. Изобретение относится к оборудова нию для механической обработки полимерных материалов и может быть использовано для получения пленки из фторопласта механическим путем, Известен токарно-винторезный станок, содержащий главный привод, станину, заднюю бабку, коробку подач , фартук и установленный на винте поперечного перемещения суппорт соеди ненный через размещенное на винте зубчатое колесо кинематической цепью со шпинделем главного привода. Из вестньй токарный станок, имеющий жесткую кинематическую цепь подач от шпинделя к суппорту, может обеспечит высокое качество получаемой пленки с малой разнотолщинностью 1J, Однако из-за жесткой кинематической связи в известном станке обеспечиваются поперечные подачи только в пределах 0,035-2,08 мм/об. Для получения поперечной подачи 0,02 мм/об ( для изменения толщины получаемой пленки ) необходимо установить сменные зубчатые колеса с таким передаточным числом, которые уменьшили бы весь диапазон поперечных подач в 1,75 раза, В этом случае максимальная поперечная подача будет 1,19 мм/об. Это сйижает технологические возможности станка, так как отсутствует возможность использовать его для получения пленок в более широком диапазоне , 0,02 - 3 мм. Цель изобретения - расширение технологических возможностей станка путем обеспечения возможности получе ния полимерных пленок в диапазоне толщин преимущественно 0,02-3 мм. Поставленная цель достигается тем что токарно-винторезный станок, содержащий главный, привод, станину, заднюю бабку, коробку подач, фартук и установленный на винте поперечного перемещения суппорт, соединенный через размещенное на винте зубчатое колесо кинематической цепью со шпинделем главного привода, снабжен дополнительным зубчатым колесом, установленным на винте поперечного перемещения суппорта и объединенным с основным зубчаты{ колесом в блок, смонтированный с возможностью осевого перемещения относительно оси винта, и дополнительным блоком, размещенным в фартуке, одна из шестерен которого кинематически связана с основной кинематической цепью, а другая через промежуточную шестерню - с дополнительным колесом винта поперечного перемещения суппорта. На фиг,1 схематично изображен предлагаемьй станок, ,внд сверху; на фиг,2 - вид А на фиг,1; на фиг,3 кинематическая схема подачи суппорта; на фиг,4 - основная кинематическая с::ема подачи суппорта; на фиг,5 вид Б на фиг,4, Станок содержит привод 1, установленньй на станине 2, коробку 3 подач, заднюю бабку 4, фартук 5, На направляющих станины 2 установлена каретка 6, несущая суппорт 7 с ножом 8, В шпинделе привода 1 и центре задней бабки 4 установлена оправка 9 с заготовкой 10, В кронштейнах 11 устанавливается бобина 12, на которую через разглаживающий ролик 13 наматывается образованная пленка.Для обеспечения синхронной скорости образования и наматывания пленки в стенке предоусмотрено натяжное устройство 14, связанное с бобиной 12, Вращение оправки 9 с заготовкой 10 осуществляется от привода 1 клиноременной передачи 15, а вращение бобины 12 с наматываемой пленкой - клиноремен- ной передачей 16, идущей со шпинделя, несущего оправку 9 с заготовкой 10, Кинематическая цепь подачи суппорта станка содержит зубчатые сменные колеса ( не показано, коробку 3 подач, ходовой вал 17, зубчатое колесо 18, предохранительную муфту .19, червячную пару,20, кулачковые муфты 21 и 22, винт 23 поперечных подач с гайкой 24, зубчатые колеса 25-31, Два колеса 29 и 30 выполнены в виде блока. Для расширения технологических возможностей станка его кннематичаская цепь содержит дополнительное зубчатое .колесо 32, объединенное с колесом 31 в блок, установленньй подвижно в каретке на винте 23 ( на скользящей шпонке), и дополнительный блок 33 и 34, установленньй в фартуке 5 на валу 35, колесо 33 которого кинематически связано с основной кинематической цепью, Промежуточное зубчатое колесо 36, установленное на ваЛу 37, связывает дополнительный блок ( колесо 34 ) с дополнительным колесом 32, В режиме увеличенной подачи станок работает следующим образом.
