Уровень техники
Настоящее изобретение относится к устройству и способу намотки катушки возбуждения (катушки обмотки возбуждения) на шихтованный пакет из листовой стали для электродвигателя путем укладки токопроводящего, изолированного обмоточного провода в один или несколько пазов, прежде всего образуемых полюсными выступами пазов, несущей обмотку поверхности шихтованного пакета. Изобретение относится далее к электродвигателю и электрическому инструменту, в котором применяется такой электродвигатель, в котором шихтованный пакет обмотан с использованием предлагаемого в изобретении устройства.
Из уровня техники известны, например, электродвигатели, которые используются преимущественно в электрических инструментах, таких как угловые шлифовальные машины, дрели и перфораторы, и которые выполнены, например, в виде электродвигателей с последовательным, параллельным или смешанным возбуждением и оснащены разъемными статорами, собираемыми из отдельных сегментов. Для этого шихтованный пакет статора, направляющий силовые линии магнитного поля и служащий каркасом статорных катушек, выполнен сборным из двух или более шихтованных сегментов. В соответствии с этим на каждый шихтованный сегмент можно наматывать катушку возбуждения и затем собирать отдельные шихтованные сегменты в единый цилиндрический статор, на внутреннем диаметре которого на так называемых полюсных выступах намотаны катушки возбуждения.
Для намотки катушек возбуждения на шихтованный пакет статора или ротора обычно используют способ игольной намотки или способ мотовильной намотки. При игольной намотке обмотка наматывается на цельный статор или шихтованный сердечник ротора с помощью одной или двух намоточных игл. При мотовильной намотке катушка сначала наматывается с помощью мотовильной головки на соответствующим образом выполненный шаблон, при этом либо мотовило вращается вокруг (неподвижного) шихтованного пакета, либо шихтованный пакет вращается относительно неподвижного мотовила. После намотки катушку формуют механически и с помощью соответствующего инструмента вводят в предусмотренные в статоре пазы. Подобные статоры для обеспечения лучшей доступности к их пазам обычно выполняют составными из двух или более сегментов. По завершении процесса намотки на концы обмоточного провода надевают термоусадочные трубки и монтируют обжимные контакты.
Известный подход при массовом производстве заключается в первоначальном изготовлении катушки возбуждения с ее предварительной монтажной обработкой и в последующем ее втягивании целиком в образуемые полюсными выступами пазы шихтованного пакета. Для этого изолированный обмоточный провод сначала наматывают на "держатель катушки возбуждения", катушке придают определенный заданный размер и затем катушку вставляют, соответственно втягивают в образуемые полюсными выступами пазы статора. В ходе такого процесса монтажа часто происходит повреждение электроизоляционной бумаги, которой катушка возбуждения должна изолироваться от шихтованного пакета статора, или повреждение изоляционного слоя обмоточного провода острыми кромками шихтованного пакета, что может привести к отказу электродвигателя или вызвать его короткое замыкание. После втягивания катушки возбуждения ее механически деформируют в целях придания ей и ее лобовым частям требуемой формы, в результате чего обмоточные провода повреждаются или растягиваются и утоняются, а также изменяется радиус их изгиба. При последующей механической обработке катушки возбуждения, необходимость каковой обработки обусловлена переносом катушки с держателя на шихтованный пакет, возможно повреждение катушки, обмоточного провода или электроизоляционной бумаги, необходимо выполнение трудоемких и связанных с большими затратами времени рабочих операций и в конечном итоге возможно снижение качества электродвигателя и срока его службы.
Исходя из рассмотренных выше проблем, в основу настоящего изобретения была положена задача предложить намоточное устройство, способ намотки, а также соответствующий электродвигатель и оснащенный им электрический инструмент, каковое устройство, соответственно каковой способ позволяло/позволял бы наматывать катушку возбуждения непосредственно на шихтованный пакет статора или ротора с одновременным приданием ей оптимальной формы, что в свою очередь позволило бы избежать необходимости в последующей механической обработке и улучшить качество катушки возбуждения, а также электродвигателя.
Краткое изложение сущности изобретения
Первым объектом изобретения является устройство для намотки катушки возбуждения на шихтованный пакет из листовой стали для электродвигателя путем укладки токопроводящего, изолированного обмоточного провода в один или несколько пазов, прежде всего образуемых полюсными выступами пазов, несущей обмотку поверхности шихтованного пакета. Такое устройство имеет держатель для фиксации или закрепления на нем обматываемого шихтованного пакета в процессе намотки и контропору. На контропоре предусмотрена по меньшей мере одна намоточно-вспомогательная поверхность (способствующая намотке поверхность), которая может быть выполнена в основном дополняющей по своей форме выходящую за пределы образуемого полюсным выступом паза часть несущей обмотку поверхности шихтованного пакета. Намоточно-вспомогательная поверхность выполнена с возможностью перемещения или поворота относительно несущей обмотку поверхности шихтованного пакета. Намоточно-вспомогательная поверхность имеет по меньшей мере один формующий катушку элемент, позволяющий задавать в процессе намотки укладку или схему укладки витков обмоточного провода, соответственно конфигурацию выступающей из паза части катушки возбуждения.
В соответствии с этим подобное намоточное устройство позволяет наматывать обмоточный провод непосредственно на шихтованный пакет, который при этом закрепляют на держателе или помещают в него, с помощью контропоры, которая имеет в основном дополняющую его по своей форме намоточно-вспомогательную поверхность и выполнена с возможностью такого своего перемещения или поворота относительно выходящей за пределы образуемого полюсным выступом паза части несущей обмотку поверхности шихтованного пакета, что возможно образование намоточного зазора, в который может наматываться обмоточный провод, благодаря чему возможна непосредственная намотка обмоточного провода в пазы шихтованного пакета с образованием катушки возбуждения. Предварительно можно, например, вложить в пазы обматываемого шихтованного пакета электроизоляционную бумагу, после чего намоточное устройство можно путем перемещения или поворота контропоры относительно держателя для образования тем самым намоточного зазора привести в рабочее положение. Затем по технологии мотовильной намотки или по иной сравнимой с ней технологии в намоточный зазор можно наматывать обмоточный провод с образованием катушки возбуждения. Один или несколько расположенных на намоточно-вспомогательной поверхности формующих катушку элементов, например в виде кромок, выступов, выемок в зоне продольных кромок и лобовых частей полюсных выступов, позволяют в процессе намотки обмоточного провода оказывать в тех критичных местах, где катушка возбуждения выступает из пазов шихтованного пакета, такое влияние на форму ее поперечного сечения, которое обеспечивает оптимальное согласование катушки возбуждения с шихтованным пакетом и придание катушке оптимизированной с точки зрения создаваемого магнитного поля формы в поперечном сечении. Помимо этого формующие катушку элементы можно выполнить и расположить таким образом, чтобы сразу в форме придавать требуемую ориентацию лобовым частям обмотки, т.е. задавать их радиус закругления и угол наклона. В отсутствие подобных формующих катушку элементов обмоточный провод не полностью бы заполнял обмоточное пространство, поскольку из-за склонности обмоточного провода к укорочению при намотке дугообразных обмоток он всегда проходит по кратчайшему пути и поэтому не полностью заполняет имеющийся обмоточный объем. Формующие же катушку элементы приемлемой формы, например в виде выступов, углублений, пазов, ребер или иных аналогичных элементов, позволяют в процессе намотки ориентировать обмоточный провод и придавать ему требуемую форму таким образом, что даже при высоком усилии натяжения обмоточного провода обеспечивается придание катушке возбуждения требуемой формы, прежде всего в свободном объеме. Благодаря намотке обмоточного провода непосредственно на шихтованной пакет исключаются стадии съема катушки возбуждения с держателя, ее втягивания в пазы шихтованного пакета и формования, при этом удается повысить собственную формоустойчивость катушки возбуждения и сократить продолжительность ее изготовления. Намотка обмоточного провода непосредственно на шихтованной пакет позволяет далее избежать повреждений электроизоляционной бумаги или изоляции обмоточного провода. Лобовые части обмотки можно формовать уже в процессе намотки, что исключает необходимость в проведении гибочного процесса, приводящего к утонению обмоточного провода или к его повреждению. В результате становится возможным получение катушек возбуждения оптимальной формы, а тем самым и изготовление оптимизированных с точки зрения создаваемого магнитного поля статоров и потребляющих меньшее количество электроэнергии электрических инструментов при неизменном типоразмере первых и последних.
