Современное машиностроение предъявляет повышенные требования к точности обработки зубчатых колёс. Эти требования могут быть Здовлетворены только путём шлифования зубцов закалённых шестерён.. : ,й4, ;,J;
Известно несколько способов шлифования зубчатых колёс. Шлифование по способу копирования дисковым абразивом, рабочий профиль которого соответствует профилю впадин, аналогичен способу фрезерования дисковой модульной фрезой. Последний, однако, был вытеснен способом фрезерования по методу обкатКИ червячной фрезой, который оказался значительно производите.иьнее и точнее. Несколько позже были изобретены станки для шлифования зубчатых колёс по методу обкатки абразивным червяком. Но препятствием на пути распространения этого способа являлась трудность сохранения точности профиля червяка; главная же причина искажения профиля червяка - его неравномерный износ.
Цель настоящего изобретения - добиться равномерного износа абразивного червяка и этим устранить указанный выше недостаток, мешаюш,ий внедрению способа в .промышленность. Достигается это
тем, что в процессе шлифования зубчатых колёс на зуборезном станке путём обкатки пх абразивным червяком периодически производят правку последнего по двум Направлениям: 1) вершины витков червяка правят так, чтобы они расположились по глобоиду и 2) боковые стороны iBHHTOBoro профиля червяка правят алмазом, которому сообщают круговое движение, независимое от вращения червяка, и поступательное, связанное с шагом его нарезки.
Предлагаемый способ шлифования зубчатых колёс проводится на станке, снабжённом механизмами для осуществления правки в обоих теазанных направлениях.
