Изобретение относится к машиностроению и может быть использовано для правки шлифовального круга при профильном шлифовании и наиболее успешно может быть применено при шлифовании шлицев валов.
Известны конструкции устройств, где правка профиля круга по дугам окружностей, заменяющих эвольвенту, производится раздельно (В.К. Котельников. Приспособления для изготовления металлорежущего инструмента. М.: Машиностроение, 1977, с. 151-152) и при выполнении на профиле дуги окружности с радиусом равным радиусу дна закругления впадины шлицевого вала (Соединения шлицевые эвольвентные с углом профиля 30o. ГОСТ 6033-80. М., 1980, с. 3 черт. 3) не достигается теоретический профиль в местах сопряжения дуг из-за прерывности процесса правки.
Наиболее близким к предлагаемому, принятым за прототип, является приспособление, правящее профиль, образованный дугой окружности и двумя касательными к ней, где правка от начала профиля круга и до его конца производится непрерывно и последовательно (И.И. Дашевский, И.М. Бурцев, А.М.Закревский. Профильное шлифование деталей машин и приоров. М.: Машиностроение, 1977, с. 56-60).
Известная конструкция приспособления для правки шлифовального круга по дуге окружности и касательных к ней выполнена в виде корпуса подставки, содержащей в себе привод состоящий из вращающегося шпинделя с фланцем и размещенного внутри шпинделя вращающегося вала-шестерни, где на фланце шпинделя жестко закреплен поводок, на котором установлены скалки с валами, находящиеся с помощью пружины в силовом замыкании с поводком.
На скалках закреплена каретка с головкой, несущей на себе правящий алмаз. На каретке закреплена зубчатая рейка, находящаяся в зацеплении с валом-шестерней, а упоры расположены на диске упоров, жестко закрепленном на корпусе подставки, а валы для настройки на угол качания поводка и штифт, взаимодействующий с упорами, расположены на лимбе, закрепленном на шпинделе.
Недостатками указанного прототипа являются:
1. Открытые для попадания абразивной пыли места соединений валов с поводком и скалками, раскрывающиеся в процессе правки, открытое зубчатое зацепление вала-шестерни с рейкой;
2. Ограниченные возможности правки кругов с разновидными профилями из-за непереналаживаемости приспособления;
3. Трудоемкость настройки приспособления при переходе от правки одного профиля к другому, т.к. при этом вершина правящего алмаза уходит от координат станка из-за имеющегося смещения вершины алмаза относительно оси корпуса заделки алмаза.
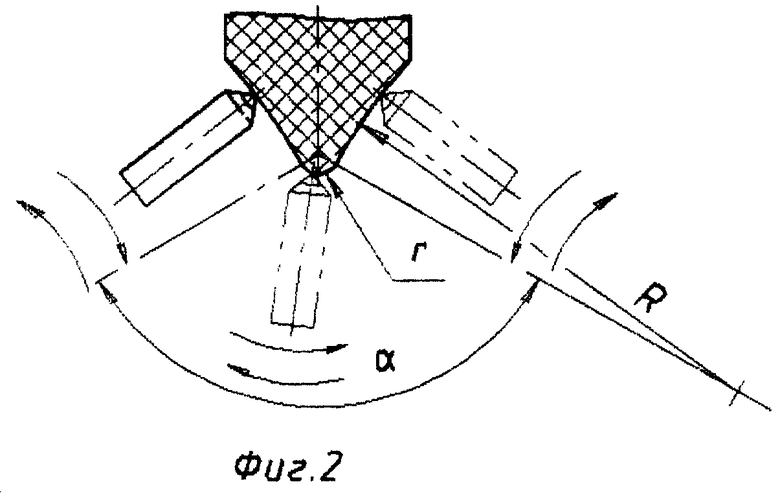
Техническим результатом изобретения является возможность при шлифовании шлицев валов с эвольвентным профилем зуба и закругленным дном впадины производить правку профиля шлифовального круга методом точения правящим алмазом в непрерывной последовательности по двум радиусам R (фиг. 2), заменяющим эвольвенту, и ограниченной центральным углом α (фиг. 2) дуге с радиусом R (фиг. 2), где r равен радиусу закругления дна впадины.
Для достижения технического результата устройство для правки шлифовального круга, содержащее подставку с приводом и шпинделем с фланцем, механизм правки, включающий корпус, пружины силового замыкания механизма и зубчатую передачу между валом, несущим правящий алмаз, и валом-шестерней подставки, а также палец для настройки и упоры, снабжено установочным пальцем, запрессованным на подсоединительном торце корпуса механизма правки, и планкой с открытыми пазами для крепления ее на поставке, при этом на подсоединительном торце фланца шпинделя выполнены отверстие под установочный палец и открытые пазы для крепления, а на подсоединительном торце корпуса механизма правки выполнены резьбовые отверстия для крепления к фланцу шпинделя и две площадки, взаимодействующие с упорами, установленными на планке.