В одном из предпочтительных вариантов формующий катушку элемент может представлять собой паз, ребро, углубление, прорезь, уступ, выступ или аналогичный элемент и предпочтительно может иметь закругленные углы и кромки. По причине высокого усилия натяжения обмоточного провода остроугольные углы и кромки могут приводить к повреждению его изоляции. Поэтому во избежание повреждения изоляции обмоточного провода формующие катушку элементы предпочтительно выполнять с закругленными углами и кромками. В зависимости от формы шихтованного пакета, соответственно характерных особенностей наматываемой катушки формующие катушку элементы можно выполнить таким образом, чтобы обеспечить придание требуемой формы катушке возбуждения, прежде всего в свободном объеме. Помимо этого можно предусмотреть перемещение намоточно-вспомогательной поверхности относительно выступающей из образуемого полюсным выступом паза части несущей обмотку поверхности в процессе намотки, благодаря чему возможно динамическое формирование поперечного сечения катушки возбуждения с приданием ей требуемой формы.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении намоточного устройства формующий катушку элемент может быть выполнен таким образом, что он обеспечивает утолщение поперечного сечения катушки возбуждения в ее выступающей из паза части и/или ориентацию и формование одной или нескольких лобовых частей катушки возбуждения. Тем самым путем придания формующему катушку элементу определенной конфигурации, например в виде пазов, можно обеспечить наличие дополнительного объема для намотки катушки в ее выступающей из паза в шихтованном пакете части, благодаря чему в этом свободном намоточном объеме возможно придание катушке возбуждения строго определенной формы. Помимо этого выступы и направляющие ребра позволяют придавать определенную форму лобовым частям катушки возбуждения и задавать требуемые углы наклона и радиусы изгиба катушечной обмотки. Путем модифицирования намоточно-вспомогательной поверхности можно обеспечить наличие большего пространства для расправления обмоточного провода, например выполнение проходящей вдоль полюсного выступа выемки на намоточно-вспомогательной поверхности позволяет достичь оптимального заполнения намоточного пространства при намотке катушки возбуждения и задавать укладку витков обмоточного провода для возможности создания гомогенного и регулируемого магнитного поля статора. Для этого на намоточно-вспомогательной поверхности можно предусматривать, например, углубления или пазы, которые при этом не должны проходить по всей длине шихтованного пакета, поскольку в противном случае возможно попадание витков обмотки под электроизоляционную бумагу.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении намоточного устройства формующий катушку элемент может быть ориентирован в продольном направлении шихтованного пакета и только частично проходить вдоль полюсных выступов по длине шихтованного пакета, прежде всего в его начале и в его конце, или может иметь изменяющуюся по длине шихтованного пакета форму. Так, в частности, формующие катушку элементы могут быть предусмотрены только в отдельных и критичных местах намоточно-вспомогательной поверхности с целью обеспечить максимально гомогенное прохождение витков катушки возбуждения вдоль большей части шихтованного пакета. Пазы или кромки могут варьироваться по своей глубине, соответственно высоте вдоль продольной оси статора и прежде всего допускать утолщение катушки возбуждение по краю.
Еще одним объектом изобретения является способ намотки катушки возбуждения на шихтованный пакет из листовой стали с использованием описанного выше намоточного устройства путем укладки обмоточного провода в намоточный зазор между выходящей за пределы образуемого полюсным выступом паза частью несущей обмотку поверхности шихтованного пакета и намоточно-вспомогательной поверхностью контропоры. В процессе намотки по меньшей мере один формующий катушку элемент намоточно-вспомогательной поверхности позволяет задавать укладку витков обмоточного провода, соответственно конфигурацию выступающей из паза части катушки возбуждения. В соответствии с этим в изобретении предлагается наматывать обмоточный провод непосредственно на шихтованный пакет статора или ротора, в ходе чего один или несколько формующих катушку элементов на намоточно-вспомогательной поверхности контропоры влияют на укладку витков обмоточного провода, благодаря чему возможно получение катушки возбуждения с оптимизированной с точки зрения магнитных и механических свойств формой. С точки зрения магнитных свойств должно обеспечиваться создание максимально гомогенного в продольном направлении и строго определенного в радиальном направлении магнитного поля, а с точки зрения механических свойств должны соблюдаться размеры зазоров, габариты, радиусы изгиба и иные аналогичные величины для обеспечения компактности электродвигателя. Предлагаемое в изобретении решение позволяет прежде всего обеспечить компактное исполнение катушки возбуждения в ее выступающей из образуемого полюсным выступом части, благодаря чему катушка возбуждения в этой своей части не удлиняется вверх из паза, а сохраняет требуемую толщину и форму поперечного сечения. Наличие выемок, целенаправленно предусмотренных на намоточно-вспомогательной поверхности, прежде всего у концов полюсных выступов, позволяет увеличить объем катушки возбуждения, соответственно утолщить ее и тем самым обеспечить оптимальное создание магнитного поля.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа по окончании процесса намотки можно осуществлять спекание, прежде всего частичное спекание, витков обмоточного провода катушки возбуждения. После открывания намоточного устройства существует опасность выпадения обмоточного провода из шихтованного пакета из-за отсутствия предварительного натяжения обмоточного провода по окончании его намотки. Спекание же, прежде всего частичное спекание, позволяет зафиксировать катушку на полюсном наконечнике и предотвратить тем самым смещение отдельных витков обмоточного провода или слоев обмотки. При этом следует стремиться к обеспечению минимально возможной степени спекания, поскольку в ходе дальнейшего процесса на шихтованный пакет обычно наносят дополнительные покрытия, для чего шихтованный пакет требуется повторно нагревать. Для спекания намоточное устройство может быть снабжено нагревательным устройством для нагрева шихтованного пакета, что позволяет обеспечить по меньшей мере частичное спекание витков катушки возбуждения. Процесс спекания может происходить уже в ходе намотки. Тем самым технологией изготовления катушки возбуждения предусмотрено лишь частичное ее спекание с целью обеспечить ее фиксацию для обработки на дальнейших стадиях. Альтернативный подход предусматривает полное извлечение держателя из намоточного устройства и полное спекание в держателе. Помимо этого в ходе дальнейшего процесса на катушку возбуждения можно полностью наносить покрытие. Благодаря этому можно отказаться от применения дорогостоящих приспособлений для спекания, а также уменьшить потребную площадь для размещения производственной линии. Предварительное полное покрытие катушки возбуждения позволяет, кроме того, добиться преимуществ с точки зрения улучшения ее изоляции. Спекание катушки в намоточном устройстве предпочтительно прежде всего по той причине, что при открывании намоточного устройства, т.е. при извлечении держателя и контропоры, пропадает предварительное натяжение обмоточного провода, и поэтому витки катушки могли бы разойтись. Поскольку геометрией полюсных выступов у электродвигателей для электрических инструментов или у других компактных электродвигателей не предусмотрена фиксация катушек, ее спекание в намоточном устройстве предпочтительно с точки зрения повышения качества и скорости изготовления и снижения издержек.
В еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа с помощью формующего катушку элемента можно предварительно формовать одну или несколько лобовых частей катушки возбуждения. Для этого формующие катушку элементы можно выполнить таким образом, чтобы обеспечить возможность определенной укладки, ориентации и изгиба обмоточного провода в зоне лобовых частей обмотки. В результате отпадает необходимость в последующей дополнительной обработке, соответственно в механическом формоизменении лобовых частей обмотки, благодаря чему катушка возбуждения не подвергается никакой последующей механической нагрузке, а также удается сократить продолжительность соответствующих рабочих операций, соответственно полностью исключить их.
В еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа перед началом процесса намотки в шихтованный пакет можно вкладывать электроизоляционную бумагу и/или на шихтованный пакет можно наносить слой пластмассы. Вкладывание электроизоляционной бумаги предотвращает прежде всего электрическое короткое замыкание на кромках шихтованного пакета и позволяет изолировать катушку возбуждения от электропроводного шихтованного пакета. Альтернативно вкладыванию электроизоляционной бумаги или дополнительно к этому в качестве изоляции можно использовать пластмассовую оболочку, накладываемую на шихтованный пакет путем экструзии, или пластмассовые слои, вкладываемые в шихтованный пакет. Такие пластмассовые изделия дополнительно могут выполнять и другие функции, такие, например, как позиционирование и закрепление первого витка обмоточного провода, а также фиксация термоусадочной трубки, монтируемой в ходе последующего процесса. В этом случае подобные пластмассовые изделия могут закрепляться в соответствующем намоточном инструменте путем "всасывания". Вкладывание может осуществляться вручную или механизированным путем, предпочтительно после закрепления шихтованного пакета в держателе. Для этого намоточное устройство может быть оснащено вкладывающим приспособлением, которое, будучи выполнено, например, в виде механической руки, осуществляет механизированное вкладывание электроизоляционной бумаги, соответственно пластмассовой детали, соответственно наносит пластмассовый слой. Электроизоляционная бумага может иметь согласованные с конкретным типом электродвигателя длину и ширину, соответствующие требованиям, которые предъявляются к этим размерам готовым изделием, конструкцией и стандартами на электрооборудование. Указанные размеры необходимо рассчитывать и определять в каждом конкретном случае. При этом электроизоляционную бумагу предпочтительно подвергать предварительному рельефному формованию или профилированию на устройстве для выдавливания, соответственно для сгибания с приданием ей профиля, повторяющего профиль паза, что позволяет упростить вкладывание электроизоляционной бумаги в паз и улучшить заполнение обмоточного пространства электроизоляционной бумагой. Благодаря этому даже при высоких усилиях натяжения обмоточного провода предотвращается разрыв электроизоляционной бумаги.
В еще одном предпочтительном варианте осуществления предлагаемого в изобретении способа в процессе намотки можно настраивать усилие натяжения обмоточного провода и угол его набегания на шихтованный пакет, прежде всего на вводном участке формующего катушку элемента. Помимо этого в процессе намотки можно регулировать относительное положение выступающей из образуемого полюсным выступом паза части несущей обмотку поверхности шихтованного пакета и намоточно-вспомогательной поверхности контропоры, например путем перемещения или поворота. Путем изменения усилия натяжения обмоточного провода, например путем уменьшения усилия его натяжения в зоне выступающих формующих катушку элементов и увеличения усилия его натяжения в зоне прямолинейных участков его укладки, а также путем изменения угла набегания обмоточного провода на шихтованный пакет, прежде всего при формовании лобовых частей катушки, и путем увеличения расстояния между держателем и контропорой по мере увеличения высоты катушки, можно оптимизировать процесс формования катушки и исключить повреждение обмоточного провода.
Еще одним объектом изобретения является электродвигатель, прежде всего электродвигатель переменного тока с последовательным, параллельным или смешанным возбуждением, имеющий статор и/или ротор из по меньшей мере одного шихтованного пакета из листовой стали, прежде всего из двух или нескольких таких шихтованных пакетов. На каждый из таких шихтованных пакетов описанным выше способом намотки намотано по катушке возбуждения, а сам такой электродвигатель предназначен для применения в электрическом инструменте, предпочтительно в электрической ручной машине, такой как угловая шлифовальная машина, дрель или перфоратор. Благодаря улучшенному конструктивному исполнению намотанной катушки возбуждения возможно получение электрически эффективных электродвигателей, которые при меньших конструктивных размерах способны развивать такую же электрическую мощность и поэтому прежде всего при применении в электрических инструментах позволяют уменьшить их размеры, снизить их массу и повысить их компактность.
В соответствии с этим еще одним объектом изобретения является электрический инструмент с описанным выше электродвигателем.
Краткое описание чертежей
Другие преимущества изобретения вытекают из последующего описания со ссылкой на прилагаемые к нему чертежи. На этих чертежах представлено несколько вариантов осуществления изобретения. На чертежах, в их описании и в формуле изобретения различные отличительные особенности изобретения представлены в тех или иных конкретных сочетаниях между собой. Очевидно, однако, что все такие отличительные особенности изобретения можно рассматривать и по отдельности, а также их можно комбинировать между собой в иных, технически реализуемых сочетаниях. На прилагаемых к описанию чертежах, в частности, показано:
на фиг. 1 - схематичный вид шихтованного пакета с катушкой возбуждения, а также статора согласно первому варианту осуществления изобретения,
на фиг. 2 - вид в аксонометрии предлагаемого в изобретении намоточного устройства для намотки катушки возбуждения на шихтованный пакет,
на фиг. 3 - схема, иллюстрирующая процесс взаимного позиционирования держателя и контропоры предлагаемого в изобретении намоточного устройства,
на фиг. 4 - два вида в аксонометрии, иллюстрирующие процесс намотки обмоточного провода с его укладкой в обмоточный паз предлагаемым в изобретении способом,
на фиг. 5 - увеличенные виды, иллюстрирующие улучшение в укладке обмотки катушки возбуждения при ее намотке предлагаемым в изобретении способом в сравнении с уровнем техники, и
на фиг. 6 - вид в аксонометрии намоточно-вспомогательной поверхности выполненного по одному из вариантов предлагаемого в изобретении намоточного устройства.
На всех чертежах одинаковые или однотипные компоненты обозначены одинаковыми позициями.
