(54) ЖИДКОСТЬ ДЛЯ ФИНИШНОЙ ОБРАБОТКИ МЕТАЛЛОВ
ти гальваническая э.д.С. вызы1вает электрохимтеокое осаждение меди; на стальной или бронзовой лове.рхнюсти контакта происходит налипание амвди, задиры иЧИСтота поверх,ности контакта не превышает третьего класса.
Целью «астоящего изобретения является разра.борка такого состава жидкости для финишной об,ра ботки поверхностей цветных или |разноименных -металлов, который бы сократил время ириработки и повысил чистоту обрабатываемой поверхности.
Согласно изобретению, поставленная цель достигаетоя тем, что нсидкость ,иа оснаве воды, перекиси водорода, щавелевой кислоты и триэтанола-мина дополнительно содержит .роданид аммония. Состав жидкости, вес. %: Перекись водо.рода1-5
Щавелевая кислота1-5
Триэтанола|мня0,2-2
Роданид аммония0,2-2
Водадо 100
Пример .приготовления жидкости. Щавелавую кислоту растворяют в воде. Отдельно готовят .раствор из .роданида а.ммония и воды. Затем сливают эти растворы, добавляют триэтаноламин, леремешивают и добавляют иерекись водорода (30%-ную). Объем смеси доводят 1водой до 1 л и тщательно перемешивают.
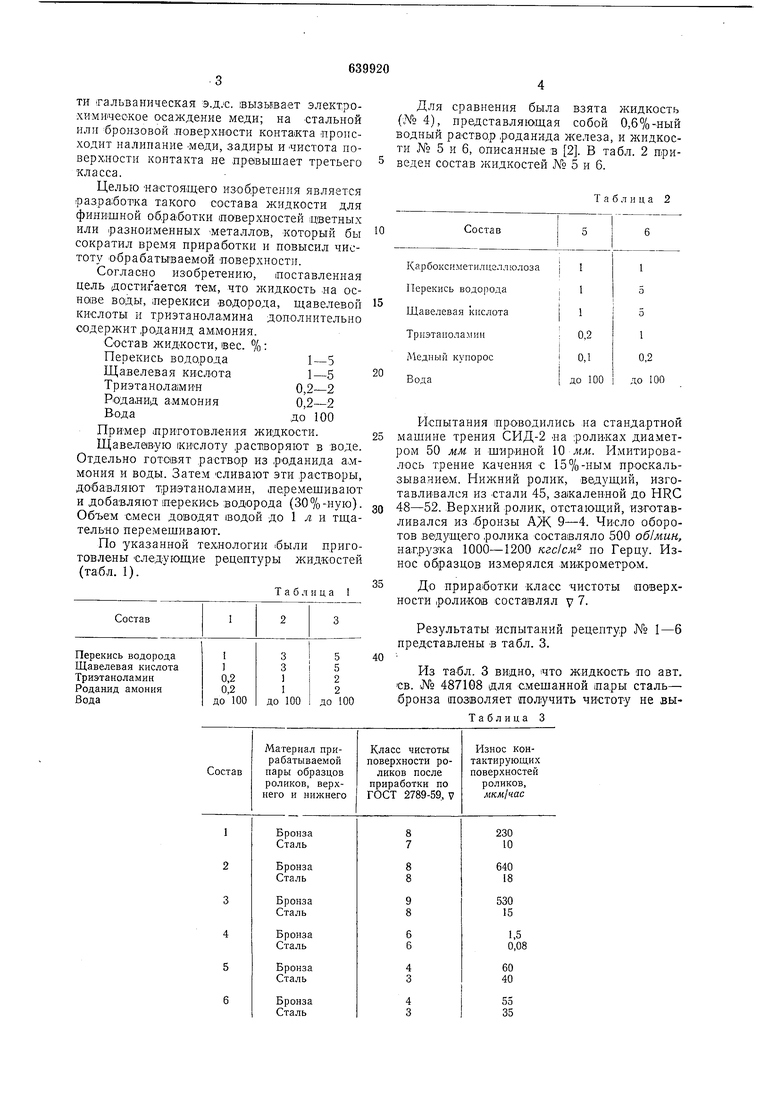
По указанной технологии .были приготовлены следующие рецептуры жидкостей (табл. 1).
