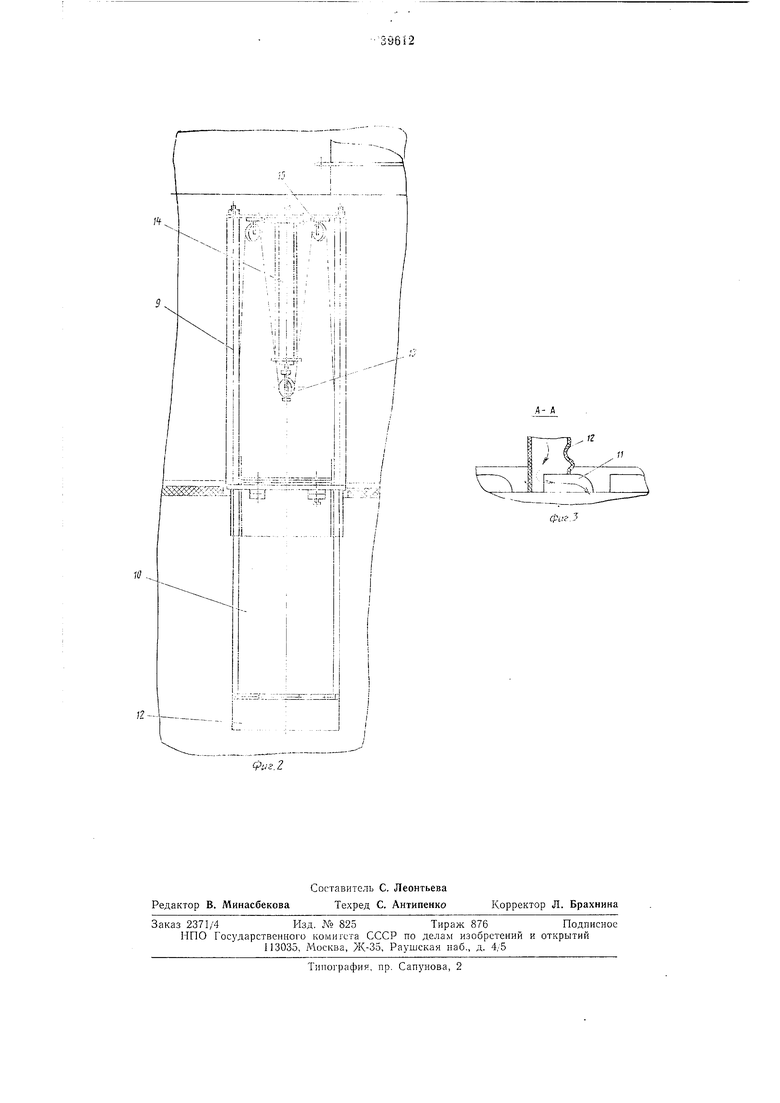
пяе по направляющим 9 обеспечивается гибкой системой полиспаст, включающей систему блоков 13 и пневмоцилиндр 14, которые расположены в пространстве между паправляющими 9.
Ход поршпя пневмоцилиндра 14 обеспечивает полное перемещение короба 10 из рабочего в нерабочее положение.
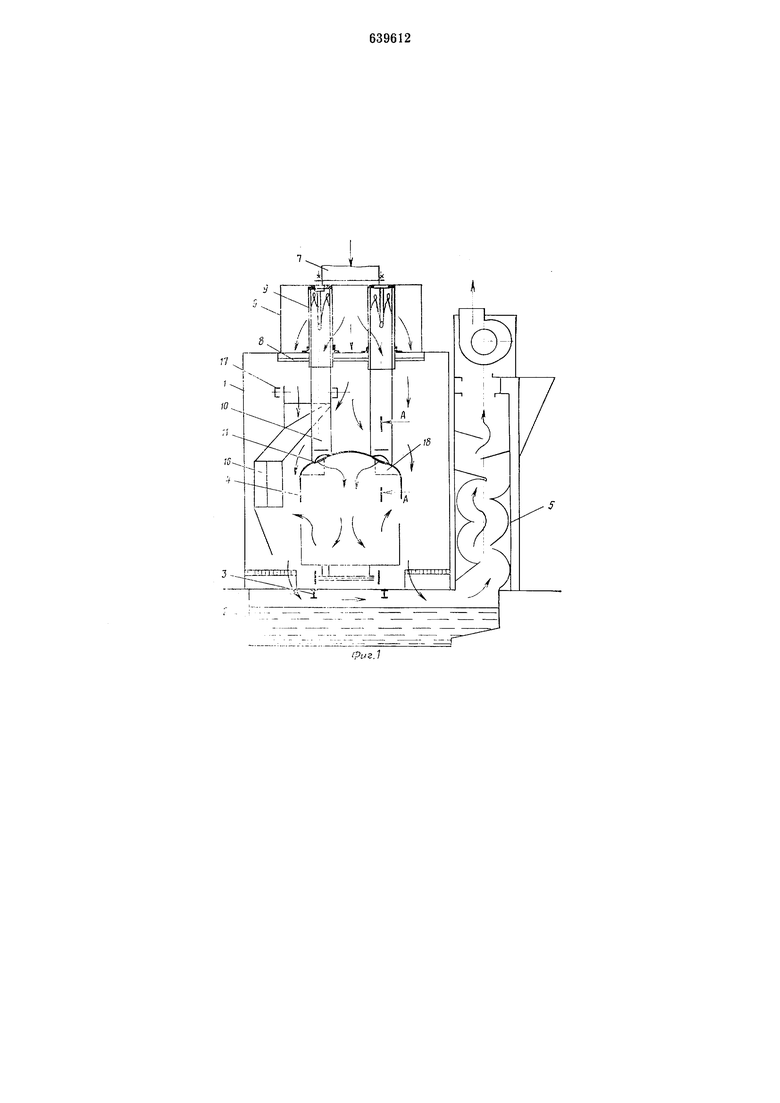
В рабочем положении подъемный короб 10 своей эластичной насадкой 12 полностью закрывает заборные патрубки 11 вагона 4, образуя герметичное уплотнение, а верхняя открытая часть находится в нижней части приточно-вентиляционпого короба в направляющих 9.