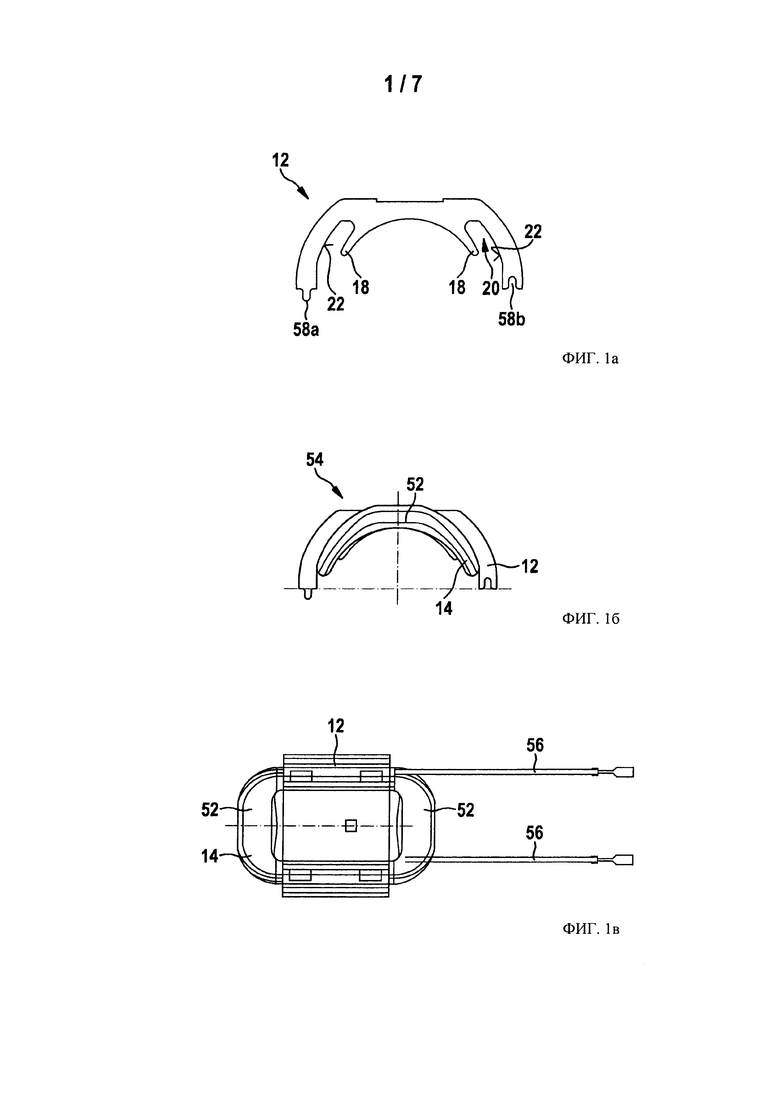
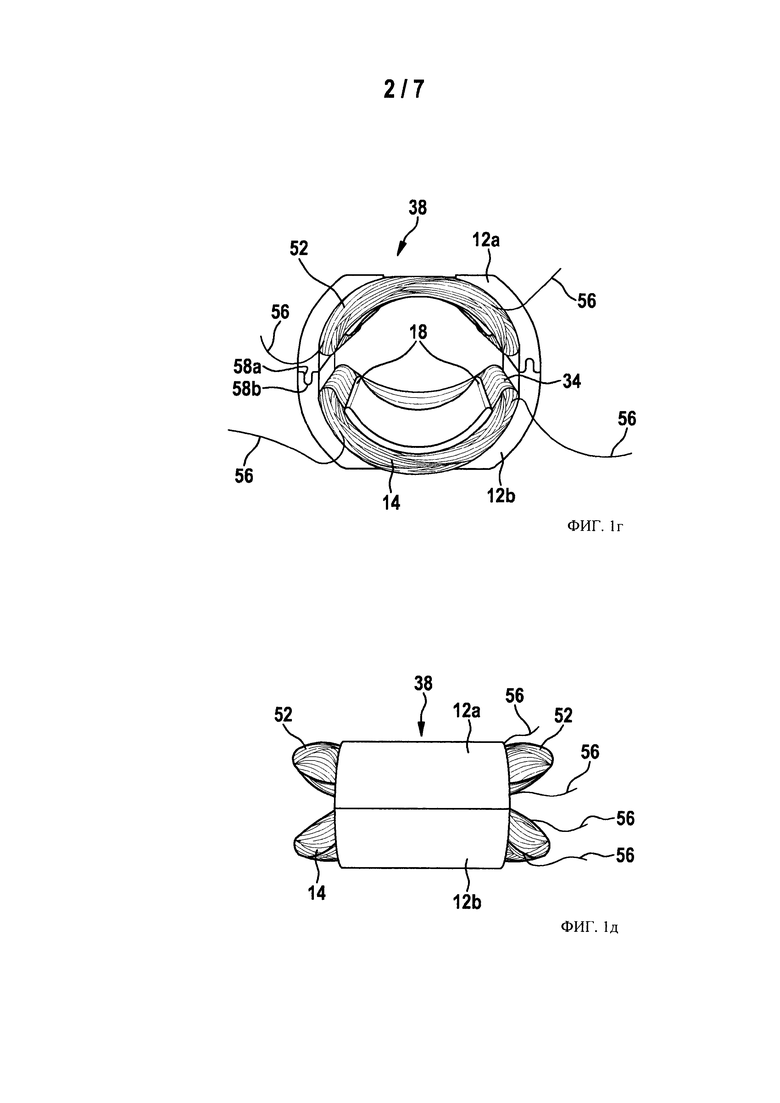
На фиг. 1 в виде отдельных изображений, приведенных на фиг. 1а-1д, показана конструкция статора 38, сердечник которого состоит из двух шихтованных пакетов 12, которые можно соединять между собой с геометрическим замыканием соединительными элементами 58а, 58b, образующими пазогребневое соединение. Обе половины 54 статора образованы набранными в пакет стальными листами и имеют с внутренней стороны поверхности статора полюсные выступы 18, которые совместно с внутренней поверхностью шихтованного пакета 12 образуют по пазу 20, в который могут укладываться обмоточные провода катушки 14 возбуждения. При этом внутренняя сторона образуемого полюсным выступом паза 20 совместно с выходящей за его пределы внутренней поверхностью шихтованного пакета 12 образуют несущую обмотку поверхность 22, т.е. опорную поверхность обмотки, через каковую поверхность на шихтованный пакет 12 опирается наматываемая катушка 14 возбуждения. На фиг. 1а в сечении показан шихтованный пакет 12 одной половины 54 статора 38. На фиг. 1б в аналогичном виде в аксонометрии и в виде спереди показана половина 54 статора с намотанной катушкой 14 возбуждения, при этом на чертеже отчетливо видна ее лобовая часть 52. На фиг. 1в в продольном виде со своей внутренней стороны показан шихтованный пакет 12 с намотанной катушкой 14 возбуждения, при этом на чертеже видны обе ее сформированные симметрично друг относительно друга лобовые части 52. Катушка 14 возбуждения имеет предназначенные для ее присоединения к зажимам источника тока соединительные провода 56, которые изолированы термоусадочными трубками и снабжены обжимными контактами для возможности их подсоединения к относящейся к электродвигателю электронике электрического инструмента. На фиг. 1г показан статор 38 в сборе, состоящий из двух своих половин 52 с катушками 14 возбуждения. На фиг. 1д в виде сбоку показан собранный из двух половин статор 38.
