Изобретение относится к абразивной обработке.
Целью изобретения является повышение производительности обработки.
В процессе шлифования с течением времени образуется определенный профиль режущих абразивных зерен круга, характеризуемый образованием площадок износа и заборного конуса с формированием отрицательных углов резания или их увеличением. При затуплении круга и его засаливании возникает необходимость в восстановлении режущих свойств шлифовального круга различными методами правки. В зависимости от направления сил, действующих на абразивные зерна в процессе правки, может образовываться профиль режущих зерен, близкий к профилю зерен, образуемому в процессе шлифования, либо противоположный ему (при различном направлении сил, действующих на зерно в процессе правки и шлифования). Для увеличения режущей способности круга и повышения его стойкости необходимо обеспечить при правке формирование режущего рельефа зерен круга, противоположного по направлению рельефу зерен круга при шлифовании. В этом случае круг определенное время до затупления работает с более благоприятными углами резания для каждого из абразивных зерен. Формирование указанного микрорельефа обеспечивается противоположным направлением сил резания, действующих на круг в процессе прап- ки и в процессе шлифования. Противоположность направления сил резания однозначно определяется противоположностью относительных окружных скорое сл
со
СЛ
sl
о
ОЭ
тей в точках контакта шлифовального круга с правящим инструментом и с об- рабатываемой деталью. Поскольку окружная скорость круга при шлифовании всегда больше окружной скорости детали, то направление относительной окружной скорости при шлифовании определяется- направлением окружной скорости круга. Таким образом, формирова ние противоположного по направлению профиля режущих абразивных зерен при шлифовании с периодической правкой круга правящими инструментами обеспечивается выбором направления и значения окружных скоростей круга и правящего инструмента из условия обеспечения противоположного направления относительной окружной скорости в точ ке контакта правящего инструмента и круга с окружной скоростью круга в процессе шлифования.
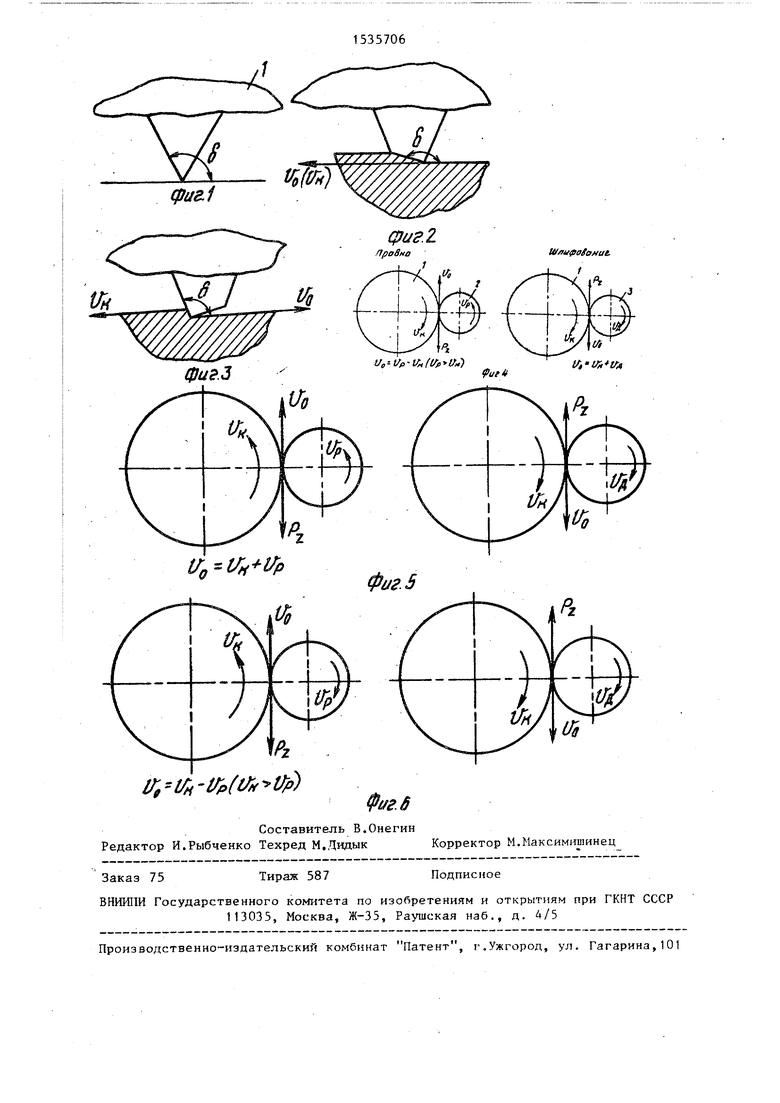
На фиг. 1 представлен приближенный профиль режущих абразивных зерен в круге до правки или обработки, где & - угол резания-, на фиг. 2 - профиль абразивного круга, формируемый в процессе правки (V0 - относительная окружная скорость в точке контакта круга с правящим инструментом) или обработки детали (VK - окружная скорость круга в процессе обработки)1, на фиг. 3 - профиль абразивного зерна после правки круга и направление относительной окружной скорости в процессе правки V0 и окружной скорости круга при последующей обработке Vk , на фиг. 4-6 - схемы реализации способа. i
Согласно фиг. 4 при правке шлифо- вальный круг 1 и правящий ролик 2 вращают в противоположном направлении, при этом абсолютная величина окружной скорости ролика (V.) превышает абсолютную величину окружной скорости круга (VK), а направление вращения шлифовального круга при правке и шлифовании детали 3 выбирают одинаковым; согласно фиг. 5 при правке правящий ролик 2 и шлифоваль- ный круг 1 вращают в одном направлении, а направления вращения шлифовального круга при правке и шлифовании выбирают взаимно противоположными; согласно фиг. 6 при правке шлифовальный круг 1 и правящий ролик 2 вращают в противоположном направлении, а абсолютную величину окружной скорости ролика выбирают меньше абсолютной величины окружной скорости круга, при этом шлифовальный круг при правке и шлифовании вращают в противоположном направлении. Для всех случаев относительные окружные скорости V0 и силы резания Р, действующие на круг, при правке и шлифовании направлены в противоположные стороны. Схема шлифования дана для круглого наружного шлифования .