В нерабочем положении подъемный короб 10 при помощи гибкой системы полиспаст поднят так, что его открытый верх упирается в буферную плату 15, выполняющую роль крышки открытого верха подъемного короба 10.
Управление работой пневмоцилиндров 14 производится с центрального пульта управления и с подвижных рабочих площадок 16, расположенных по бокам камеры и передвигающихся по направляющим 17.
Управление работой пневмоцилиндров 14 обеспечивает подъем или спуск подъемных коробов 10 как вместе, так и каждого короба в отдельности (по выбору).
Подвижные рабочие площадки 16, па которых расположено оборудование для окраски наружной поверхности вагона 4, являются рабочим местом маляра. Рабочие площадки могут перемещаться горизонтально по направляющим 17. Внутренняя система вентиляции вагона 4 содержит фонарную часть 18.
Внутренняя и внешняя окраска вагонов осуществляется следующим образом.
При установке вагона 4 на технологическую позицию окраски его положение фиксируется датчиком включения ппевмоцилиндров 14. При этом против каждого подъемного короба 10 располагаются заборные патрубки 11 вагона 4.
По команде с пульта унравления стравливается воздух из пневмоцилиндров 14, и нодъемные короба 10 под действием силы тяжести опускаются на крышу вагона к своими эластичными насадками 12 накрывают заборные патрубки И.
С включе1П1ем приточной и отсасывающей вентиляции воздух из приточного короба 6 поступает через открытый верх подъемного короба 10 и проходит короб 10 и через заборные патрубки 11 внутрь фонарной части 18 внутренней систе.мы вентиляции вагона 4.
Из фонарной части 18 воздух с двух стороп вагона поступает в салон, где, сталкиваясь, направляется вниз салона, обтекает пол и стенки салона и через оконные проемы выходит в камеру.
В процессе внутренней окраски указанный поток воздуха подхватывает аэрозоль распыляемых лакокрасочных материалов и выносит его из вагона.
Одновременно с этим воздух из приточного короба 6 через сетчатые фильтры 8 поступает внутрь камеры, где обтекает нар жпые обводы вагона 4. При производстве окрасочных наружных работ с нодвижных рабочих площадок 16 аэрозоль лакокрасочных материалов захватывается этим потоком и уносится вытяжной вентиляцией в атмосферу, предварительно пройдя очистку в гидрофильтре 5.
По окончании внутренней окраски салона вагона 4, по команде с пульта управления или с рабочей площадки 16, срабатывается ппевмоцилиндр 14 и при помощи
системы полиспаст поднимает подъемные короба 10 со стыковки их открытого верха с буферной платой 15, тем самым прекращая доступ воздуха внутрь подъемного короба 10.
Использование на вагоностроительных и ремонтных заводах данной камеры позволит исключить окраску наружной и внутренней поверхностей вагона на различных технологических позициях, позволит уменьшить технологические линии изготовления и окраски вагонов и создаст санитарно-гигиенические условия работающих как при внутренней, так и при наружной окраске вагонов.
Формула изобретения
1.Камера для окраски крупногабаритных изделий, содержащая приточно-вентиляционпый короб, ванну с рециркулируемой водой, закрытую решетками, гидрофильтр и рабочие площадки, отличающаяся тем, что, с целью обеспечения
одновременной окраски внутренней и наружной поверхностей крупногабаритпых изделий, приточно-вептиляционный короб снабжен двумя рядами подъемпых с открытым верхом коробов с закрепленными на
их концах эластичными насадками.
2.Камера по п. 1, отличающаяся тем, что внутри приточно-вептиляционного короба установлены направляющие для подъемпых коробов.
3. Камера по пп. 1 и 2, отличающаяся тем, что подъемные короба оснащены системой подъема полиспаст.
Источники информации, принятые во внимание при экспертизе
1.Авт. св. СССР Ль 353386, кл. В 05С 15/00, 1972.
2.Авт. св. СССР Ль 477014, кл. В 05D 1/02, 1975 (прототип).
.4- А
| название | год | авторы | номер документа |
|---|---|---|---|
| Окрасочная камера | 1981 |
|
SU956045A1 |
| Окрасочная камера | 1981 |
|
SU1033220A2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| Устройство для окраски вагонов | 1948 |
|
SU81826A1 |
| Камера для окраски крупногабаритных изделий | 1988 |
|
SU1549609A1 |
| Камера для окраски распылением | 1977 |
|
SU660726A1 |
| Установка для окраски крупногабаритных изделий | 1983 |
|
SU1130413A1 |
| Установка для окраски крупногабаритных изделий | 1982 |
|
SU1063476A1 |
| Установка для окрашивания изделий | 1990 |
|
SU1766532A1 |
| Установка для окраски крупногабаритных изделий | 1982 |
|
SU1028382A1 |