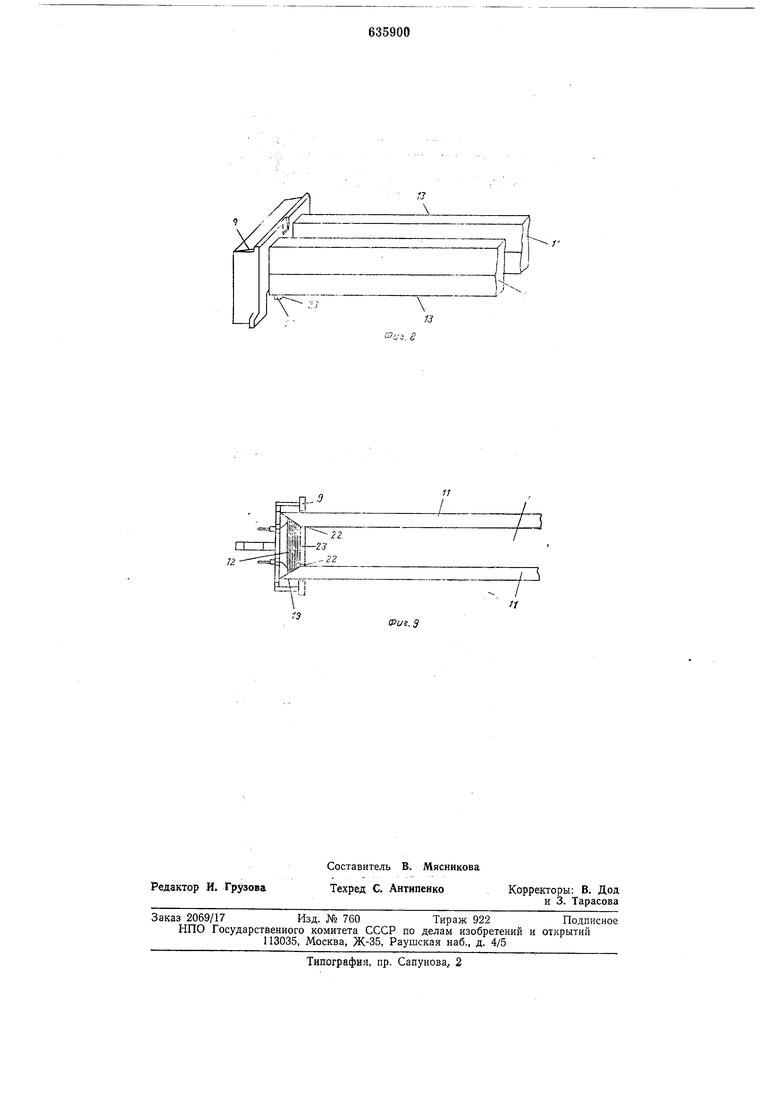
НИИ с намоточного ссрдечннка. В ное вводят две прямоугольные полосы изоляционного материала, служащие для изолянпн продольного колена катушкн. Длина каждой из обеих полос изоляционного материала соответствует приблизительно внутреннему расстоянию между обеими намоточными головками. Обе полосы изоляцпонпого материала сгибают в С-образную форму и прижимают к наружной поверхности продольного колена катушки, после чего в районе обеих узких кромок надвигается по одному изоляционному корпусу на катушку, Оба изоляционных корпуса удерживают уложенные вместе полоски изоляционного материала в своем положении, что обеспечивает стабильность формы свободно расположенной катушки. Процесс изоляции, .таким образом, не может быть автоматизирован, она должна выиолняться вручную с большой тщательностью, чтобы прн насаживании корпуса из искусственного материала избежать смещения сложенных в С-образную фо)му н охватывающих продольное колено катушки полосок изоляционного материала и, следовательно, не ухудшить общую изоляцию. Кроме того, при снимании катушкп с намоточного сердечника, несмотря на аккуратно наложенную клейкую ленту, нельзя исключить смещения отдельных слоев витков относительно друг друга, что приводит к неравномерной нагрузке на изоляцию и уменьшению срока службы катушки. Цель изобретения - упрощение и повышение надежности конструкции катушки, а также снижение затрат ручного труда и достижение полной автоматизации способа изготовления этой катушки. Это достигается тем, что катушка электроиндукционного анпарата, содержащая изоляционные корпуса, обмотку из изолированного проводника, на двух противоположных прямолипейных сторонах которой расположены полосы изолядиопного материала, а па двух других - полые пзоляционные корпуса, полосы изоляционного материала выполпены в виде коробочек, большие стороны которых равны высоте катушки, а их торЦы упираются в стенкп впутренних Полостей изоляционных корпусов, причем края коробочек соединены внахлест н скреплены между собой клейким термопластичным составом. Такая катушка может быть изготовлепа способом, заключающимся в том, что полосовой изоляционный материал обрабатывают преимущественно путем вырубки, наносят на одну из сторон полосы клейкий термопластичный состав, затем складывают их в С-образную конфигурацию., набпрают попарно торцами к оправке и наматывают обмотку, после чего загибают свободные концы изоляционных полос внахлест друг па друга н в месте располо;1;ения клея прикладывают статическое усилие с одновременным нагревом, затем, после затвердевания места склейкн, катушку снимают с оправки. В результате того, что при новом способе витки, уложенные непосредственно на полоски изоляционного материала, ирочно охватываются на своих продольных кромках путем склеивания уложенными С-образно полосками изоляционного материала получается готовая катушка прочной стабильной формы. После снятия с намоточного сердечника она может в дальнейшем обрабатываться и храниться в насыпном виде. при этом исключается опасность того, что некоторые витки могут набегать друг на Отпадает дополнительная рабочая операция, связанная со значительными затратами, состоящая в наложении клейкой ленты в районе намоточных головок. Па фиг. 1 показан дроссель с катушкой в соответствии с изобретением, вид сбоку; фиг. 2 - дроссель согласно фиг. 1, справа от сил1метричной линии, впд