Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении длинномерных труб большого диаметра.
Известен способ формовки труб из листовой заготовки, включающий формовку листовой заготовки на формующей оправке, при котором листовую заготовку размещают между прижимным элементом и формующей оправкой, зажимают ее кромку прижимом, осуществляют формовку листовой заготовки обкаткой подвижным элементом по цилиндрической поверхности формующей оправки, установленной на оси с возможностью ее поворота и останова в процессе обкатки, при этом в качестве подвижного элемента используют два прижимных ролика с поворотными рычагами, листовую заготовку размещают между одним из прижимных роликов и формующей оправкой, прижимают кромку к оправке, производят натяжение листа обкаткой прижимным роликом на 45°, затем поворачивают формующую оправку на 135°, стопорят ее и производят натяжение листа вторым роликом, повторяя циклы обкатки до полной формовки листовой заготовки, затем снимают оправку вместе с цилиндрической обечайкой и снимают цилиндрическую обечайку с формующей оправки (см. патент РФ № 2144443, 7 B21D 5/10 «Способ формовки листовой заготовки для изготовления сварных тонкостенных труб малой серии и устройство для его осуществления», опубликованный 20.01.2000 г.).
Недостатком известного способа является то, что он не может быть использован для изготовления труб большого диаметра. Кроме того, в связи с большим объемом ручных работ способ имеет низкую производительность и может применяться только для формовки тонкостенных труб.
Известен способ формовки длинномерных трубчатых заготовок из листовой заготовки на валковой гибочной машине, включающий установку листовой заготовки между нижним опорным и верхним рабочим валками, поочередную гибку одной и другой стороны листовой заготовки при ее перемещении под действием вращающихся валков путем обкатки соответственно передним или задним роликами, установленных с возможностью подъема и вращения, упор кромок трубчатой заготовки в фиксирующие канавки, удерживающие отформованную обечайку при снятии ее с валковой гибочной машины (см. патент РФ № 2152836, 7 B21D 5/10 «Валковая гибочная машина», опубликованный 20.07.2000 г.).
Известный способ позволяет автоматизировать процесс формовки длинномерных трубчатых заготовок, а следовательно, обеспечивает более высокую производительность, однако он предназначен для формовки тонкостенных трубчатых заготовок малого диаметра.
Известны способы формовки труб большого диаметра и больших толщин (см. рекламный проспект SMS MEER "Machines and Plants for the Manufacture of Welded Large-Diameter Pipes", Metallurgy Tube Copper Plants, 01.01.98., с.20-22). Способ валковой формовки труб большого диаметра обеспечивает высокую производительность, однако он может применяться для изготовления труб с толщиной стенки до 30 мм. Способ пошаговой формовки труб большого диаметра, где на каждый ход пуансона происходит перемещение заготовки, позволяет изготавливать трубы с толщиной стенки до 65 мм, однако он имеет производительность в десять раз меньше, чем предыдущий аналог.
Наиболее близким по технической сущности является способ формовки труб большого диаметра, включающий последовательно выполняемые предварительную «U»-формовку и окончательную формовку на прессе путем придания U-образной заготовке цилиндрической формы за один ход пресса при помощи штампового инструмента, выполненного из двух штамподержателей с набором вкладышей, которые при сопряжении образуют цилиндрическую формообразующую поверхность (см. В.Я.Осадчий, А.С.Вавилин и др. Технология и оборудование трубного производства, Москва, «Интермет инжиниринг», 2001 г. «Технологическая схема производства труб большого диаметра из одного листа с формовкой на прессах (UOE)», рис.11.4, с.416, а также вышеуказанный рекламный проспект SMS MEER, с.16-18).
Недостатком известного способа является то, что при формовании труб большого диаметра, особенно со значительной толщиной стенки, после формовки труба не обладает устойчивой цилиндрической формой, связанной с ее пружинением, что вызывает расхождение кромок и их смещение, а следовательно, неравномерный зазор по длине трубы, что недопустимо при сварке труб. Поэтому трубы с указанным дефектом необходимо подвергать калибровке, что является трудоемкой операцией.