31
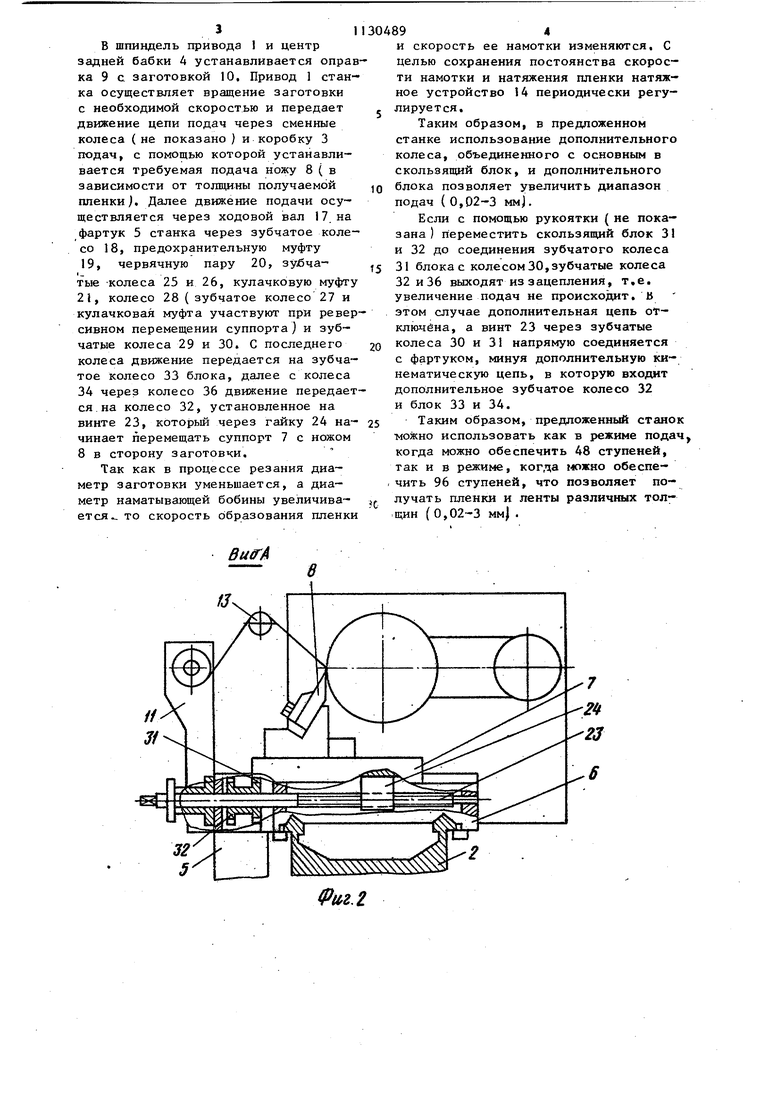
в шпиндель привода 1 и центр задней бабки 4 устанавливается оправ ка 9 с заготовкой 10. Привод 1 станка осуществляет вращение заготовки с необходимой скоростью и передает движение цепи подач через сменные колеса (не показано) и коробку 3 подач, с помощью которой устанавливается требуемая подача ножу 8 ( в зависимости от тол1цины получаемой ппенки). Далее движение подачи осуществляется через ходовой вал 17. на фартук 5 станка через зубчатое колесо 18, предохранительную муфту 19, червячную пару 20, зубчатые -колеса 25 и 26, кулачковую муфту 21, колесо 28 ( зубчатое колесо 27 и кулачковая муфта участвуют при реверсивном перемещении суппорта j и зубчатые колеса 29 и 30. С последнего колеса движение передается на зубчатое колесо 33 блока, далее с колеса 34 через колесо 36 движение передается, на колесо 32, установленное на винте 23, который через гайку 24 начинает перемещать суппорт 7 с ножом 8 в сторону заготовки.
Так как в процессе резания диаметр заготовки уменьшается, а диаметр наматывающей бобины увеличивается , то скорость образования пленки
1304894
и скорость ее намотки изменяются. С целью сохранения постоянства скорости намотки и натяжения пленки натяжное устройство 14 периодически регу, лируется.
Таким образом, в предложенном станке использование дополнительного
колеса, объединенного с основным в скользящий блок, и дополнительного блока позволяет увеличить диапазон подач (0,02-3 мм.
