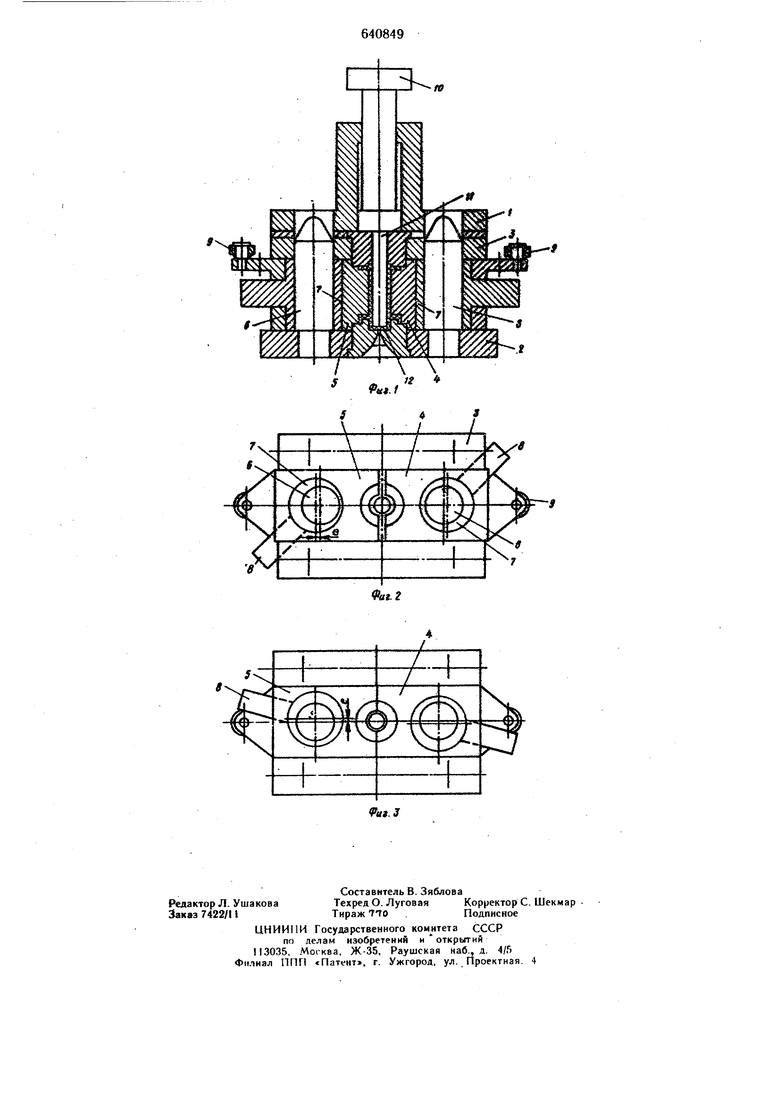
Эксцентриситет «е втулок 7 выбирается из условия самоторможения их и определяется по формуле где Rgf.. гг радиус втулки. Литьева я форма работает следующим образом. Перед инжекцией расплава литьевая фор.ма находится в сомкнутом состоянии, и полуматрицы 4 и 5 соединены вместе для образования полости впрыска материала и закрыты путем поворота при помощи рычагов 8 эксцентриковых втулок 7.В позиции инжекции расплава в литьевую форму через литниковую втулку впрыскивают материал. Усилие трения самоторможения от поворота зажатых эксцеитрико&ЫХ втулок является вполне достаточным, чтобы противостоять давлению инжектируемого расплава. После остываний материала раскрывают питьевую форму для удаления изделия 12. Для этого воздействуют на рычаги 8 и поворачивают сцеитриковые втулки 7 вокруг направляющих колонок 6 так,что они больше не воадействуют (своим утолщением) на нолуматрицы 4 и 5. В роторноконвейерноб литьевой машине воздействие па рычаги 8 осуществляют, например, при помощи й юдвнжиых кошеров при непрерывном траяспортяроагнии формы конвейером. После отпирания полуматриц 4 и 5 литниковую плиту 2 опускают, например, захватами на чертежах ме показаны), и нацравляющи« колонки 6 выходят нз полуматриц 4 и 5. Затем воздействием на ролики 9 осуществляют раздвигание полуматриц 4 и 5. Это воздействие, например, в роторноконвейерной литьевой машине легко осуществляется при помощи неподвижных копиров и при непрерывном транспортировании формы конвейером. После раздвигания полуматриц 4 .н 5 поднимают толкатель 10, н знак П выходит из готового изделия 12, которое падает в сборник (на чертежах не показан). Затем полуматрицы 4 и 5 сводят, толкатель 10 опускают в исходное положение, а плиту 2 поднимают, и направляющие колонки 6 входят в-эксцентриковые втулки 7. Рычаги 8 поворачивают так, что эксцентриковые втулки своим утолщением зажимают полуматрицы 4 н 5, после чего цикл производства изделий повторяется. Предлагаемая литьевая форма проще по конструкции и меньше по габаритам (при-, мерно в 1,4 раза) по сравнению с известной. Кроме того, форма более долговечна (в 1,6 по сравнению в известной) н надежна. Формула изобретения Литьевая форма для изготовлення изделий из полимеров, содержащая литниковую плиту с закрепленными в ней направляющими колонками, установленные на опорной плите раздвижные полуматрицы с механизмом их перемещения и направляющие втулки, взаимодействующие с направляющими колонками, отличающаяся тем, что, с целью сокращения габаритов формы, направляющие втулки выполнены эксцентриковыми н установлены в полуматрицах с возможностьк) поворота. Источники информации, принятые во внимание при экспертизе: 1.Демин Е. Н. «Справочник по Прессформам, Лениздат, 1967, с. 204. 2.Демин Е. Н. «Конструкции прессформ для пластических масс. М.-Л., «Машгиз, 1952, с. 218-219.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина для переработки реактопластов | 1980 |
|
SU870173A1 |
| Устройство для производства полимерных изделий с металлической стержневой арматурой | 1978 |
|
SU743890A1 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая пресс-форма для изготовления изделий с выступающей арматурой | 1977 |
|
SU627988A1 |
| Литьевая форма | 1975 |
|
SU557923A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1423411A1 |
| Литьевая пресс-форма | 1989 |
|
SU1680543A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |