В авторском свидетельстве М 28473 опубликовано приспособ.чение для изготовления пружин с разным шагом на токарном станке с применениелг в передаче от шпинделя станка- к ходовому винту, ведущему супорт с проволокой,навиваемой на вращаемую щпинделем оправку, двух шестерён, переключаемых поочерёдно для сообщения ходовому винту разных чисел оборотов, а, значит, и разных скоростей движения супорту с навиваемой проволокой.
Согласно изобретению, эти две шестерни надеты свободно на ходовой в-инт и поочерёдно- сцепляются с ним муфтой, надетой между шестернями на шпонке на ходовой БИНТ и перемещаемой кулаком на одно из колёс сменной зубчато передачи, включённой между указанными двумя шестернями. Одна из этих двух шестерён связана слгенной зубчатой передачей со шпинделел станка.
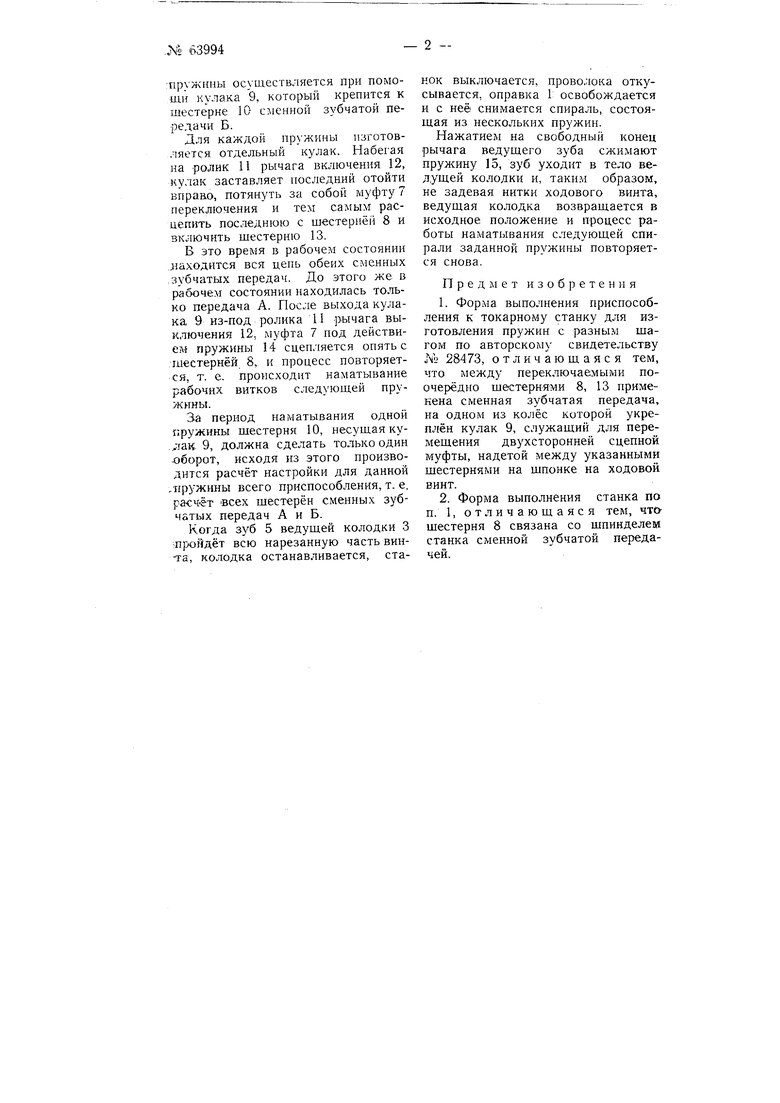
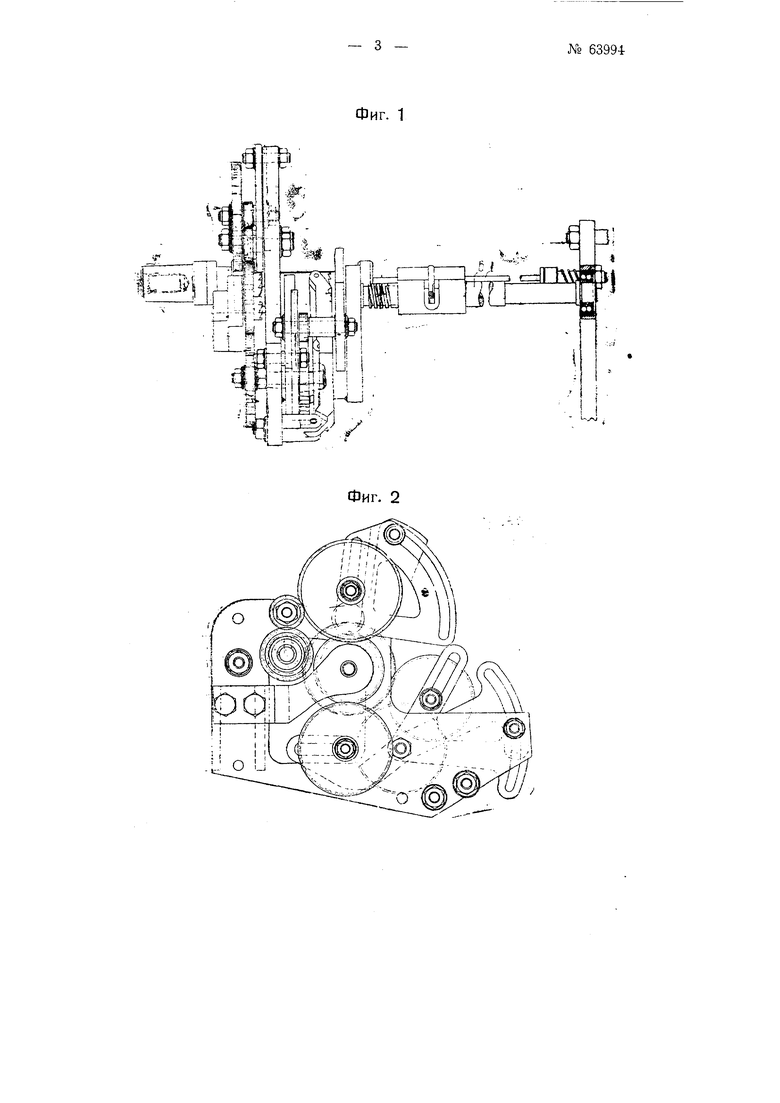
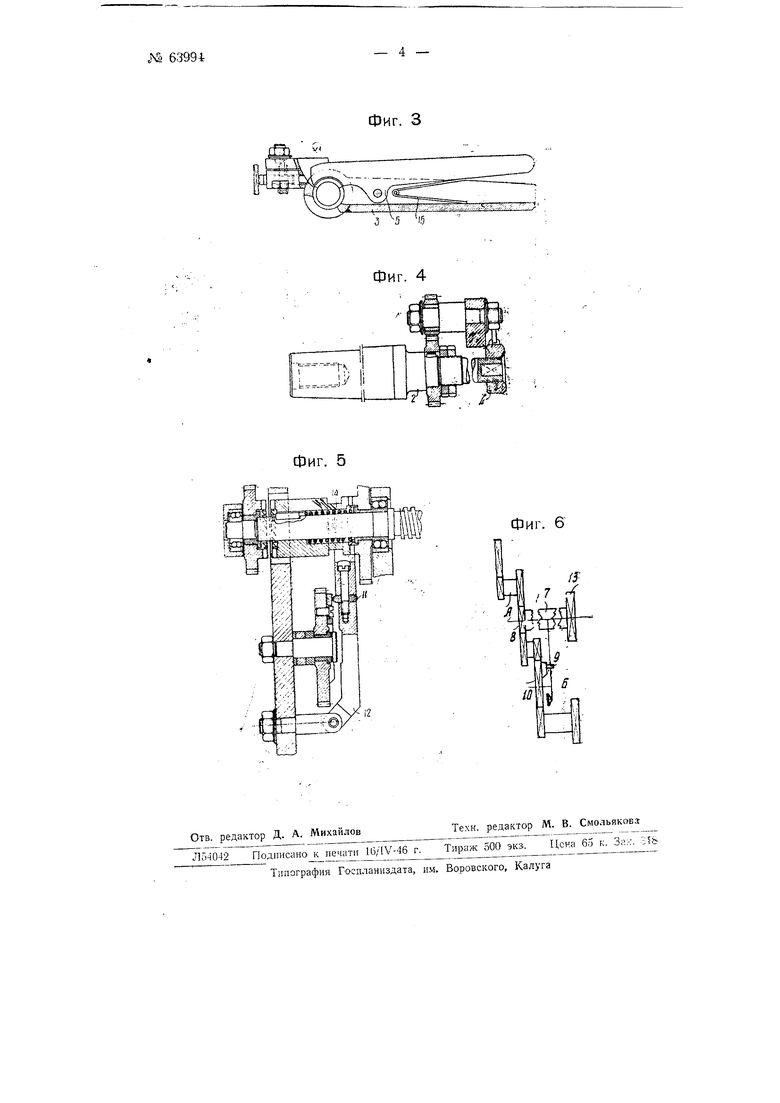
На чертеже фиг. 1 изображает пид приспособления сбоку, фиг. 2- вид его со стороны шпинделя, фиг. 3-боковой вид супорта, ведуш,его нровол- ку, фиг. 4-разрез детали соединения оправки со щпинделем станка, фиг. о - разрез с.менной зубчатой передачи, фш 6 - схелгу с.менкы.х зубчатых передач приспособления.