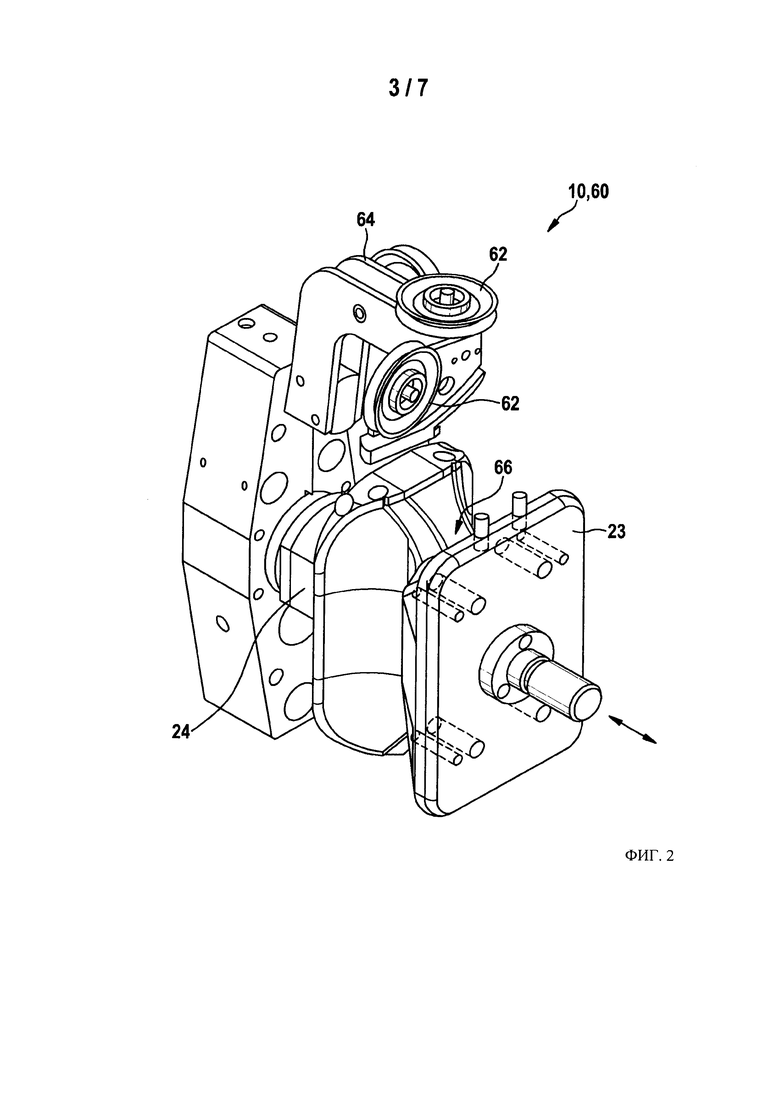
На фиг. 2 в аксонометрии показано намоточное устройство 10 в виде мотовильного намоточного устройства 60. Такое мотовильное намоточное устройство 60 имеет держатель 23, на котором можно размещать, соответственно закреплять шихтованный пакет 12, например половину статора. Помимо этого предусмотрена контропора 24 с намоточно-вспомогательной поверхностью 26 (способствующей намотке поверхностью), которая выполнена в основном дополняющей по своей форме внутреннюю поверхность шихтованного пакета 12 половины 54 статора. Намоточно-вспомогательная поверхность 26 имеет формующие катушку (обмотку) элементы в виде формующих пазов, которые обеспечивают определенное распределение обмоточного провода в слое обмотки в процессе ее намотки. Такой обмоточный провод подается по проводонаправляющим (проводоводительным) роликам 62, положение и скорость перемещения которых относительно пазов шихтованного пакета при намотке могут изменяться мотовилом 64, которое имеет вид коленчатого рычага и на котором смонтированы эти ролики. С этой целью в системе из держателя и контропоры 23, 24 они могут приводиться во вращение друг относительно друга для возможности намотки обмоточного провода на шихтованный пакет 12. Альтернативно этому можно приводить во вращение мотовило 64 относительно неподвижного шихтованного пакета 12.
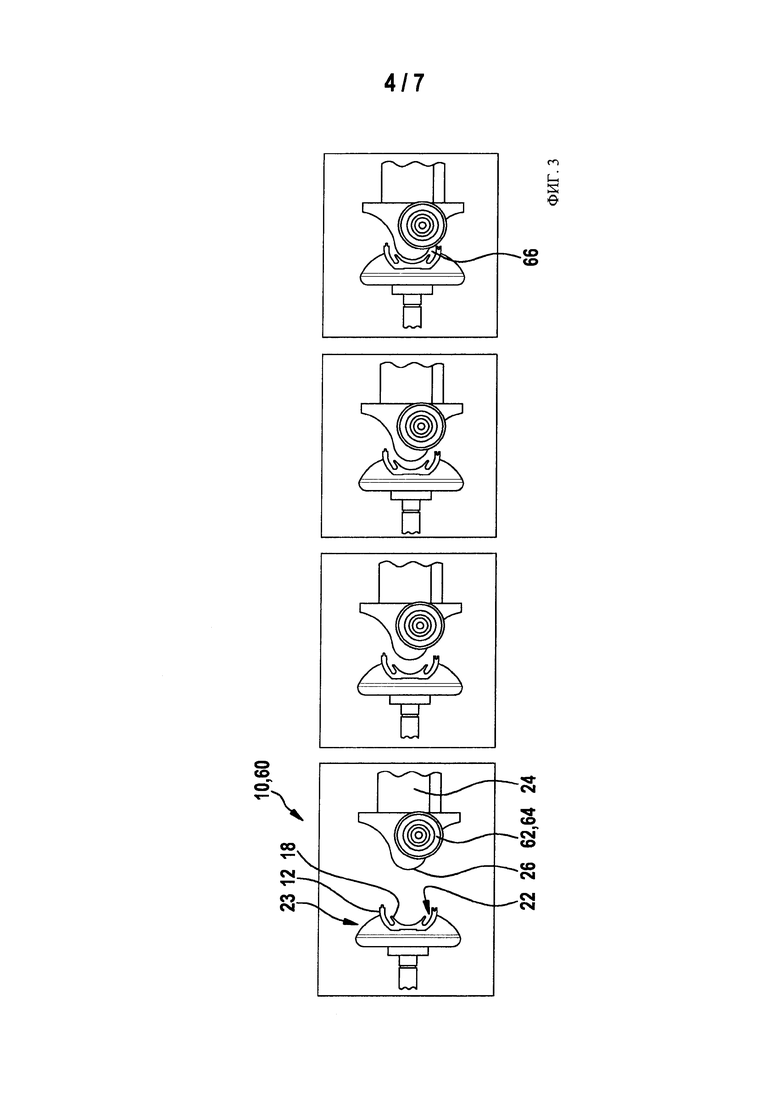
На фиг. 3 показан держатель 23 мотовильного намоточного устройства 60 в различные моменты в процессе своего пространственного перемещения относительно контропоры 24, относительно намоточно-вспомогательной поверхности 26 которой возможно тем самым перемещение той части несущей обмотку поверхности 22 шихтованного пакета 12, которая выходит за пределы образуемого полюсным выступом паза. После образования достаточно узкого намоточного зазора 66 обмоточный провод может укладываться проводонаправляющими роликами 62 на мотовиле 64 в образуемый полюсным выступом паз 20 шихтованного пакета 12, а также в зазор, определяемый намоточным зазором 66 между намоточно-вспомогательной поверхностью 26 и выходящей за пределы образуемого полюсным выступом паза 20 частью внутренней поверхности шихтованного пакета 12. По мере постепенного утолщения наматываемой катушки возбуждения можно увеличивать расстояние между держателем 23 и контропорой 24 с обеспечением тем самым лучшего заполнения обмоточным проводом предназначенного для его размещения пространства по поперечному сечению катушки, соответственно обмотки. Обмоточный провод подается проводонаправляющими роликами 62 из его накопителя с возможностью варьирования при этом натяжения обмоточного провода и угла его ввода в намоточный зазор 66.