Кроме того, оно снабжено стаканом, закрепленным на валу, несущем правящий алмаз, а корпус механизма правки выполнен герметичным, при этом зубчатая передача выполнена в виде зубчатого сектора внутреннего зацепления, установленного внутри корпуса в стакане, палец для настройки установлен на крышке корпуса механизма правки, а пружины силового замыкания размещены в кольцевой полости между стаканом и корпусом механизма правки.
На фиг. 1 изображено предлагаемое устройство для правки круга,
на фиг. 2 - схема правки профиля шлифовального круга,
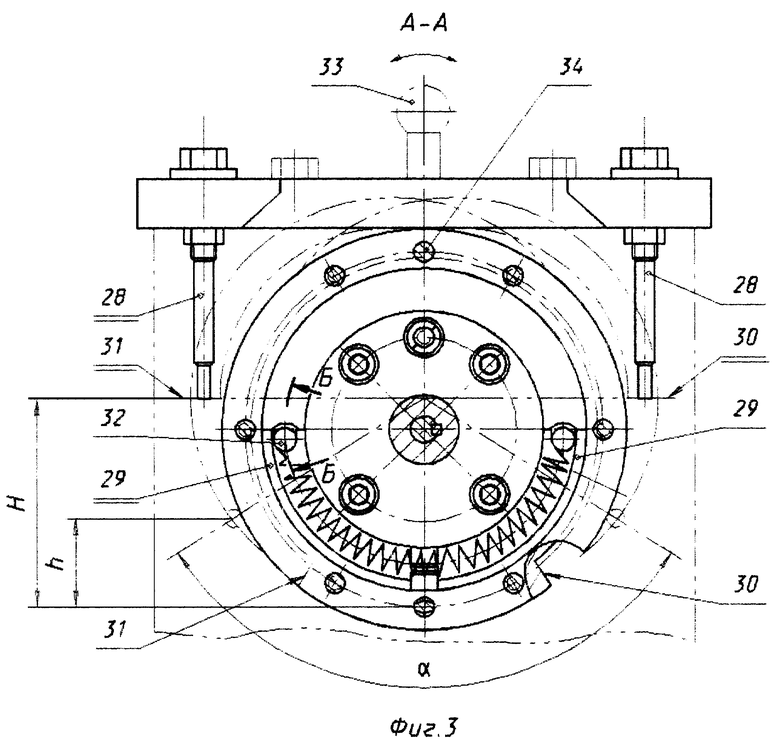
на фиг. 3 - разрез по А-А,
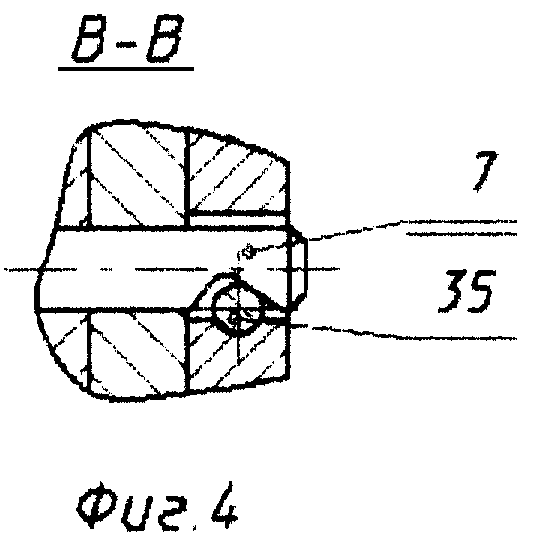
на фиг. 4 - разрез по В-В,
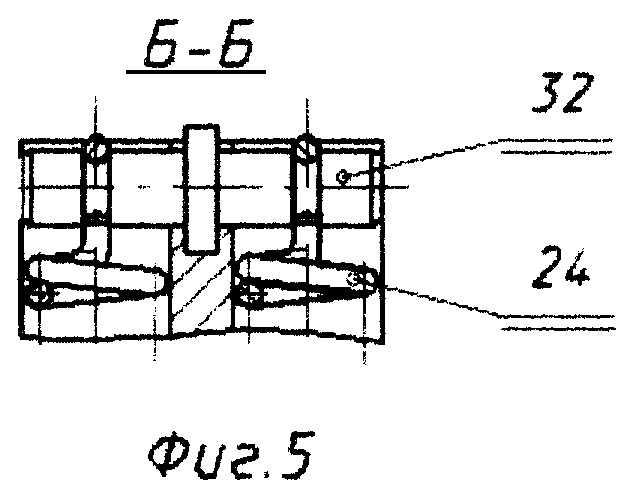
на фиг. 5 - разрез по Б-Б.