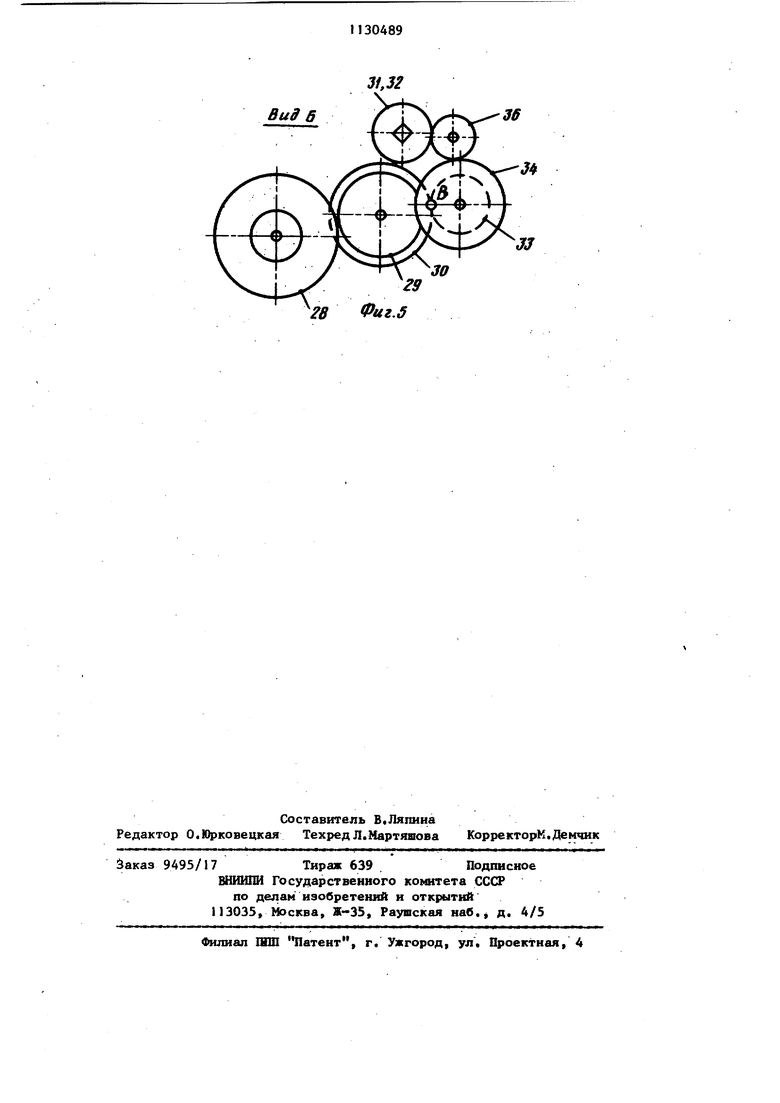
Если с помощью рукоятки ( не показана ) переместить скользящий блок 31 и 32 до соединения зубчатого колеса
31блока с коле сом 30, зубчатые колеса
32и 36 выходят из зацепления, т.е. увеличение подач не происходит. В этом случае дополнительная цепь отключена, а винт 23 через зубчатые колеса 30 и 31 напрямую соединяется с фартуком, минуя дополнительную кинематическую цепь, в которую входаст дополнительное зубчатое колесо 32
и блок 33 и 34.
Таким образом, предложенный стано можно использовать как в режиме пода когда можно обеспечить 48 ступеней, так и в режиме, когда можно обеспечить 96 ступеней, что позволяет получать пленки и ленты различ1« 1Х толщин (0,02-3 мм| .
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарно-винторезный станок | 1979 |
|
SU841780A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| Токарно-винторезный станок | 1981 |
|
SU982848A2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Токарно-винторезный станок | 1974 |
|
SU496097A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |
| Токарно-винторезный станок | 1976 |
|
SU668786A1 |

ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК, содержащий главный привод, станину, заднюю бабку, коробку подач, фартук и установленный на винте поперечного перемещения суппорт, соединенный через размещенное на винте зубчатое .колесо кинематической цепью со шпинделем главного привода, отличающийся тем, что, с цепью расширения технологических возможностей станка путем обеспечения возможности получения полимерных пленок в диапазоне толщин преимущественно 0,02-3 мм, он снабжен; дополнительным зубчатым колесом, установленным на винте поперечного перемещения суппорта и объединенным с основным зубчатым колесом ;в блок, смонтированный с возможностью осевого перемещения относительно оси винта, н дополнительным блоком, разменянным в фартуке, одна из щестерен которого кинематически связана с основной кинематической & цепью, а другая через промежуточнуюшестерню - с дополнительным колесом винта поперечного перемещения суппорта. 00 X ;о 
,г
2Z
Ось шпинделл // / 5 27 ZB 223029 2
/ / / /1 /
ЗОК
VK зг птз 3S 3S . Ф«г,3 Фиг-Ч
Фиг.З
33
30
гз
| I | |||
| Кучер A.M | |||
| и др | |||
| Металлорежущие станки | |||
| М., МашинЬстроение, 1972, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