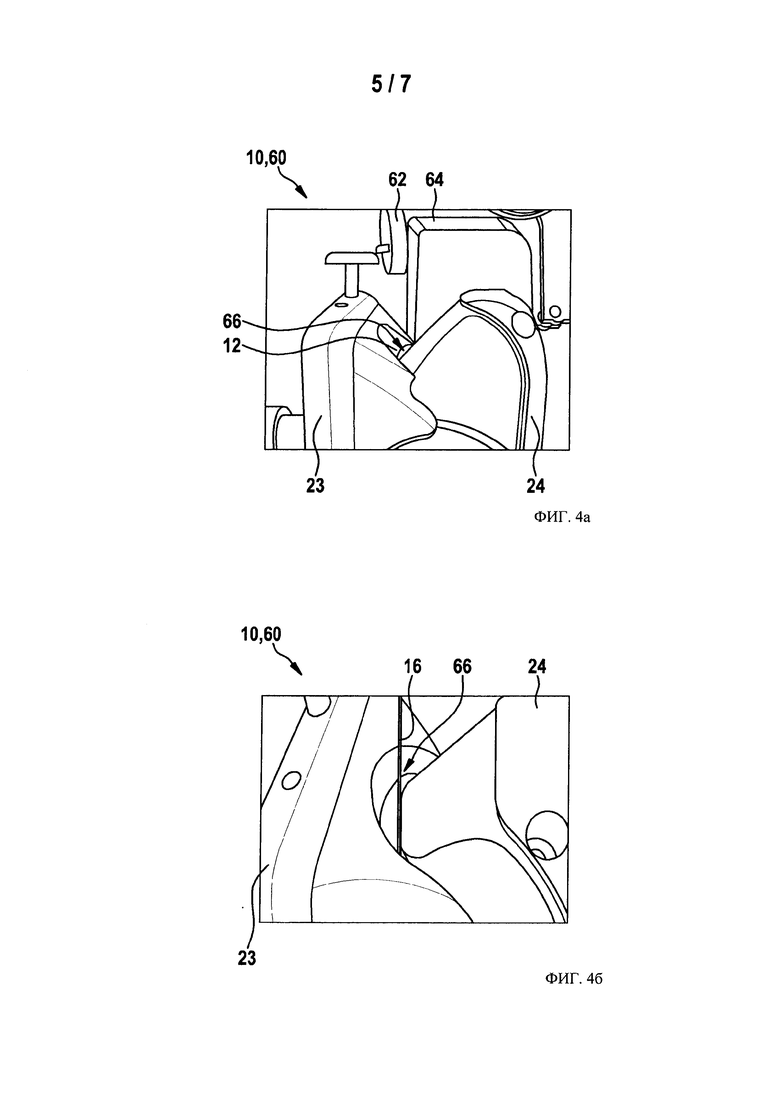
На фиг. 4а и 4б приведены два разных вида в аксонометрии, иллюстрирующие протекание процесса укладки обмоточного провода 16 в намоточный зазор 66 для образования тем самым катушки 14 возбуждения на полюсных выступах 18 шихтованного пакета 12. Обмоточный провод 16 направляется мотовилом 64 со смонтированными на нем проводонаправляющими роликами 62, натягивается с определенным усилием и вводится в намоточный зазор 66, где он укладывается в образуемые полюсными выступами пазы 20 шихтованного пакета 12, для чего держатель и контропора 23, 24 приводятся во вращение относительно мотовила 64. На намоточно-вспомогательной поверхности 26 контропоры 24 выполнены формующие катушку пазы 42 в виде впадин и возвышений, которые в процессе намотки оптимально влияют на положение и ориентацию обмоточного провода с целью формования катушки 14 возбуждения. По окончании процесса намотки катушки возбуждения держатель 23 и контропору 24 раздвигают и извлекают обмотанный шихтованный пакет 12, который затем для сборки электродвигателя можно в качестве половины 54 статора собирать с другой, дополняющей ее по форме половиной 54 статора.
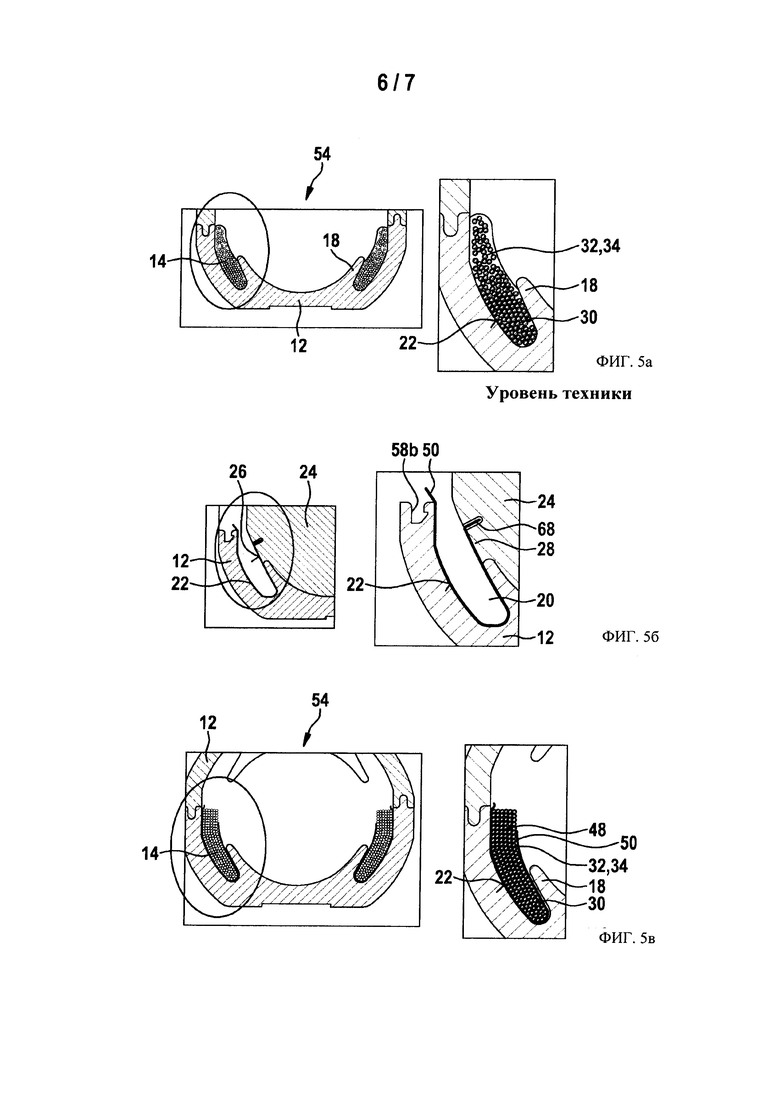
На фиг. 5 в виде изображений в разрезе и изображений в увеличенном масштабе показано поперечное сечение 30 катушки 14 возбуждения, изготовленной в соответствии с уровнем техники (фиг. 5а) и изготовленной с использованием предлагаемого в изобретении намоточного устройства, выполненного по одному из вариантов (фиг. 5в). На фиг. 5а в поперечном разрезе показана одна половина 54 статора, состоящая из шихтованного пакета 12 с пазами 20, образуемыми в нем полюсными выступами 18, и из уложенного в эти пазы 20 обмоточного провода 16, образующего катушку 14 возбуждения. В зоне образуемого полюсным выступом паза 20 укладка 32 витков катушки 14 возбуждения такова, что отдельные витки обмоточного провода полностью заполняют собой этот паз 20. В своей верхней, выступающей из паза 20 части катушка 14 возбуждения явно имеет форму сужающегося кверху возвышения, что может приводить к созданию неоднородного и несимметричного по поперечному сечению катушки 14 возбуждения результирующего магнитного поля. На фиг. 5б показана модификация намоточно-вспомогательной поверхности 26 контропоры 24, каковая поверхность выполнена в основном дополняющей по своей форме внутреннюю поверхность 22 шихтованного пакета 12. Для строго определенного позиционирования электроизоляционной бумаги 50, которая в основном изолирует несущую обмотку поверхность 22 шихтованного пакета 12 относительно катушки 14 возбуждения, в намоточно-вспомогательной поверхности 26 выполнена крепежная прорезь 68, в которую в процессе намотки своим краем может вставляться и таким путем фиксироваться электроизоляционная бумага 50. Благодаря выполнению формующего катушку паза 42 в качестве формующего катушку элемента 28 удается обеспечить уширение выступающей из образуемой полюсным выступом паза части катушки возбуждения. Так, в частности, на фиг. 5в показана катушка 14 возбуждения, сформованная с помощью намоточно-вспомогательной поверхности 26 показанной на фиг. 5б конфигурации с формующим катушку элементом 28. На данном чертеже хорошо видно, что прежде всего выступающая вверх из паза 20 часть 34 катушки 14 возбуждения уширена благодаря утолщению 48 ее поперечного сечения. Благодаря этому достигаются равнотолщинность и симметричность катушки 14 возбуждения в ее поперечном сечении, что в свою очередь позволяет получить статор компактной конструкции при гомогенизированном магнитном поле статора.