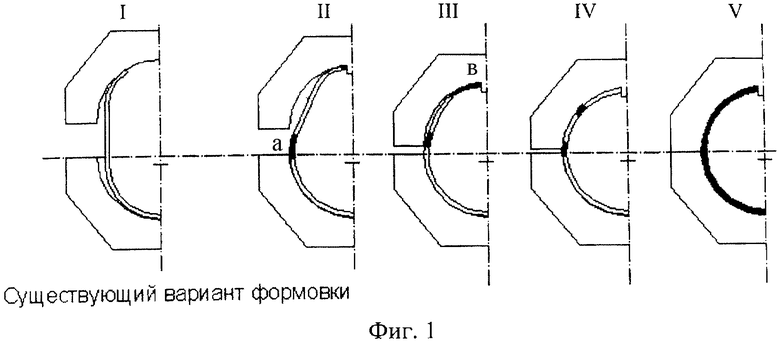
Указанный дефект вызван скачкообразным переходом области максимальных напряжений (пластический шарнир) изгиба стенок трубной заготовки при прессовании от точек «а» в плоскости разъема вкладышей (фиг.1 - II, к точкам «в», расположенным около отогнутых кромок U-образной заготовки (фиг.1 - III, то есть от момента соприкосновения боковых стенок U-образной заготовки с нижними вкладышами до соприкосновения их с верхними вкладышами штампового инструмента. В результате этого и при отсутствии сопротивления деформации с внутренней стороны U-образной заготовки металл между точками «а» и «в» не достигает предела текучести. В связи с тем что в точках пластического шарнира «а» по длине трубы наблюдается потеря устойчивости и происходит некоторое отклонение концов U-образной заготовки к центру, еще более снижается эффект воздействия усилия штампового инструмента, прилагаемого к этому участку.
В процессе обжатия (фиг.1 - IV), когда U-образная заготовка принимает цилиндрическую форму, металл на участке «а»-«в» «охлопывается», занимая положение по дуге окружности, а после снятия давления восстанавливает первоначальную форму, вызывая пружинение трубы.
Для получения после формовки устойчивой формы трубы при одинаковом зазоре между кромками по всей длине, что наиболее проблематично при больших толщинах стенки трубы, необходимо прикладывать высокое давление обжатия в конце цикла, которое могло бы обеспечить по всему периметру трубы достижение материалом предела текучести. Однако увеличение толщины стенки трубы требует в прогрессивной зависимости увеличения мощности и массы прессового оборудования, что делает его сложным и дорогостоящим.
В связи с расширением нефтегазодобывающего производства значительно возросла потребность в высокопрочных толстостенных (65-80 мм) трубах, поэтому стала актуальной задача получения качественных толстостенных труб большого диаметра при снижении затрат на их изготовление.
Технический результат заявляемого изобретения предусматривает повышение качества труб и снижение затрат на их изготовление.
Указанный технический результат достигается тем, что в способе окончательной формовки труб большого диаметра из U-образной заготовки, включающем формовку на прессе путем придания U-образной заготовке цилиндрической формы за один ход пресса при помощи штампового инструмента в виде верхнего и нижнего штамподержателей с вкладышами, образующими при сопряжении цилиндрическую формообразующую поверхность, согласно изобретению используют оправку, выполненную в виде штанги и симметрично расположенных относительно ее сегментов, при этом сегменты располагают выше плоскости разъема вкладышей на расстоянии 0,2-0,3 внутреннего радиуса трубы, выбранном из условия предотвращения потери устойчивости металла в местах касания U-образной заготовки нижних вкладышей по плоскости их разъема, устанавливают оправку в U-образную заготовку вертикально ее оси, придание U-образной заготовке цилиндрической формы осуществляют ее гибкой в процессе опускания верхнего штамподержателя с вкладышами и одновременного раздвижения сегментов оправки до полного обжатия трубы.
Введение в U-образную заготовку оправки, выполненной в виде симметрично расположенных относительно вертикальной оси сегментов, установленных с возможностью их раздвижения в горизонтальном направлении, позволяет создать усилие сопротивления на вертикальном участке U-образной заготовки и производить гибку на оправке участка, расположенного выше плоскости разъема вкладышей, что исключает скачкообразный переход областей максимальных напряжений и обеспечивает достижение металлом на этом участке предела текучести. Это позволяет обеспечить при обжатии трубы достижение металлом предела текучести по всему периметру трубы, а следовательно, повысить качество труб путем исключения участков пружинения.
Расположение сегментов оправки на расстоянии 0,2-0,3 внутреннего радиуса трубы выше плоскости разъема вкладышей позволяет предотвратить потерю устойчивости металла в точке «пластического шарнира» и исключить отклонение вертикальных стенок внутрь трубы, что создает при сближении вкладышей практически равномерное по всему периметру трубы максимальное напряжение, равное пределу текучести. В этом случае труба после обжатия сохраняет свою форму и равномерный прямолинейный зазор по всей ее длине. Расположение вершины сегментов ниже указанных пределов не позволяет достичь указанного эффекта, а расположение выше - будет препятствовать сближению кромок при окончательной формовке.
Совокупность существенных признаков заявляемого способа позволяет с высокой производительностью получить качественно отформованные толстостенные (65-80 мм) трубы на доступном отечественном оборудовании без применения дополнительной калибровки перед сваркой, что снижает стоимость их изготовления.
Известно устройство формовки листовой заготовки для изготовления сварных тонкостенных труб малой серии (см. патент РФ № 2144443, 7 B21D 5/10, опубликованный 20.01.2000 г.), содержащее съемную формующую оправку с цилиндрической поверхностью, установленный с возможностью скольжения по ней подвижной элемент с приводом и прижим, при этом подвижной элемент выполнен в виде двух прижимных роликов, каждый из которых установлен с возможностью вращения вокруг своей собственной оси, скольжения по цилиндрической поверхности формующей оправки и перемещения по направлению радиуса формующей оправки, а привод выполнен в виде двух рычагов, на каждом из которых установлена опора с винтовой парой и защелка, а также двух зубчатых секторов для фиксации по ним защелок рычагов привода.
Недостатком известного устройства является большой объем ручных работ при его использовании, что снижает производительность и не позволяет организовать поточное производство. Кроме того, оно не может обеспечить больших усилий прессования, что не позволяет производить формовку труб больших диаметров и толщин.
Наиболее близким по технической сущности является устройство для формовки труб большого диаметра, выполненное в виде двух симметрично установленных штамподержателей и размещенного в контакте с ними по опорным поверхностям набора вкладышей, установленных с возможностью сопряжения с образованием внутренней формообразующей поверхности (см. рекламный проспект SMS MEER "Machines and Plants for the Manufacture of Welded Large-Diameter Pipes", Metallurgy Tube Copper Plants, c.5, опубликованный 01.01.98 год, а также см. Я.С.Финкельштейн, «Штамповый инструмент для окончательной формовки трубной заготовки». Справочник по прокатному производству, Москва, «Металлургия», с.230, 350, 1975 г.).
Известное устройство может обеспечивать высокое качество толстостенных формованных труб большого диаметра только на сверхмощном оборудовании, которое позволяет создать высокое давление для достижения металлом в процессе обжатия предела текучести по всему периметру трубы. Однако такое оборудование является металлоемким, дорогостоящим и сложным в изготовлении.
Технический результат заявляемого устройства для формовки труб большого диаметра предусматривает снижение затрат на их изготовление в широком диапазоне толщин стенок, повышение их качества при изготовлении на доступном отечественном прессовом оборудовании.
Указанный технический результат достигается тем, что устройство для окончательной формовки труб большого диаметра из U-образной заготовки, выполненное в виде двух симметрично установленных штамподержателей и размещенного в контакте с ними по опорным поверхностям комплекта вкладышей, установленных с возможностью сопряжения с образованием внутренней формообразующей поверхности, периметр которой меньше периметра U-образной заготовки, согласно изобретению снабжено оправкой, выполненной в виде штанги и симметрично расположенных относительно нее сегментов, установленных на штанге с возможностью их раздвижения и постоянного контакта со стенками U-образной заготовки, при этом радиус сегмента равен 0,75-0,9 внутреннего радиуса трубы.
