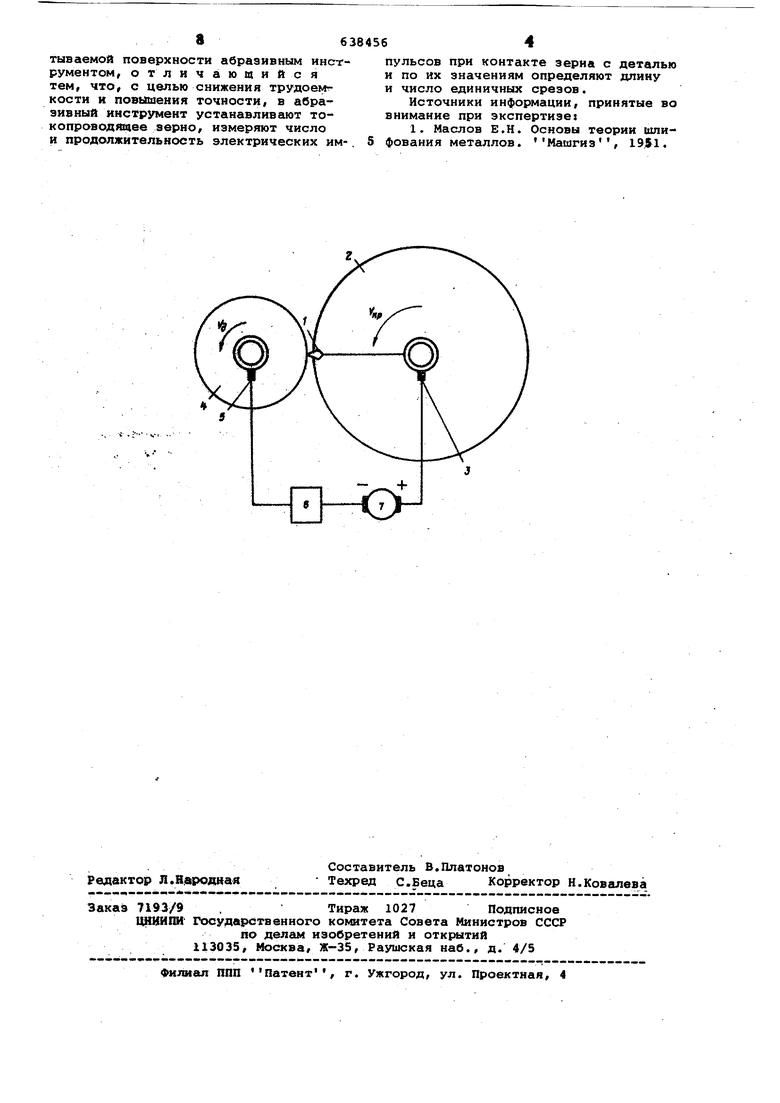
тываемой поверхности абразивным инсггрументом, отличающий с я тем, что, с целью снижения трудоемткости и повышения точности, в абразивный инструмент устанавливают токопроводящее зерно, измеряют число и продолжительность электрических им-.
пульсов при контакте зерна с деталью и по их значениям определяют длину и число единичных срезов.
Источники информации, принятые во внимание при экспертизе:
1. Маслов Е.Н. Основы теории шлифования металлов. Иашгиз, 1951.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения эксплуатационных характеристик единичных абразивных зерен | 1986 |
|
SU1419861A1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ САПФИРА С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2516318C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2569254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2004 |
|
RU2266189C1 |
| АБРАЗИВНОЕ ЗЕРНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201428C1 |
| СМЕСЬ ЗЕРЕН СПЛАВА ОКСИДА АЛЮМИНИЯ/ОКСИДА ЦИРКОНИЯ | 2005 |
|
RU2368589C2 |
| Инструмент для абразивной обработки | 1986 |
|
SU1504078A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| Способ измерения состояния рабочей поверхности абразивного инструмента | 1984 |
|
SU1196735A1 |