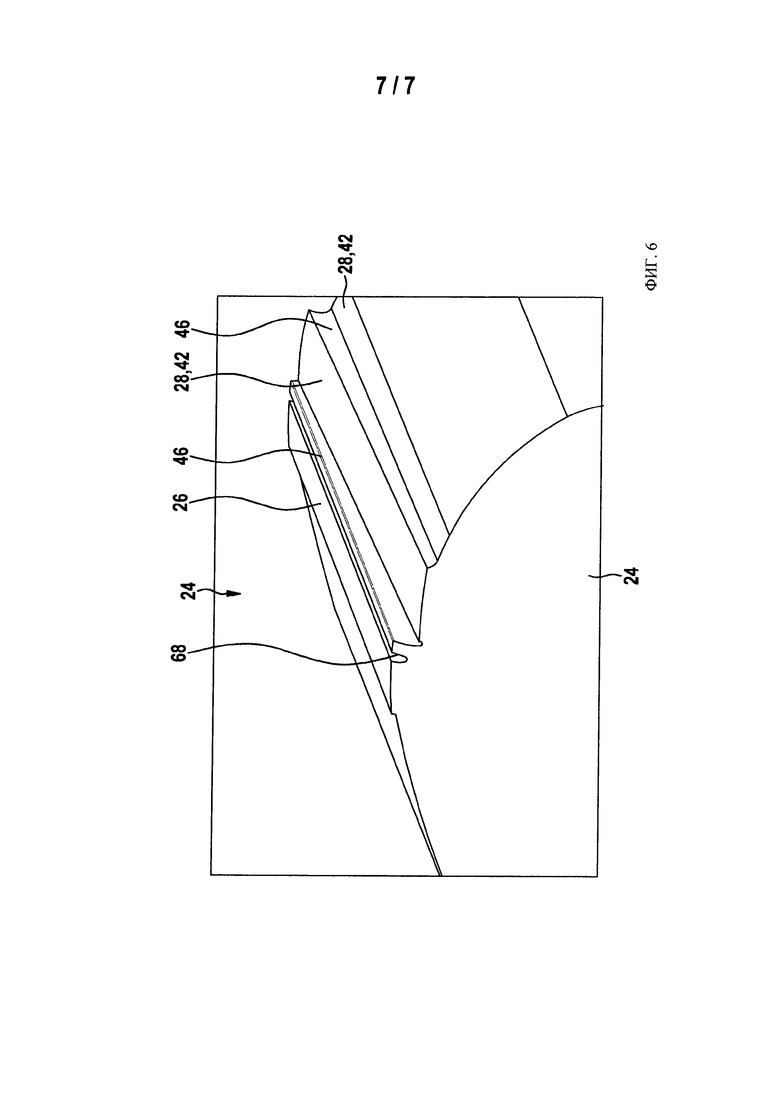
На фиг. 6 в аксонометрии показана намоточно-вспомогательная поверхность 26 контропоры 24 в соответствии с одним из вариантов осуществления изобретения. Такая намоточно-вспомогательная поверхность 26, которая выполнена в основном в виде боковой поверхности цилиндра, имеет прежде всего в зоне полюсных выступов шихтованного пакета, который может быть закреплен на держателе, формующие катушку элементы 28. Такие формующие катушку элементы 28 выполнены в виде формующих катушку пазов 42, соответственно продолговатых выемок с изменяющейся по длине полюсного выступа глубиной, а в данном случае выполнены наклонно или плавно спускающимися к концу полюсного выступа. Благодаря этому в процессе намотки обмоточного провода достигается утолщение поперечного сечения катушки возбуждения в той ее части, которая расположена вне образуемого полюсным выступом паза. В данном варианте выполнения намоточно-вспомогательной поверхности 26 два соседних формующих катушку паза 42 разной глубины расположены рядом друг с другом со ступенчатым их переходом один в другой по закругленным кромкам 46. Кромки 46 выполнены закругленными во избежание повреждения обмоточного провода в процессе его намотки и тем самым не образуют остроугольных или острокромочных мест.
Предлагаемые в изобретении новое намоточное устройство и новый способ намотки позволяют существенного улучшить конструкцию катушки возбуждения, а также повысить плотность укладки обмоточных проводов. Путем "спекания" витков обмоточного провода можно обеспечить его фиксацию уже в процессе намотки катушки возбуждения и/или по его окончании. Полюсным выступам и образуемым ими пазам можно придавать такие форму и геометрию, при которых обеспечиваются оптимальная плотность укладки обмоточных проводов и возможность регулирования конфигурации поперечного сечения катушки возбуждения. Уже в процессе намотки может происходить спекание витков уложенного обмоточного провода. Благодаря этому при неизменном типоразмере удается получить более мощные статоры, соответственно роторы, а тем самым и более мощные, более надежные и обладающие большим сроком службы электродвигатели, прежде всего для использования в электрическом инструменте.