Средство раздвижения сегментов выполнено в виде кулачков, жестко закрепленных на валах с возможностью взаимодействия с сегментами, привод вращения каждого вала выполнен в виде рейки, закрепленной на верхнем штамподержателе, и шестерни, жестко закрепленной на валу, причем сегменты выполнены подпружиненными.
Наличие оправки, выполненной в виде штанги и симметрично расположенных относительно нее сегментов, установленных на штанге с возможностью их раздвижения и постоянного контакта со стенками U-образной заготовки, кардинально меняет последовательность деформации U-образной заготовки, а именно изгиб в плоскости разъема вкладышей, гибка на цилиндрическом участке и гибка в области концевых участков, что позволяет производить плавное перемещение точек максимальных напряжений деформации от плоскости разъема до концевых участков и в процессе «О»-формовки трубы достичь металлу предела текучести по всему периметру трубы, а следовательно, повысить качество прессования толстостенных труб без приложения дополнительных давлений.
Выполнение сегментов оправки с радиусом, равным 0,75-0,9 внутреннего радиуса трубы, позволяет увеличить интенсивность деформации на участке между пластическими шарнирами без дополнительного приложения высокого давления и избежать прямолинейного недоформованного участка за счет плавного перемещения областей максимального напряжения по оправке. При этом напряжение изгиба превышает предел текучести за счет дополнительного радиального усилия от оправки, создающего изгибающий момент заготовки. При радиусе менее 0,75 R не обеспечивается плавное перемещение областей максимального напряжения, при радиусе более 0,9 R снижается эффект дополнительного радиального усилия от оправки.
Технических решений, совпадающих с совокупностью существенных признаков заявляемых способа и устройства, не выявлено, что позволяет сделать вывод о их соответствии условию патентоспособности «новизна».
Существенные признаки, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии заявляемого способа и устройства условию патентоспособности «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного выполнения.
На фиг.1 показана схема гибки U-образной заготовки без оправки.
На фиг.2 показана схема гибки U-образной заготовки с оправкой.
На фиг.3 изображено устройство для окончательной формовки труб большого диаметра из U-образной заготовки.
Устройство для окончательной формовки труб большого диаметра из U-образной заготовки содержит симметрично установленные верхний 1 и нижний 2 штамподержатели и размещенный в контакте с ними по опорным поверхностям комплект разъемных сменных вкладышей 3 и 4, установленных с возможностью сопряжения с образованием внутренней формообразующей поверхности 5, периметр которой меньше периметра U-образной заготовки. Устройство снабжено оправкой 6, выполненной в виде штанги 7 и сегментов 8, симметрично расположенных относительно ее оси и взаимодействующих с вертикальной поверхностью U-образной заготовки 9. Сегменты 8 установлены на штанге 7 с возможностью их раздвижения при помощи валов 10 и кулачков 11, жестко закрепленных на этих валах. Вращение валов 10 осуществляется от закрепленных на них шестерен 12, которые взаимодействуют с рейкой 13, закрепленной на верхнем штамподержателе 1. Сегменты 8 подпружинены пружиной 14.
Способ окончательной формовки труб большого диаметра из U-образной заготовки осуществляется следующим образом.
