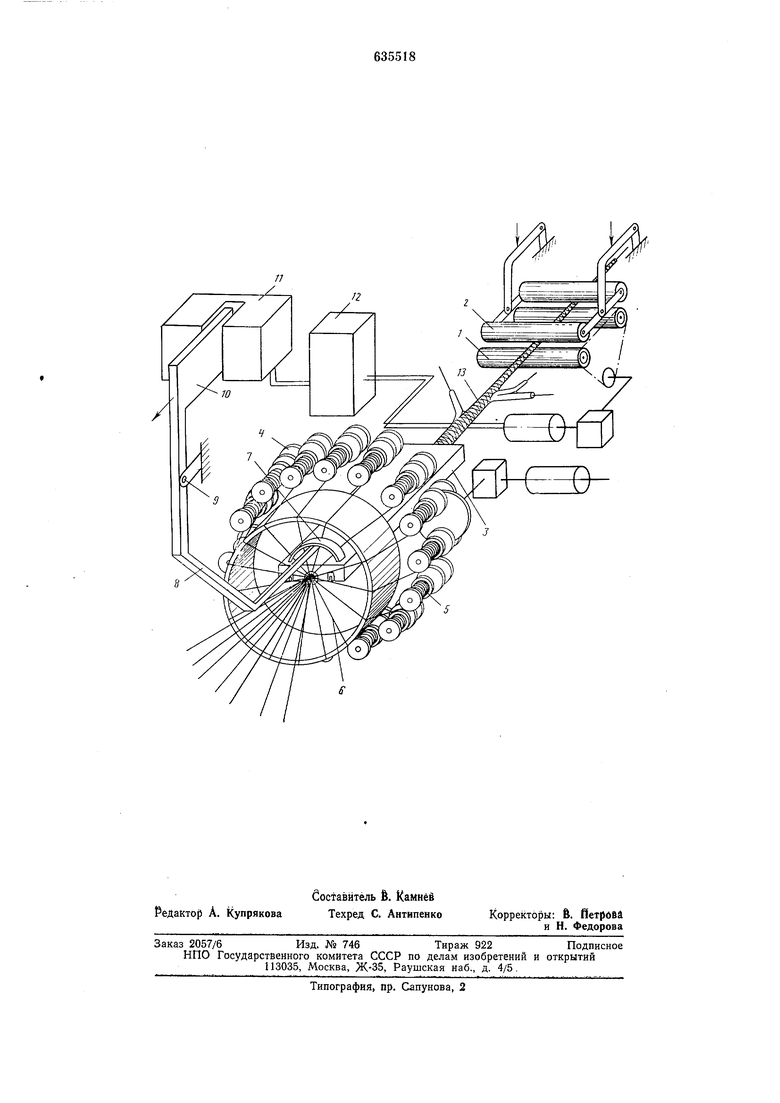
нитками, и блок управления, снабжено узлом контроля процесса оплетки жгута, выполненным в виде рычага 1-го рода, и установленной на одном из плеч рычага подковообразной пластиной, предназначенной для контактирования с нитками на участке подхода их к жгуту, при этом блок управления соединен с другим плечом рычага. На чертеже приведена кинематнческая
схема предлагаемого устройства.
Механизм протяжки жгута содержит по два ведущих 1 и прижимных 2 ролика.
Механизм 3 захвата и протяжки провода содержит две вставленные одна в другую трубки со щелями, зстановленные на каретке.
А1еханизм оплетки содержит шпули 4, на которые надеты катущки 5 с нитками. С конусной поверхностью 6, образованной нитками при вращении шпулей, контактирует подковообразная пластина 7. Наружный радиус пластины выполнен меньще внутреннего радиуса конуса ниток для исключения зацепления вращающихся ниток за поверхностью пластины.
Пластина закреплена на одном плече рычага 8, остановленного на щарнире 9. Другое плечо рычага 8 с флажком 10 взаимодействует через элемент 11 с блоком 12 управления.
Изменение плечей рычага позволяет регулировать чувствительность системы контроля длины оплетки. Механизмы протяжки и оплетки работают по командам с блока 12 управления.
Работа устройства происходит следующим образом.
После протяжки жгута 13 на заданную длину механизмы протяжки и оплетки жгута получают от программного устройства команду останова. Механизм нротяжкн останавливается. Механизм оплетки остановится только в том случае, когда длина оплетки будет равна заданной длине протяжки. При меньшей длине оплетки угол наклона конуса ниток к жгуту изменится (будет меньше). Пластина, контактируюш,ая с нитками оплетки, займет положение, при котором флажок 10 не будет взаимодействовать с элементом 11. При этом механизм оплетки будет работать, и оплетка будет продолжаться.
При достижении заданной длины оплетки пластина 7, а следовательно, флажок 10 займут положение, при котором последний будет воздействовать на элемент 11 н через него - на блок 12 управления, что приведет к отклонению механизма оплетки.
Таким образом достигается строгое соответствие полученной длины оплетки заданному размеру. Точность изготовления
обеспечивает высокое качество готовой продукции.
Благодаря данному техническому решению значительно снижается брак при изготовлении жгутов.
Формула изобретения
Устройство для изготовления жгутов проводов, содержаш,ее механизмы захвата и
протяжки Проводов, протяжки жгута с ведущими и прижимными роликами, онлетки жгута со шпулями, на которые надеты катушки с нитками, и блок управления, отличающееся тем, что, с целью повышения качества, оно снабжено узлом контроля процесса оплетки жгута, выполненным в виде рычага 1-го рода, и установленной на одном из плеч рычага подковообразной пластиной, предназначенной для контактирования с нитками на участке подхода их к жгуту, при этом блок управления соединен с другим плечом рычага.
Источники информации, принятые во внимание при экспертизе
1. ОСТ и 4Г0.054.085. Узлы и блоки радиоэлектронной аппаратуры. Подготовка проводов, сборка жгутов и кабелей. - Типовые технологические процессы. Редакция 1-74, издание официальное, 1974, карта 13
«Сборки проводов в жгут и кабель (без шаблона), операция И, чертеж 19, с. 122 и чертеж 7, с. 109.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления жгутов проводов | 1985 |
|
SU1379800A1 |
| Захват для проводов | 1978 |
|
SU790055A1 |
| Машина для сшивания сетного полотна | 1976 |
|
SU820292A1 |
| Автоматическая шпульная машина для намотки ниток на швейные катушки | 1931 |
|
SU29128A1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| Устройство для съема початков и надевания шпуль на ватерных машинах | 1946 |
|
SU71478A1 |
| Механизм обрезки нити на швейной машине | 1983 |
|
SU1124058A1 |
| Устройство для образования колец из тесьмы на швейной машине | 1982 |
|
SU1077965A1 |
| Жгутоформирующий орган машины для сшивания сетных полотен | 1981 |
|
SU1318620A1 |