В настоящее время правка шлифовальных кругов на кругло шлифовальных станках во многих случаях производится при помощи алмазов или алмазных карандашей.
Попытки заменить алмазы и алйшзные карандаши для правки кругов, используемых при точном окончательном шлифовании, до сих пор не дали положительных результатов. Редко применяют заменители и при правке кругов для предварительного круглого шлифования.
Основным недостатком правки кругов заменителя ми (абразивным кругом или бруском, металлическим конусом или звёздочкой и т. п.) при круглом шлифовании является то, что после такой правки круг лает или очень грубую шлифованную поверхность или прижог на ней.
Предлагаемый способ правки кругов основан на принципе, никогда не применявшемся для этой цели, а именно: придание правяш,ему инструменту не только вращения и продольной подачи, но и вибрации с большой частотой и 1алой амплитудой колебаний.
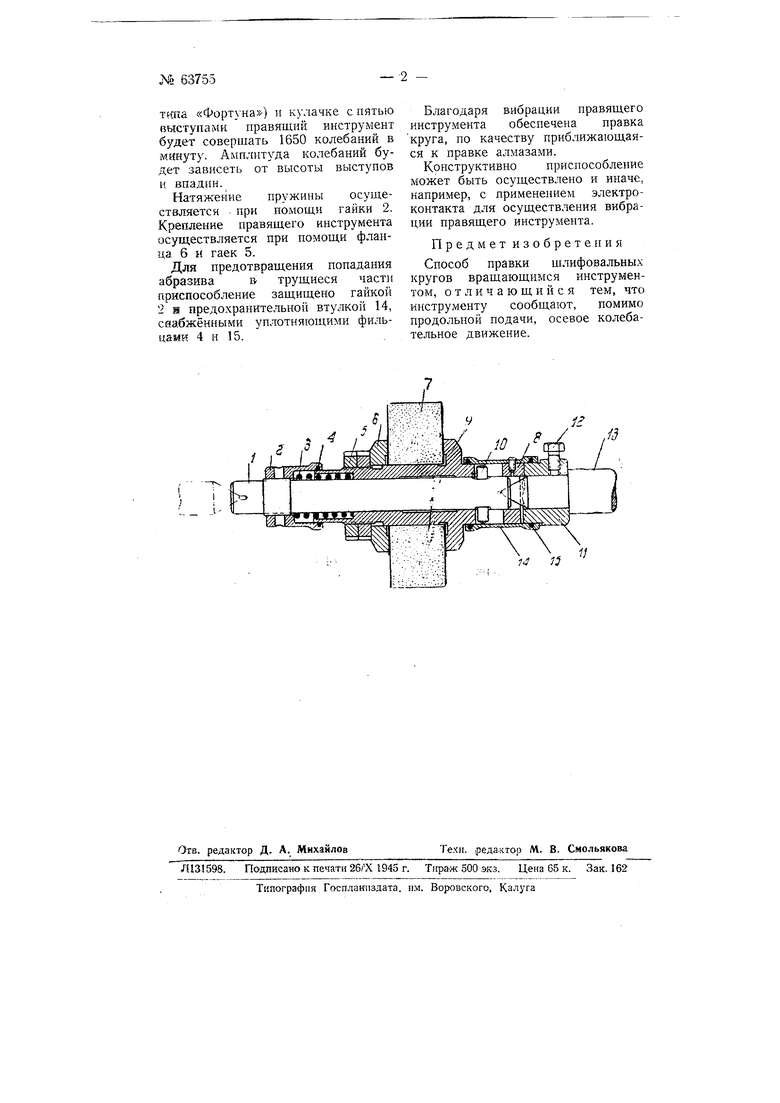
На чертеже изображён разрез
приспособления для осушествлення этого способа.
Приспособление устанавливается между центрами и приводится во вращение поводком передней бабки шлифовального станка. На оси 1 надет при помощи штифта 10 шпиндель 9, вращающийся вместе с осью и несущий на себе правящий инструмент 7 (абразивный круг или металлический конус, шарошку и т. п.). Вибрация правящего кнстру.мента 7 осуществляется при помощи пружины 3 и кулачка 11, надетого на задний центр 13 и закреплённого болтом 12. На конце шпинделя и.чеется палец S, скользящий по кулачку. В юмент, когда палец совместится с выступом кзлачка, пружина под действием давления кулачка сожмётся и щоиндСоЧь отойдёт налево (к переднему центру), а при схождении пальца с выступа к лачка шпиндель под действием пружины попдёт направо. Таким образом шпиндель совершит столько колебаниг за один оборот, сколько выступов будет иметь кулачок.
При числе оборотов шпинделя 330 в минуту (как это имеет место на круглошлпфовальных станках
ткпа «Фортуна) и кулачке с пятью выступами правящий инструмент будет совершать 1650 колебаний в минуту. Амплитуда колебаний будет зависеть от высоты выступов и впадин.
Натяжение пружины осуществляется при помощи гайки 2. Крепление правящего инструмента осуществляется при помощи фланца 6 и гаек 5.
Для предотвращения попадания абразива в трущиеся части приспособление защищено гайкой 2 н предохранительной втулкой 14, саабжёнными уплотняющими фильцамй 4 и 15.
Благодаря вибрации правящего инструмента обеспечена правка круга, по качеству приближающаяся к правке алмазами.
Конструктивно приспособление может быть осуществлено и иначе, например, с применением электроконтакта для осуществления вибрации правящего инструмента.
Предмет изобретения
Способ правки щлифовальных кругов вращающимся инструментом, отличающийся тем, что инструменту сообщают, помимо продольной подачи, осевое колебательное движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2155128C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Устройство для правки фасонных шлифовальных кругов по копиру | 1982 |
|
SU1007948A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| Способ шлифования с периодической правкой круга | 1987 |
|
SU1535706A1 |
/J
1}
14 12