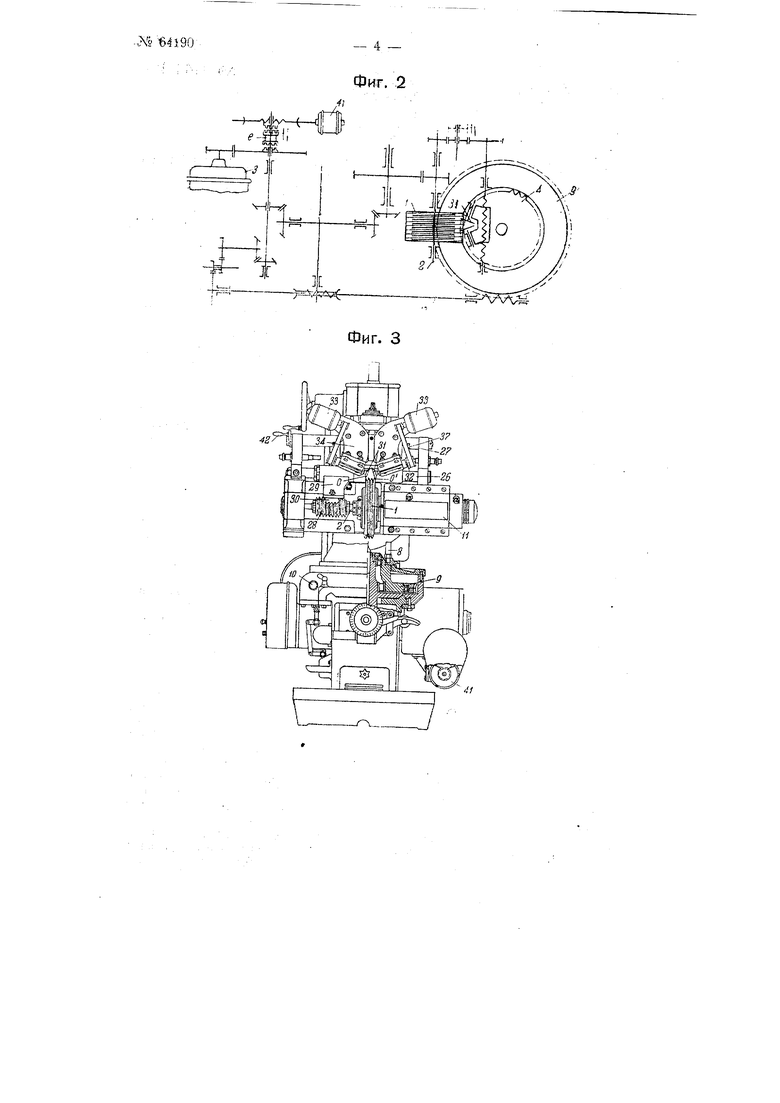
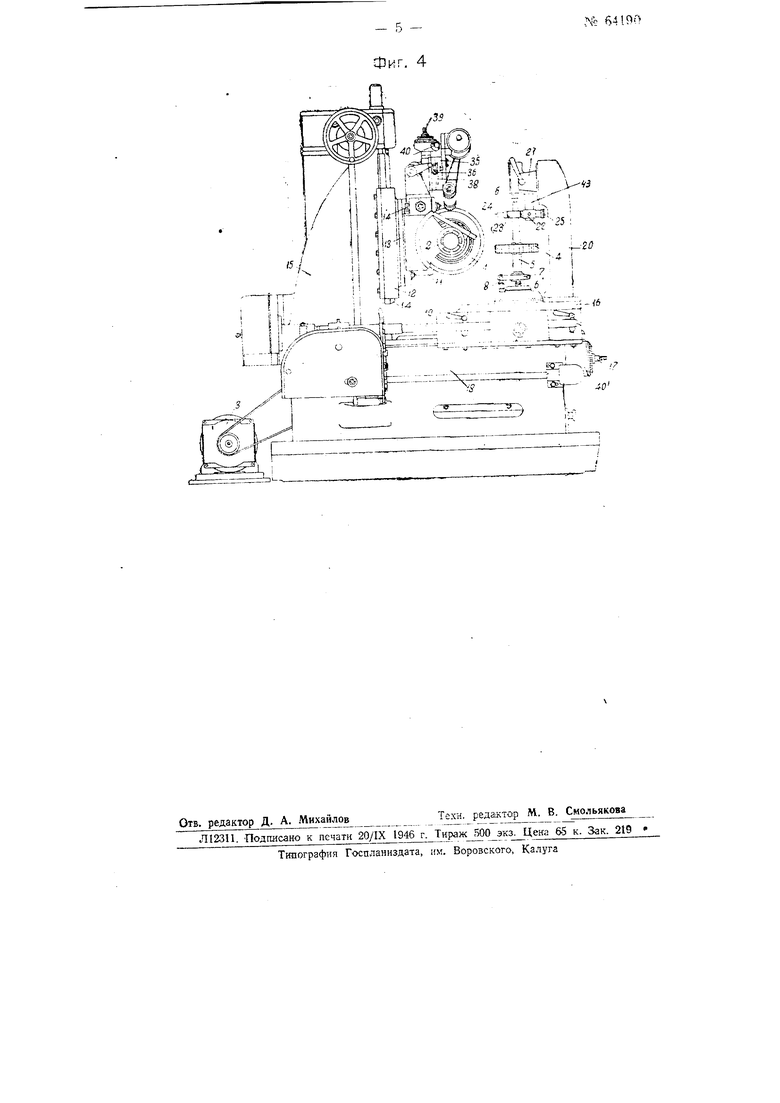
На чертеже фиг. 1 иллюстрирует предлагаемый способ работы в части правки вершин витков червяка по глобоиду, фиг. 2 поясняет предлагаемый способ в части правки боковых сторон профиля червяка с приведением кинематической схемы механизмов для осуществления движения алмаза, фиг. 3 показывает вид спереди ставка для осуществления предлагаемого способа и фиг. 4 - вид станка сбоку.
Согласно изобретению, равномерный износ абразивного червяка 1 (фиг. 1) может быть достигнут, ее.ли вершины витков его будут расположены ло глобоиду А. Для этого необходим червяк в процессе шлифования зубчатого колеса 4, получающего вращение вокруг оси оправки 5, Править алмазом 24, державка 23 которого получает качательные движения вокруг оси 43, расположенной параллельно оси .оправки 5 и перпендикулярно оси 2 шпинделя червяка.
Вторым условием достижения равномерного износа червяка, согласно изобретению, является правка боковых сторон его профиля алмазом, который получает круговое движение, независимое от вращения червяка, я поступательное, сБязайНре с шагом его нарезки.
Для этого алмазы можно доме стить на наружном ободе дисков 31 (фиг. 2) 1й сообщить этим дискам вращение от отдельных двигателей. Одновременно дискам сообщается поступательное в направлении, параллельном оси 2 червяка, движение, кинематически связанное с ujaгом нарезки червяка.
Конструктивное оформление станка для нарезания зубчатых колёс с соблюдением указанных выше двух условий, составляющих сущность Н1 едлагаемого способа, показано на фиг. 3 и 4.