снередп, слева от симметричной линии, разрез А-А по фкг. 1, вид спереди; фнг. 3 - катушка дросселя согласно фиг. 1 перед началом наматывания витков; фиг. 4 - иезагнутая полоса изоляционного материала катушкн согласно фиг. 3, вн/(, сверху; на фиг. 5, 6 - катуп1ка по фиг. 3 после наложения всех витков непосредственно перед и после загибапия н склейки лолосы изоляционного матернала, охватывающей продольное колено катушки, поперечное сечение по продольному колену катушкн и вид сбоку; фиг. 7 - катушка по фиг. 6, вид сверху; фиг. 8 - катушка но фи)-. 7 с насаженными с коцца нзолящгонными корпусами; фиг, 9 - катушка по фн1. 8, вид сннзу. Показанный на фнг. 1 и 2 дроссель 1 имеет сердечник 2, который несет на себе обмотку, вынолненную по форме свободно расноло кепной катушкн 3. Сердечник 2 н катуигка 3 окружены оболочкой 4, которая также состоит из листовых пластинок. Оболочка 4 и сердечнлк 2 удерживаются вместе монтажной шпной 5, загкутыс концы 6 которой входят под л,ействием пружины в пазы 7 в оболочке 4. С торцовой части насаживаются на оболочку 4 с двух сторон два изоляцноццых корпуса 8, 9 для того, чтобы закрыть снаружи намоточные головки катун№и 3. Пзоляционные корпуса 8, 9 фиксируются на монтажной шипе 5, на изоляционных корпусах 9 крепится клемма 10, которая позволяет соединять концы катушки 3 е двумя сетевыми проводами на монтажной шине 5. Показанная на фиг. 3-9 более подробно атушка 3 имеет прямоугольную форму, оторая состоит из двух нроходяших пааллельно друг ;фугу продольных колеи
11 катушки и двух намоточных головок 12 соединяющих их на узких кромках катушки. Катушка изготовлена из расположенных друг над другом слоев отдельных витков из тонкой, изолированной лаком медной проволоки. Она вынолнена свободно расположенной, т. е. не предусмотрено никаких элементов катушки, служащих для придания ей произвольной формы, или тому подобных крепежных элементов.
Продольные колена 11 катушки изолированы таким образом от сердечника 2 и оболочки 4 полосами 13 изолянионного материала.
Полосы 13 из тонкого гнбкого нзоляннонного материала имеют прямоугольное поперечное сечение, прнчем пх длина незначительно превышает общую нарул ную длину катушки 3. С торнов предусмотрены отверстия 14 в форме окошек. боковые кромки 15 которых, расположенные в полосе изолянионного материала, проходят параллельно и на расстоянии друг от друга, соответствующем расстоянию между внутренними кромками намоточных голоБОК 12. От обеих кромок 15 простираются на каждой стороне косо расходящиеся друг от друга наружу боковые кромки 16, как это показано на фиг. 4. Вблизи от одной из продольных боковых кромок 17 наносится след 18 клейкого вещества, обладающего клеящей способностью только в нагретом состоянии. На полосе 13 изоляционного материала проходят две линии складок 19 параллельно одна другой. Полоса 13 изоляционного материала, загнутая з С-образную форму, прилегает прямо к продольным коленам 11 п наклеивается на соединенные внахлест концы 17 с помощью следа 18 клейкого материала. Полученная таким образом трубчатая оболочка продольного колена 11 катушки дает всей конструкции катушки необходимую стабильность. Благодаря выполненным в форме окошечек отверстиям 14 в полосках 13 изоляционного материала образуются выступающие загибы 19, которые (см. фиг. 7 и 8) выступают на наружной кромке продольного колена 11 за обмоточные головки 12 и тем самым накрывают эти головки снаружи.