Алмазным кругом 1А1 250 20x76x6 АС6 1Z5/100M-M1-04-100 обрабатывали изделие из стали Х12М на плоскошлифовальном станке с периодической правкой круга вращающимся абразивным кругом III 100 16x32 24 А25 НСМ 7К5.
По известному способу направление вращения ролика и круга совпадает без последующего изменения направления вращения круга при шлифовании, причем V к 30 м/с, Vp 20 м/с.
По предлагаемому способу использовали три варианта.
Пример 1. Окружная скорость правящего инструмента 20 м/с, окружная скорость шлифовального круга во время правки 10 м/с. Направление вращения шлифовального круга противоположно направлению вращения правящего ролика. Направление вращения круга при шлифовании и правке без изменений. Управление скоростью шлифовального круга осуществлялось с помощью электропривода ЭКТ-2Д-25/3804 ХПУ. При этом в режиме шлифования продольная подача составляла 10 м/мин поперечная подача 5 мм/ход, глубина резания 0,01 мм; VK 30 м/с; в режиме правки поперечная подача 1 м/мин глубина резания 0,02 мм,
Пример 2, Окружные скорости правящего инструмента и шлифовального круга во время правки соответственно 20 и 10 м/с. Направления вращения шлифовального круга и правящего ролика совпадают. Вращение круга при шлифовании и правке направлено в противоположные стороны.
Пример 3. Окружная скорость правящего инструмента и шлифовального круга во время правки соответственно 20 и 25 м/с. Направление вращения шлифовального круга и правящего ролика противоположное. Вращение круга при правке направлено в противоположную сторону вращению при шлифовании . г
D1-5
Показатели шлифования приведены в таблице.
Режущую способность круга определяли косвенно по изменению эффективной мощности шлифования. Ограничением времени работы шлифовального круга (стойкость круга) являлось превышение волнистости допустимого значения 2,5 мкм (на длине профилирования АО мм). Амплитуду вибраций определяли по отношению к амплитуде холостого хода.
Как видно из таблицы, предлагаемый способ абразивной обработки с периодической правкой круга обеспечивает повышение режущей способности круга, о чем свидетельствует уменьшение эффективной мощности шлифования по сравнению с известным способом на 33-50%, и позволяет увеличить стокость круга на 25-200%.
Формула изобретения
1. Способ шлифования с периодической правкой круга, при котором детал и шлифовальный круг вращают и осуществляют его периодическую правку вращающимся правящим роликом, отличающийся тем, что, с целью повышения производительности обработки, относительную окружную скорость в точке контакта правящего
7066
ролика и шлифовального круга выбирают противоположной по направлению окружной скорости круга в процессе шлифования.
2.Способ по п. 1, отличающийся тем, что направление вращения круга при правке выбирают совпадающим с направлением вращения
шлифовального круга при обработке, а направление вращения ролика выбирают противоположным, при этом абсолютное значение окружной скорости ролика выбирают большим абсолютной
5 величины окружной скорости круга при правке.
3.Способ по п. 1, отличающийся тем, что направление вращения шлифовального круга при
0 правке и ролика выбирают противоположными направлению вращения шлифовального круга при обработке.
4. Способ по- п. 1, отличающийся тем, что направление вращения шлифова.,,. ного круга при правке выбирают противоположным, а направление вращения правящего ролика - совпадающим с направлением вращения шлифовального круга при обработке, при этом абсолютную величину окружной скорости ролика выбирают меньшей абсолютной величины окружной скорости круга при правке.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗУЮЩЕЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМИ РОЛИКАМИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ С АВТОМАТИЧЕСКИМ ЦИКЛОМ ОБРАБОТКИ | 2015 |
|
RU2619544C2 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2006 |
|
RU2317188C2 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| Способ правки шлифовального круга | 1986 |
|
SU1371889A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2007 |
|
RU2370356C2 |
Изобретение относится к механической обработке и может быть использовано при шлифовании с периодической правкой круга. Целью изобретения является повышение производительности обработки. Для этого осуществляют периодическую правку круга при шлифовании вращающимся правящим роликом, при этом относительную окружную скорость в точке контакта правящего ролика и шлифовального круга выбирают противоположной по направлению окружной скорости круга в процессе шлифования. Приводятся различные сочетания направлений вращения круга и ролика при правке и при обработке, обеспечивающих упомянутое выше условие. 3 з.п. ф-лы., 6 ил., 2 табл.
0,3
0,18
0,2
0,15
1,25
1,11 1,15 1,06
V0 V«+Vp
tt
Pz
Р Гн-МУ
Фиг. б
Составитель В.Онегин Редактор И.Рыбченко Техред М.Лидык
Заказ 75
Тираж 587
ВНИИ11И Государственного комитета по изобретениям и (открытиям при ГКИТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
Фиг. 5
Pz
Корректор М.Максимишинец
Подписное
| Романов В.Ф | |||
| и др | |||
| Технология алмазной правки шлифовальных кругов | |||
| М.: Машиностроение, 1980, о | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