Изобретение относится к устройству и способу намотки катушки возбуждения на шихтованный пакет из листовой стали для электродвигателя. Технический результат – исключение необходимости последующей механической обработки катушки возбуждения, улучшение её качества. Намотка катушки возбуждения на шихтованный пакет осуществляется путем укладки токопроводящего изолированного обмоточного провода в пазы, образуемые полюсными выступами совместно с внутренней поверхностью шихтованного пакета. Устройство намотки имеет держатель для фиксации обматываемого шихтованного пакета в процессе намотки и контропору. На контропоре предусмотрена по меньшей мере одна намоточно-вспомогательная поверхность, которая выполнена с возможностью перемещения или поворота относительно выходящей за пределы образуемого полюсным выступом паза части несущей обмотку поверхности шихтованного пакета и которая имеет по меньшей мере один формующий катушку элемент, позволяющий задавать в процессе намотки форму катушки возбуждения в ее выступающей из паза в шихтованном пакете части. 4 н. и 7 з.п. ф-лы, 6 ил.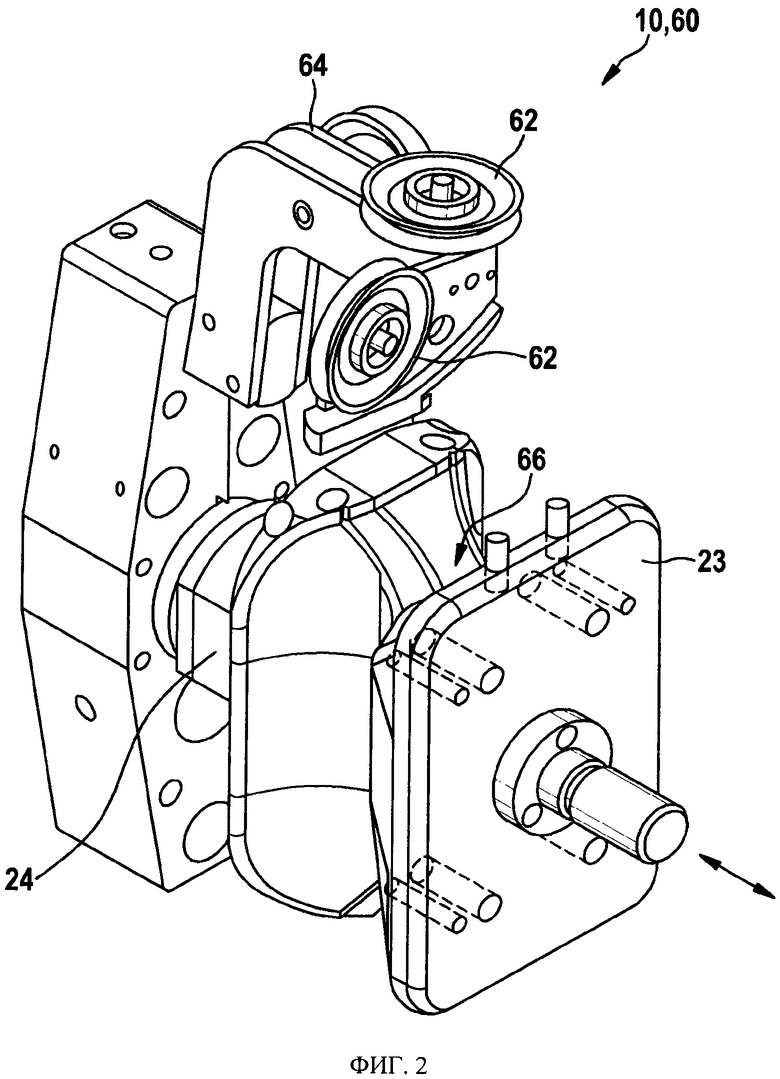
1. Устройство (10) для намотки катушки (14) возбуждения на шихтованный пакет (12) из листовой стали для электродвигателя путем укладки токопроводящего изолированного обмоточного провода (16) в один или несколько пазов (20), образуемых полюсными выступами (18) совместно c внутренней поверхностью шихтованного пакета (12), при этом внутренняя сторона образуемого полюсным выступом паза (20) совместно с этой выходящей за его пределы внутренней поверхностью шихтованного пакета (12) образуют его несущую обмотку поверхность (22), имеющее держатель (23) для фиксации обматываемого шихтованного пакета (12) в процессе намотки и контропору (24), отличающееся тем, что на контропоре (24) предусмотрена по меньшей мере одна намоточно-вспомогательная поверхность (26), которая выполнена с возможностью перемещения или поворота относительно выходящей за пределы образуемого полюсным выступом паза части несущей обмотку поверхности (22) шихтованного пакета (12) и которая имеет по меньшей мере один формующий катушку элемент (28), позволяющий задавать в процессе намотки форму катушки (14) возбуждения в ее выступающей из паза (20) в шихтованном пакете (12) части.
2. Устройство (10) по п. 1, отличающееся тем, что формующий катушку элемент (28) представляет собой паз (42), ребро (44), прорезь (68), углубление, уступ или выступ и предпочтительно имеет закругленные углы и кромки (46).
3. Устройство (10) по п. 1, отличающееся тем, что формующий катушку элемент (28) выполнен таким образом, что он обеспечивает утолщение поперечного сечения (30) катушки (14) возбуждения в ее выступающей из паза (20) части (34) и/или ориентацию и формование одной или нескольких лобовых частей (52) катушки возбуждения.
4. Устройство (10) по одному из предыдущих пунктов, отличающееся тем, что формующий катушку элемент (28) ориентирован в продольном направлении шихтованного пакета (12) и только частично проходит вдоль полюсных выступов по длине шихтованного пакета (12), прежде всего в его начале и в его конце, или имеет изменяющуюся по длине шихтованного пакета (12) форму.
5. Способ намотки катушки возбуждения на шихтованный пакет (12) из листовой стали с использованием устройства (10) по одному из пп. 1-4 путем укладки обмоточного провода (16) в зазор (66) между выходящей за пределы образуемого полюсным выступом паза частью несущей обмотку поверхности (22) шихтованного пакета (12) и намоточно-вспомогательной поверхностью (26) контропоры (24), отличающийся тем, что в процессе намотки по меньшей мере один формующий катушку элемент (28) намоточно-вспомогательной поверхности (26) задает форму катушки (14) возбуждения в ее выступающей из паза (20) в шихтованном пакете (12) части.
6. Способ по п. 5, отличающийся тем, что по окончании процесса намотки осуществляют спекание, прежде всего частичное спекание, витков обмоточного провода катушки (14) возбуждения.
7. Способ по п. 5, отличающийся тем, что с помощью формующего катушку элемента (28) предварительно формуют одну или несколько лобовых частей (52) катушки возбуждения.
8. Способ по одному из пп. 5-7, отличающийся тем, что перед началом процесса намотки в шихтованный пакет (12) вкладывают электроизоляционную бумагу (50) и/или на шихтованный пакет (12) наносят слой пластмассы.
9. Способ по одному из пп. 5-7, отличающийся тем, что в процессе намотки настраивают усилие натяжения обмоточного провода и угол его набегания на шихтованный пакет прежде всего на вводном участке формующего катушку элемента (28).
10. Электродвигатель, прежде всего электродвигатель переменного тока с последовательным, параллельным или смешанным возбуждением, имеющий статор (38) и/или ротор из по меньшей мере одного шихтованного пакета (12) из листовой стали, прежде всего из двух или нескольких таких шихтованных пакетов (12), обмотанных способом по одному из предыдущих пунктов, для применения в электрическом инструменте, предпочтительно в электрической ручной машине, такой как угловая шлифовальная машина, дрель или перфоратор.
11. Электрический инструмент с электродвигателем по п. 10.
| EP 0553899 А3, 19.10.1994 | |||
| Устройство для измерения уровня металла в кристаллизаторе установки непрерывной разливки металла | 1984 |
|
SU1225679A1 |
| WO 2010030907 A1, 18.03.2010 | |||
| US 2004163232 A1, 26.08.2004 | |||
| Устройство для автоматического изготовления якорей микроэлектродвигателей | 1990 |
|
SU1791915A1 |