Изготовление описанной таким образом катущки 3 происходит следующим образом. На прямоугольный намоточный сердечник 20 намоточной мащиньт. размеры которой соответствуют свободному внутреннему пространству катушки, накладывают на обе расположенные одна напротив другой продольные кромки две полосы 13 изоляционного материала, которые вдоль по лнНИИ 21 складки складывают предварительно в U-образную форму, как это показано на фиг. 3, 5. После этого непосредственно на обе полосы изоляционного материала наматывают медную проволоку, пока не
будет достигнуто необходимое количество витков, после чего намотку заканчивают. Затем свободные колена обеих полос изоляционного материала, прилегающие туго к продольным коленам 11 катушки, загибают в направлении вниз, так что в целом получается С-образная складка полосы 13 пзоляционного материала, причем боковые кромки 17 взаимно перекрываются (см. фиг. 6) и склеиваются друг с другом под действием давления и теплоты по следу 18 клейкого материала.
Готовую изолированную па продольных коленах 11 катушку затем снимают с намоточного сердечника 20, причем отдельные витки катушки несколько ynpvro сжнмаются, так что состоящая нз обеих полос изоляциоппого материала оболочка насаживается с патягом. Катушка образует в таком состоянии стабильную по форме конструкцию, с которой можно обращаться свободно без особой осторожности, потому что колена катушки защищены от внещних воздействий.
Для изоляции намоточных головок 12 на катущку 3 с конца надвигают оба изолированных корпуса 8,9 (см. фиг. 8, 9), имеющих на внутренней поверхности два шлица 22, разделенных друг от друга язычком 23, они охватывают оба изолированных колена 11 катущкн, прпчем язычок 23 входит в пространство между коленами катушки.
Описанный способ нзготовления позволяет осуществить полностью автоматическое выполнение этого процесса в известной намоточной машине. Полосы изоляционного материала могут при этом, .например, подаваться непрерывно с ролика, подвергаться штампованию на штамповочной машине, носле чего автоматически накладываться предварительно согнутыми в С-образную форму на обе противоположно расположенные поверхности намоточного сердечника 20. В процессе намотки провода эта лента может опираться сбоку с помощью держателей 24 (см. фиг. 3).
Формула изобретения
1. Катушка электроиндукционного аппарата прямоугольной формы, содержащая изоляционные корпуса, обмотку из изолированного проводника, на двух противоположных прямолинейных сторонах которой расноложены полосы изоляционного материала, а на двух других - полые изоляционные корпуса, от л н чающаяся тем, что, с целью упрощення и повышения надежности конструкции, полосы изоляционного материала выполнены в виде коробочек, большие стороны которых равны высоте катушки, а их торцы упираются в стенки внутренних полостей изоляц,ионных корпусов, причем края коробочек соединены внахлест и скреплены между собой клейким термопластичным составом.
2. Способ изготовления катушки электроиндукционного аипарата прямоугольной формы, преимущественно дросселя, заключающийся в намотке обмотки катушки на оправке изолированным проводником, наложении изоляции гибким полосовым изоляционным материалом и помещении торцов катушки в полые изоляционные корпуса, отличающийся тем, что, с целью упрощения сборки, перед намоткой обмотки полосовой изоляционный материал обрабатывают путем вырубки, наносят на одну из сторон полосы клейкий термопластичный состав, затем складывают их в С-образную конфигурацию, набирают попарно торцами к оправке и наматывают обмотку, после чего загибают свободные концы изоляционных полос внахлест друг на друга и в месте расположения клея прикладывают статическое усилие с одновременным нагревом, затем, после затвердевания места склейки, катушку снимают с оправки.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2244258, кл. 21d2 49, опублик. 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины | 1987 |
|
SU1451805A1 |
| Способ группового изготовления электрических катушек | 1980 |
|
SU951430A1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2018 |
|
RU2728542C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА ЧЕРЕЗ ВЕРТИКАЛЬНЫЙ ЗАЗОР МЕЖДУ ДВУМЯ ГОРИЗОНТАЛЬНО РАСПОЛОЖЕННЫМИ ЭЛЕМЕНТАМИ | 1994 |
|
RU2091192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2316878C2 |
| ДИСКОВЫЙ ТРАНСФОРМАТОР НАПРЯЖЕНИЯ И ТОКА | 2018 |
|
RU2730247C2 |
| СПОСОБ И УСТРОЙСТВО НАМОТКИ ОБМОТКИ НА ШИХТОВАННЫЙ ПАКЕТ ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2012 |
|
RU2631337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ПОЛЮСА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2036545C1 |
| Электроиндукционный аппарат | 1980 |
|
SU943877A1 |
| ПЛОСКИЙ ВЫСОКОВОЛЬТНЫЙ ТРАНСФОРМАТОР | 2005 |
|
RU2374713C2 |

го
13 г.
13
ff
Л
13
,/4 -fS -13
%б5 9$66Дг ЖЖЖЙЙ$5$ : ///
S1821
К 1Э
1риг.
11
P(Ji.S
19
12
-J
3
L
/
13