Устройство состоит из корпуса подставки 19, содержащего в себе привод, состоящий из вращающегося шпинделя 20 с фланцем и размещенного внутри шпинделя вращающегося вала-шестерни 18, на конце которого закреплена рукоятка 33. С целью крепления сменных наладок на фланце шпинделя 20 выполнено установочное отверстие под установочный палец 22 и открытые пазы 13 под болты 14.
На фланце шпинделя 20 закреплен корпус 12, входящий в механизм, осуществляющий правку. С целью придания механизму правки функции сменной наладки на корпусе 12 механизма правки со стороны подсоединительного торца выполнены резьбовые отверстия под болты 14 и кольцевая выемка 10, заканчивающаяся двумя площадками 30 и 31, входящими в контакт с упорами 28. На запрессованную в корпусе 12 ось 21 установлена паразитная шестерня 23, входящая в зацепление с валом-шестерней 18. На корпусе 12 закреплена крышка 5 с запрессованными пальцами 27 и 34. Палец 27 имеет выступающую цилиндрическую часть d и расположен от оси вращения механизма правки на расстоянии H.
В крышке 5 установлен вращающийся вал 3, несущий на себе правящий алмаз 1, регулируемый винтом 2, и закрепленный на валу 3 стакан 8.
В стакане 8 установлен зубчатый сектор внутреннего зацепления 9 и 11, выполненный двойным для обеспечения выборки бокового зазора, для чего гайкой 6 подтянут клин 7, который своей скошенной поверхностью упирается в штифт 35, установленный в отверстие половинки зубчатого сектора 11, и обеспечивает его сдвиг, при этом подтяжка клина 7 и закрепление половинок секторов 9, 11 производится через технологическое отверстие, закрываемое заглушкой 4.
В кольцевую полость, образованную между стаканом 8 и корпусом 12, установлены два сухаря 29, на верхних торцах которых установлены валы 32, стянутые между собой двумя пружинами 24, а нижние торцы сухарей 29 при этом плотно притянуты к пальцу 25, запрессованному в стакан 8 и упору 26, закрепленному на корпусе 12, при этом механизм находится в силовом замыкании.
На корпусе подставки 19 установлена планка 15 с упорами 28, ограничивающими качание механизма правки с алмазом в пределах угла α и выполнена в виде быстросъемной наладки за счет открытых пазов 17 под болты 16, установленные на корпусе 19 подставки.
Устройство работает следующим образом.
К шпинделю 20 привода переналаживаемой подставки (на фиг. 1,3 изображена тонкими линиями) подсоединяется сменный механизм правки; на корпусе 19 подставки закрепляется быстросъемная планка 15 с упорами 28.
Перед правкой круга вершину правящего алмаза 1 согласно схеме формообразования фиг. 2 устанавливают выше оси вала 3 на величину радиуса R.
Расстояние между осью вращения механизма правки и вершиной алмаза составляет величину r.
При настройке устройства площадку 31 доводят до соприкосновения с упором 28, при этом с помощью концевых мер длины должен быть обеспечен размер
h = H - H•COSα/2.
Далее настройку повторить с площадкой 30.
Вращающийся шлифовальный круг подводится к вершине алмаза 1 до соприкосновения с ним. Рукояткой 33 механизм правки приводят в качательное движение от упора 28 к упору 28, при этом алмаз 1 очертит дугу с радиусом r в пределах угла α. Вращение механизма правки остановится при доведении площади 31 до соприкосновения с упором 28.
Дальнейшим поворотом рукоятки 33 с преодолением сопротивления пружин 24 вал-шестерня 18 через зубчатую передачу приведет во вращательное движение вал 3 с правящим алмазом 1, при этом алмаз 1 очертит одну сторону профиля круга по дуге с радиусом R.
Приданием качательного движения рукояткой 33 механизму правки в другом направлении правящий алмаз 1 очертит в непрерывной последовательности весь профиль шлифовального круга.
Предлагаемое техническое решение позволяет производить правку кругов для шлифования шлицев валов с эвольвентным профилем зуба и закругленным дном впадины, и за счет сменных механизмов правки обеспечивает правку с предпочтительными величинами радиуса R до 20 мм.