Таблица 1
Для сравнения была взята жидкость {N° 4), представляющая собой 0,6%-ный водный раствор роданида железа, и жидкости № 5 и 6, описанные в 2. В табл. 2 П|риведен состав /кидкостей ЛЬ 5 и 6.
РЬспытания проводились на стандартной машине трения СИД-2 ва роликах диаметром 50 мм и шириной IQ мл1. Имитирова.чось трение качени-я с 15%-ным проскальзыванием. Нижний ролик, ведущий, изготавливался из стали 45, закаленной до HRC 48-52. Верхний ролик, отстающий, изготавливался из бронзы АЖ 9-4. Число оборотов ведущего ролика составляло 500 об/мин, наг.рузка 1000-1200 кгс/см по Герцу. Износ образцов измерялся микрометром.
До приработки класс чистоты поверхности роликов составлял у 7.
Результаты испытаний рецептур № I-6 представлены в табл. 3.
Из табл. 3 видно, что жидкость по авт. св. № 487108 для смешанной пары сталь- бронза позволяет получить чистоту не выТаблица 3
ше 4-.ro класса, .несмотря на высокую исходную чистоту, соответствующую 7-му классу, что не удоБлетворяет одному из основных требований к процессу приработки - обеспечению высокой ч;:стоты нриработа«ных поверхностей. Следовательно, известная жидкость не годится для приработки пар трения из разнородных металлов типа сталь-бронза.
Другим важным требованием к процессу при:ра|ботки является получение |максИМальной площади контакта за минимальное время, арутнми словами, эффективность п.рцра.боточной жидкости заключается в обеспечении в период приработки максимального износа прирабатываемых поверхностей в сочетании с их высокой чистотой. Как видно из TJ-бл. 3, предлагаемая жидкость обеспечивает и это требование, так как износ бронзового ролика, например, при среднем содержании ком понентов, составляет 640 мкм/час; в случае жидкости по авт. св. № 487108 износ (бронзового ролика составляет 60 мкм/час, а для остальных составов 40 мкм/час. Чистота поверхностей контакта роликов при этом в предлагаемой жидкости
составляет 8-й класс, а :в известной не превышает 4-го класса.
Формула изобретения
Жидкость для финищной обработки металлов на основе воды, перекиси водорода, щавелевой кислоты и триэтаноламина, о тличающаяся тем, что, с целью повышения ЧИСТОТЫ обрабатываемых поверхностей цветных металлов, жидкость дополнительно содержит роданид аммония при следующем содержан 1И компонентов, вес. %:
1 - 5
Перекись водорода
1-5 Щавелевая кислота
0,2-2 Триэтанола мин
0,2-2 Рода.нид аммония
до 100 Вода
Источники инфор1мации,
принятые во внимание при экспертизе:
СССР
1.Авторское свидетельство № 212416, кл. С 10 М 3/02, 1965.
2.Авторское свидетельство СССР, № 487108, кл. С 10 М 3/02, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Жидкость для финишной обработки металлов | 1973 |
|
SU487108A1 |
| Состав для химико-механической обработки металлических изделий | 1979 |
|
SU865979A1 |
| СПОСОБ НАНЕСЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2539748C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2549805C1 |
| Смазочная жидкость | 1979 |
|
SU852935A1 |
| Способ химико-термической обработки | 1981 |
|
SU1006534A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НЕРАЗЪЕМНЫХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2280550C1 |
| Раствор для травления стали | 1982 |
|
SU1035093A1 |
| АНТИФРИКЦИОННАЯ МЕТАЛЛОПЛАКИРУЮЩАЯ СМАЗКА | 2002 |
|
RU2219225C1 |
| ДЕЗИНФИЦИРУЮЩАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2061499C1 |