Абразивный червяк 1 вращается шпинделем 2, обрабатывая зубчатое. колесо 4, посажен1ное на оправке 5. Оправка эта зажата в центрах 6, 6 и получает вращение при помощи хомутика 7 и поводка 8, жёстко скреплённого с делитбтаьной шестерней 9, ведомой червяком вала 10 (фиг. 2 и 3). Последний получает вращение через соответствующие передачи от двигателя 3 (фиг. 2 и 4).
Шпиндель 2 (фиг. 4) червяка 1 монтирован в подшипниках суп орта 11, закреплённого на салазках 1.2; супорт может устанавливаться на требуемый угол наклона по шкале 13 червяком 14. Салазки 12 имеют поступательное движение вдоль направляющих стойки 15.
Стол 16 .вместе с заготовкой 4 при помощи -винта 17 может перемещат1 ся вдоль направляюших
станины 18. Со столом-16 скреплена стойка 20, на которой расположена бабка 21 верхнего центра 6. Параллельно оси заготовки 4 и перпендикулярно оси червяка 1 в стойке 20 помещён валик 43. Этот валик несёт скреплённую с ним перпендикулярно к его оси державку 23 алмаза 24. Валик 43 получает качательные возвратно-вращательные движения от передачи, помещенной, например, в стойке 20. При ЭТОМ державка 23 имеет такую конфигурацию, что оправка 5 правке шлифовального червяка 1 не препятств}ет. Правящей алмаз 24 может перемещаться вдоль оси .державки 23 при помощи градуированной головки 25.
На шлифовальном супорте 11, вверху, расположен механизм для правки боковых сторон профиля шлифовального черряка. Этот механизм может автоматически перемещаться по цилиндрическим направляющим 26 и 27 вдоль оси шлифовального шпинделя 2 от копирачервяка 28 (фиг. 3), сидящего на одной оси с заправляемым абразивным червяком. 1, при помощи полугайки 30, закреплённой в кронштейне 29. Правящие диски 31 получают самостоятельное вращение от электродвигателей 33 посредством ременной передачи.
Поворотные супорты 34, устанавливаемые на требуемый угол профиля абразивного червяка, закреплены на салазках 35. Последние посредством винта 36 могут взаимно сдвигаться и раздвигаться, а при помощи гайки 37 вместе перемещаться в одну или Другую сторону по каретке 38. Каретка 38 при помощи винта 39 и механиз.ма 40 может подаваться на заправляемый абразивный червяк I.
Шлифовальный шпиндель 2, а вместе с ним и. копир-червяк 28 получают медленное реверсивное вращение при правке абразивного червяка от электродвигателя 41 (фиг. 2). Подвод правящих дисков к абразивному червяку и. оттод их от него совершается при помощи рукоятки 42 .(фиг. 3). Выключение возвратно - поступательного днижения достигается разобщением гайки ,30 с копирам-червяком 28.
Предмет изобретения
1.Способ шлифования зубчатых колёс на зуборезном станке путём обкатки их абразивным -червяком, отличающийся тем, что вершины витков абразивного червяка, с целью его равномерного износа, на том же станке подвергают правке по глобоиду, а боковые стороны виитового профиля подвергают правке алмазом, которому сообщают круговое движение, независимое от вращения червяка, и поступательное, связанное с шагом его нарезки.
2.Станок для осуществления способа по п. 1, отличающии : я тем, что, с целью правки вершины витков абразивного червяка 1 по глобоиду, в стойке 20 стола 16, несущего обрабатываемую заготовку, помещён параллельный оси заготовки и перпендикулярный оси червяка валик 43, несущий перпендикулярно расположе1Шую к его оси державку 22 алмаза 24 и получа рщий возвратно-вращательные дв1 жеиия.
3. Станок для осуществления способа по п. 1, о т л и ч а ю щ и йс я тем, что, с целью правки боковых сторон профиля абразивного червяка, применены передвижные под действием коппрпого червяка 28 по направляющим 26, 27 шпиндели 32, несущие диски 31 с закреплёнными по наружному ободу ал азами, получающие вращение от отдельных двигателей 33.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2155128C2 |
| Способ шлифования, например, зубьев цилиндрических колес глобоидным абразивным червяком | 1955 |
|
SU103227A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
64190
- ,
-JSLVJ J Z
2
S ЫГ
I ip rii
