1
Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для изготовления сильфонов.
Известна разъемная кассета для формования СИЛЬФОНОВ из трубчатых заготовок, содержащая две шарнирно закрепленные с одной стороны пластины и закрепленный с другой стороны пластин замок, при этом на каждой пластине со стороны разъема выполнены образующие рабочее очко выемки 1.
Однако при изготовлении сильфонов из трубчатых заготовок, сечение которых после механо- или термообработки не сохраняет цилиидрической формы, при закрытии кассет их острые кромки по плоскости разъема защемляют заготовку или оставляют на ней иаколы. Наколов можно избежать, если скруглить острые кромки, но в таком случае возникает опасность затекания материала в образовавшиеся щели между кромками, что приводит к искажению формы сильфона.
Целью изобретения является повыщение качества сильфоиов.
Для достижения этой цели на поверхности рабочего очка кассеты выполнены радиусные дополнительные выемки с максимальной глубиной в плоскости разъема,
равной половине толщины заготовки, плавно сопряженные с поверхностью очка.
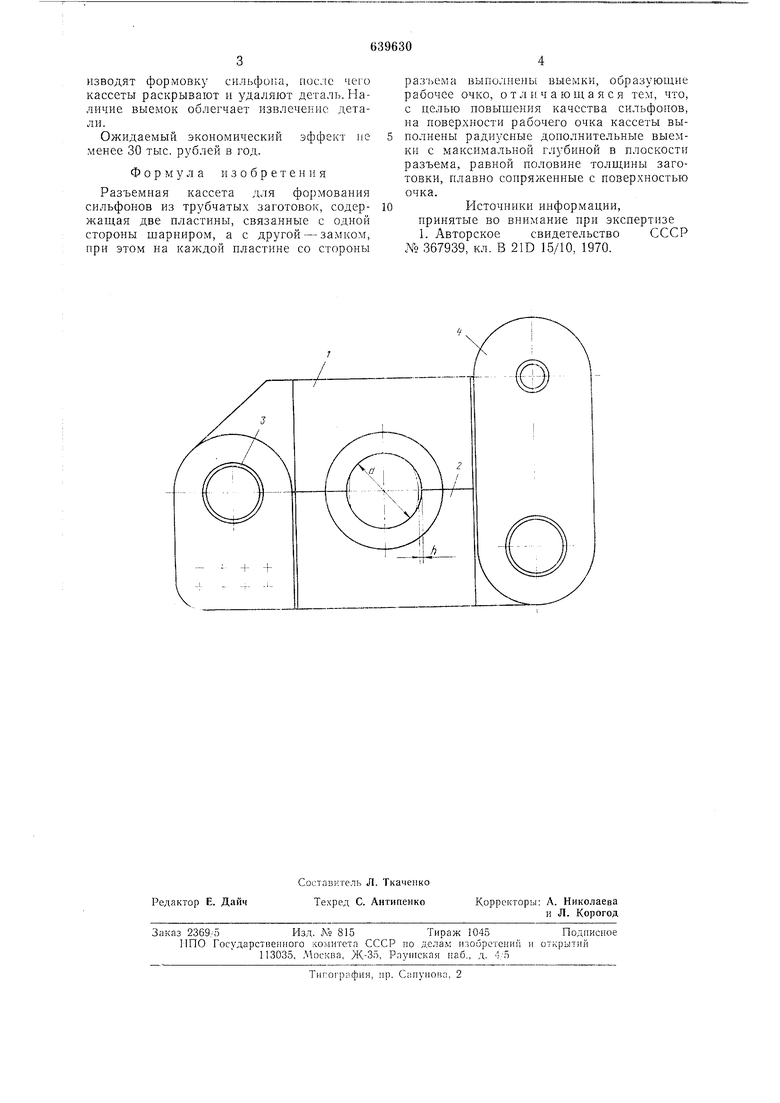
На чертеже изображена предлагаемая разъемная кассета.
Она состоит из пл.астин 1 и 2, связанных с одной стороны шарниром 3, а с другой за.мком 4. На каждоГ пластине со стороны линии разъема выполнены выемки, образующие рабочее очко с диаметром d, соответствующим внутреннему диаметру сильфона, а также выемки радиуса - с максимальной глубиной в илоскости разъс
ема /г , где 5о - толщина заготовки. Контур выемок плавно сопряжен с контуром очка.
Кассету или набор кассет закрепляют на станине, устанавливают заготовку, смыкают пластины и закрывают их замком. Наличие дополнительных выемок предотвращает контакт заготовки с острыми кромками кассеты при смыкании пластин и иоэтому на заготовке не образуется дефектов. Поскольку глубина выемок не больпле иоловины толщины заготовки, то она нрактически не искажает форму си.И)фона (внутренний диаметр, как правило, не выходит за пределы допустимых отклонений AS-Ас,). После закрытия кассет ироизводят формовку снльфопа, после чего кассеты раскрывают и удаляют деталь. Наличие выемок облегчает извлечешю детали.
Ожидаемый экономический эффект не менее 30 тыс. рублей в год.
Формула изобретения
Разъемная кассета для формования сильфонов из трубчатых заготовок, содержащая две пластины, связанные с одной стороны шарниром, а с другой - замком, при этом на каждой пластине со стороны
разьема выполнены выемки, образующие рабочее очко, отличающаяся тем, что, с целью иовьппения качества сильфонов, на поверхности рабочего очка кассеты выполнены радиусные доиолнительные выемки с максимальной глубиной в плоскости разъема, равной половине толщины заготовки, плавно сопряженные с поверхностью очка.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 367939, кл. В 21D 15/10, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЪЕМНАЯ ПЛАСТИНЧАТАЯ КАССЕТА ДЛЯ ГОФРИРОВАНИЯ | 1973 |
|
SU367939A1 |
| Разъемная кассета для формования сильфонов | 1984 |
|
SU1219205A1 |
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ПОДНУТРЕНИЕМ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2043181C1 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| Способ лазерной резки плети трубчатого элемента прямоугольного сечения для изготовления заготовки трубчатой рамной металлоконструкции с угловыми соединениями | 2023 |
|
RU2838568C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| Электрический соединитель | 1984 |
|
SU1392608A1 |