Для получения проволока наматывается на онравк i. Оправка с левого конца имеет квадрат, при помощи которого соединяется с ведущей оправкой 2 гштинделя токарного станка. П ;авый же конец оправки 1 поддерживается подвижным задним центром. Наматываемая проволока пропускается через жи.мок ведущей колодки 3 и конец её закрепляется в соответствующе.м гнезде гайки 4 винтом. колодка 3 своим 5 ско.чьзит по впадине ходового винта 6 и служит, таким образолг, супортом, ведущим прово.;оку.
Шаг витков пружины достигается настройкоГг с.менной з бчато|1 передачи А..
Накладывание рабочих виткоп происходит, когда муфта перек.почения 7 находится в сцеплении с шестерне 8 ходового винта. Д.чя получения поджатого внтка настраивается сменная зубчатая передача Б. Получение поджатых БИТКОВ, а вместе с тем и д.пща
:пружины осуществляется при помощи кулака 9, который крепится к шестерне 10 сменной зубчатой передачи Б.
Для каждой пружины изготовляется отдельный кулак. Набегая на ролик 11 рычага включения 12, кулак заставляет последний отойти вправо, потянуть за собой муфту 7 переключения и тем самым расцепить последнюю с шестерней 8 и включить шестерню 13.
В это время в рабочем состоянии лаходится вся цепь обеих сменных .зубчатых передач. До этого же в рабочем состоянии находилась только передача А. После выхода кулака 9 из-под ролика 11 рычага выключения 12. муфта 7 под действием пружины 14 сцепляется опять с .шестерней 8, и процесс повторяется, т. е. происходит наматывание рабочих витков следующей пружины.
За период наматывания одной гфужины шестерня 10, несущая ку.х-ак. 9, должна сделать только один оборот, исходя из этого производится расчёт настройки для данной /пружины всего приспособления, т. е. расчёт всех шестерён сменных зубчатых передач А и Б.
Когда зуб 5 ведушей колодки 3 лройдёт всю нарезанную часть винта, колодка останавливается, станок выключается, проволока откусывается, оправка 1 освобождается и с неё снимается спираль, состоящая из нескольких пружин.
Нажатием на свобохчный конец рычага ведущего зуба сжимают 15, зуб уходит в тело ведущей колодки и, таким образом, не задевая нитки ходового винта, ведушая колодка возвращается в исходное положение и процесс работы наматывания следующей спирали заданной пружины повторяется снова.
Предлгет изобретения
1.Форма выпо.шения приспособления к токарному станку для изготовления пружин с разным шагом по авторскому свидетельству MI 28473, отличающаяся тем, что между переключаемыми поочерёдно шестернями 8, 13 применена сменная зубчатая передача, на одном из колёс которой укреплён кулак 9, служащий для перемещения двухсторонней сцепной муфты, надетой между указанными шестернями на щпонке на ходовой винт.
2.Форма выполнения станка по п. 1, отличающаяся тем, чт& шестерня 8 связана со шпинделем станка сменной зубчатой передачей.
Фиг. 3
3 -5 45
Фиг. 6
ff
- Tt ,7 -4
ffl
a
)
T/
//7