Переналаживаемость устройства расширяет возможности правки кругов с разновидными профилями и за счет быстросменных упоров и штатного правящего алмаза в сменных механизмах правки позволяет снизить трудоемкость настройки при переходе от правки одного профиля к другому.
ВОАО "Красный Октябрь изготовлен опытный образец устройства для правки шлифовального круга, цеховые испытания которого подтвердили его работоспособность и промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ПРЕОБРАЗОВАТЕЛЬ КРУТЯЩЕГО МОМЕНТА | 1994 |
|
RU2085879C1 |
| Устройство для правки профильного шлифовального круга | 1977 |
|
SU686858A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| Устройство для правки фасонногошлифОВАльНОгО КРугА | 1979 |
|
SU837822A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234406C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
Изобретение относится к машиностроению и может быть использовано при профильном шлифовании шлицев валов. Устройство выполнено в виде переналаживаемой подставки с приводом. На фланце шпинделя выполнены отверстие под установочный палец и открытые пазы под болты крепления наладок. Механизм, осуществляющий правку, выполнен сменным за счет ромбического пальца и резьбовых отверстий на подсоединительном торце корпуса механизма правки. Пружины, обеспечивающие силовое замыкание вала, несущего алмаз, с корпусом механизма правки, размещены в кольцевой полости между стаканом и корпусом механизма правки. Механизм правки рукояткой приводят в качательное движение от упора до упора. Последние закреплены с помощью планки на корпусе подставки. Алмаз очертит дугу в пределах заданного угла. При дальнейшем повороте рукоятки с преодолением сопротивления пружин вращение через зубчатую передачу передается валу с алмазом, который очертит одну сторону профиля круга по дуге другого радиуса. При повороте рукоятки в другую сторону алмаз очертит в непрерывной последовательности весь профиль шлифовального круга. Данная конструкция позволяет производить правку кругов для шлифования шлицевых валов с эвольвентным профилем зуба и закругленным дном впадины, а также снизить трудоемкость настройки устройства при переходе от правки одного профиля к другому. 1 з.п.ф-лы, 5 ил.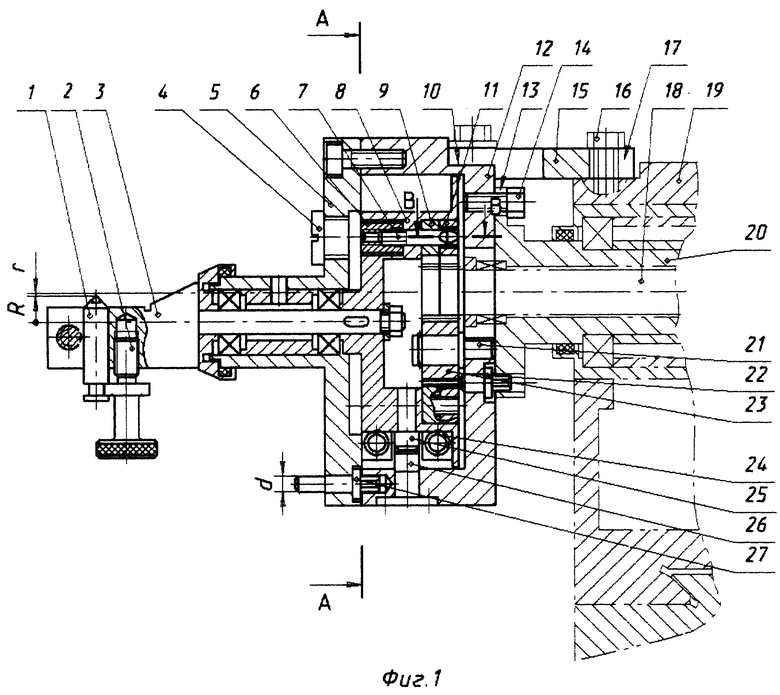
| ДАШЕВСКИЙ И.И | |||
| и др | |||
| Профильное шлифование деталей машин и приборов | |||
| - М.: Машиностроение, 1977, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Устройство для правки фасонных шлифовальных кругов | 1977 |
|
SU743853A1 |
| Устройство для правки фасонногошлифОВАльНОгО КРугА | 1979 |
|
SU837822A1 |
| Устройство для правки шлифовального круга | 1989 |
|
SU1701499A1 |
| Устройство для правки шлифовального круга по профилю в виде дуги и прямой линии | 1981 |
|
SU967785A1 |
| GB 1141923, 05.02.1969 | |||
| Устройство для сопряжения канала ввода-вывода с абонентами | 1985 |
|
SU1298761A1 |