U-образную заготовку 9 устанавливают на комплект вкладышей 4 нижнего штамподержателя 2. Вводят в U-образную заготовку 9 оправку 6. Располагают сегменты 8 на расстоянии 0,2 внутреннего радиуса трубы выше плоскости разъема вкладышей 3 и 4. Включают пресс. Опускают верхний штамподержатель 1 с вкладышами 3 и одновременно начинают раздвигать сегменты 8 на штанге 7 кулачками 11, приводимыми в движение от валов 10, вращение на которые передается от рейки 13 через шестерни 12. Под действием усилия, передаваемого поверхностями 5 вкладышей 3 и 4 на U-образную заготовку 9, происходит ее деформация (см. фиг.2). В первую очередь металл достигает предела текучести в точках «а» пластического шарнира, а именно в местах касания U-образной заготовки 9 нижних вкладышей 4 по плоскости разъема штамподержателей 1 и 2 и вкладышей 3 и 4. Затем вертикальная стенка U-образной заготовки 9 касается сегментов 8 оправки 6, и под действием усилия пресса происходит гибка поверхности на участке «а-в». Металл на этом участке достигает предела текучести. При дальнейшем сближении штамподержателей 1 и 2 с вкладышами 3 и 4 металл достигает предела текучести в области подогнутых кромок U-образной заготовки 9 в точках «в». Под давлением пресса происходит полное обжатие трубы (не показана на чертеже), полученной из U-образной заготовки 9, при этом металл по всему периметру трубы достигает предела текучести. Затем поворачивают кулачки 11, и сегменты 8 под действием пружины 14 возвращаются в исходное положение. После чего приподнимают оправку и подают на пресс новую U-образную заготовку 9 и ее торцами выталкивают отформованную трубу. Новая U-образная заготовка располагается между комплектом вкладышей 4 и оправкой 6. В дальнейшем последовательность операций повторяется.
Таким образом, применяя гибку на оправке 6 зоны неустойчивого состояния вертикальной стенки U-образной заготовки 9 при использовании давления пресса, получают качественно отформованную трубу без признаков «пружинения» с равномерным зазором по всей ее длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВЫЙ ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2000 |
|
RU2189881C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| ШТАМПОВЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ТРУБНОЙ ЗАГОТОВКИ ПРЕССОВОЙ ФОРМОВКОЙ | 2006 |
|
RU2340421C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Способ шаговой формовки труб большого диаметра | 2018 |
|
RU2702666C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| Способ формовки полуцилиндрических заготовок | 1985 |
|
SU1222351A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении длинномерных трубчатых заготовок большого диаметра. Осуществляют гибку на прессе U-образной заготовки для придания ей цилиндрической формы за один ход пресса при помощи штампового инструмента, верхнего и нижнего штамподержателей с вкладышами, образующими при сопряжении цилиндрическую формообразующую поверхность. Для этого используют оправку, выполненную в виде штанги и симметрично расположенных относительно нее сегментов, расположенных выше плоскости разъема вкладышей. Устанавливают оправку в U-образную заготовку вертикально ее оси. В процессе гибки опускают верхний штамподержатель с вкладышами и одновременно раздвигают сегменты оправки до полного обжатия трубы. Устройство содержит два симметрично установленных штамподержателя и размещенный в контакте с ними по опорным поверхностям комплект вкладышей, установленных с возможностью сопряжения с образованием внутренней формообразующей поверхности. Периметр внутренней формообразующей поверхности менее периметра заготовки. Имеется также оправка, выполненная в виде штанги и симметрично расположенных относительно нее сегментов с возможностью их раздвигания и постоянного контакта со стенками U-образной заготовки. При этом радиус сегмента меньше внутреннего радиуса трубы. Повышается качество труб, снижаются затраты на их изготовление. 2 н. и 3 з.п. ф-лы, 3 ил.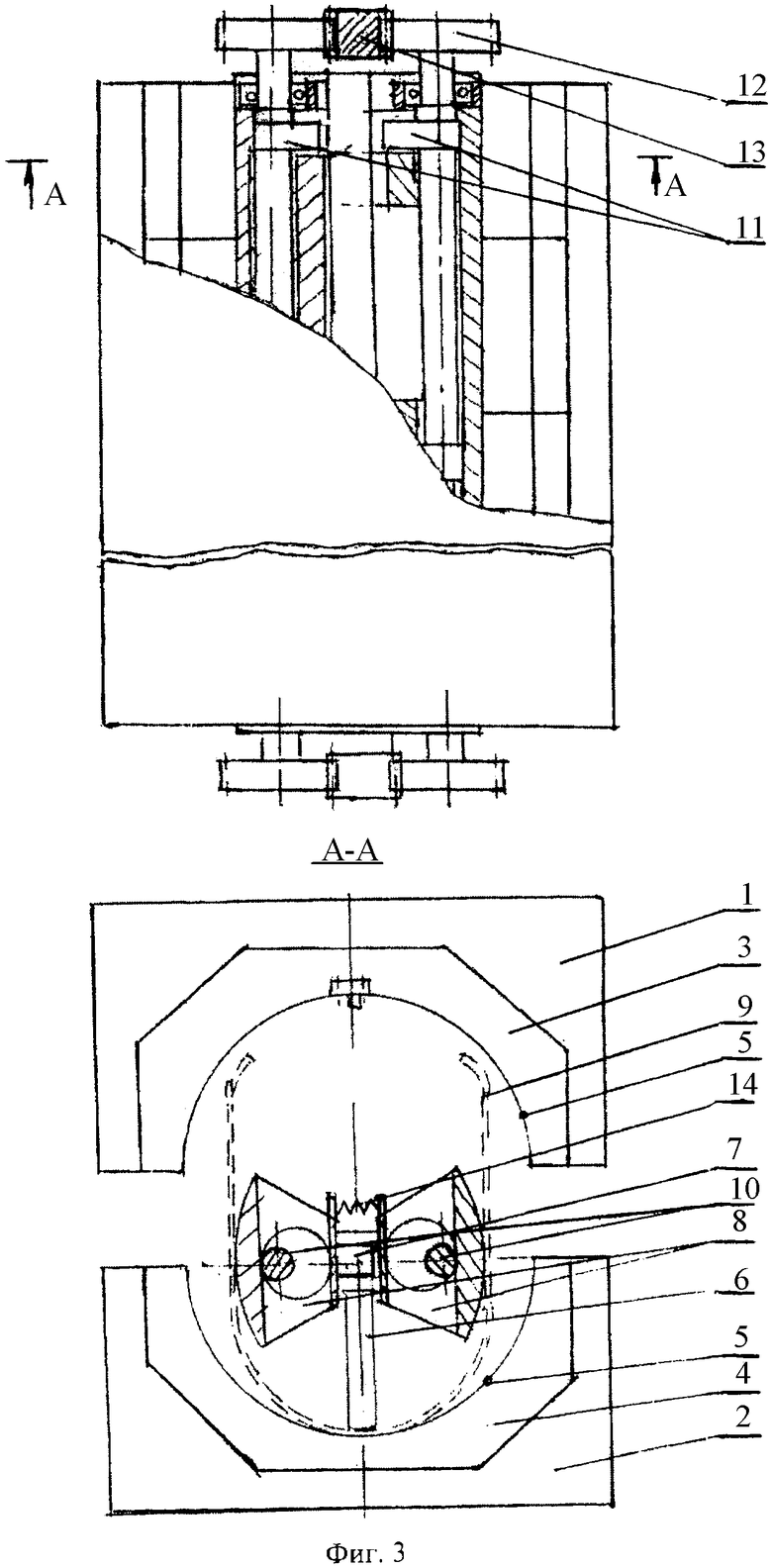
| ОСАДЧИЙ В.Я и др | |||
| Технология и оборудование трубного производства | |||
| - М.: Интернет инженеринг, 2001 | |||
| ФИНКЕЛЬШТЕЙН Я.С | |||
| Штамповый инструмент для окончательной формовки трубной заготовки | |||
| Справочник по прокатному производству | |||
| - М.: Металлургия, 1975, с.230, 350 | |||
| ИНСТРУМЕНТ ДЛЯ МЕХАННЧЕСКОЙ РАЗДАЧИ ТРУБ БОЛЬШОГО ДИАМЕТРАs^ tj !:::.Wt.' г— о ^"i .•ратрятнП-Т?^'-!??'?'-;-'ЬЯ в i.i'. >& tS'- - :;.'..!-'.. =•bHi>&JsHn«.'' 1 к;':''•. | 0 |
|
SU389869A1 |
| Устройство для раздачи труб | 1978 |
|
SU733806A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| US 3899911 А, 19.08.1975. | |||

