1
Изобретение относится к области переработки пластмасс, а именно к устройствам для производства полимерных изделий с металлической стержневой арматурой.
Известно устройство для изготовления 5 полимерных изделий с автоматической подачей арматуры в форму, содержащее инжекционный цилиндр, литьевую форму, механизм смыкания формы и механизм подачи арматуры в форму 1.Ю
Известно также наиболее близкое к предлагаемому устройство для производства полимерных изделий с металлической стержневой арматурой, содержащее инжекционный цилиндр, литьевую форму, состоя- 15 щую из двух полуформ с формующей полостью, механизм смыкания формы с силовым гидроцилиндром и механизм подачи арматуры с размещенным над формой трубчатым питателем 2.20
В известном устройстве подача арматуры производится шибером через отверстие в стенке формы.
Недостатком устройства является необходимость использования в нем арматуры 25 с больщой точностью, поскольку диаметр арматуры не должен превыщать диаметра отверстия в форме и не может образовывать зазор более 0,03-0,04 мм, т. е. в противном случае в зазор затечет расплав плн 30
может произойти искривление арматуры, что нарушит работу устройства. По этим же причинам исключено использование арматуры с малопрочным покрытием (например, фосфатным) ввиду его нензбежного повреждения при проталкиванни через отверстие.
Цель изобретения - новыщение надежности работы устройства за счет ориентации арматуры.
Поставленная цель достнгается тем, что механизм подачи арматуры снабжен фиксатором, выполненным в виде установленного на трубчатом питателе поднрул иненного двунлечего рычага, регулируемым упором, закрепленным на подвнжной полуформе, взаимодействующим с двуплечим рычагом, направляющей втулкой, установленной на неподвижной полуформе соосно формующей полостн, и пластиной, закрепленной на подвнжной полуформе, прнчем расстояние между направляющей втулкой п поверхностью пластины меньще длины арматуры.
Устройство снабжено размещенными между полуформами пакетами пружин, а подвижная полуформа нодиружннеиа относительно щтока гидроцилиндра с целью исключения защемления арматуры нолуформами при их смыканнн. Закрепленная на подвижной полуформе пластнны выполнена с
зацепом с целью повышения надежности извлечения изделия.
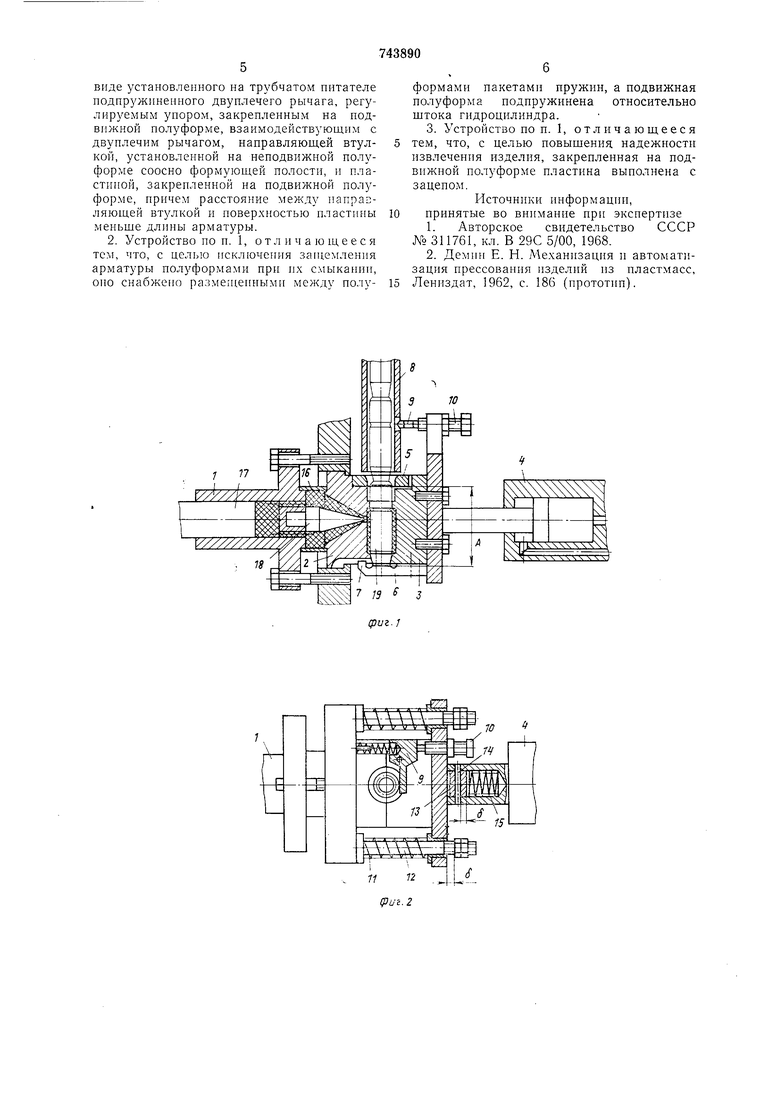
На фиг. 1 показано устройство в поперечном разрезе; на фиг. 2 - фрагмент устройства, вид сверху; на фиг. 3 - сечение форм при загрузке арматуры; на фиг. 4 - сечение форм при их размыкании.
Устройство для производства полимерных изделий с металлической стержневой армат)фой содержит (фнг. 1) инжекцнонный цилиндр 1, литьевую форму, состоящую из двух полуформ 2 и 3, в плоскости разъема которых выполиена формующая полость, механизм смыкания формы с силовым гидроцилиндром 4, мехаиизм подачи арматуры в форму.
Механизм загрузки и ориентации заготовок может быть выполнен в виде любого известного бункера с ориентирующими устройствами, применяемого для стерл невых заготовок.
Механизм подачн арматуры в форл1у выполиеи в виде укренлегнюй ио полуформе 2 соосно формующей полости направляющей втулки 5, закрепленной на противоположном торце подвижной иолуформы 3 иластинь 6 с базовой поверхностью и зацепом 7 и размещенного над формой трубчатого питателя 8. Расстояние А между направляющей втулкой 5 и базовой поверхностью пластины 6 выполнено меньще длины арматуры.
Фиксатор механизма подачи арматуры установлен на трубчатом иптателе 8 и выполнен в виде поднружиненного двуплечего рычага 9, а на подвижиой полуформе 3 закреплен регулируемый уиор 10, взаимодействующий с одним плечом рычага 9 при смыкании формы.
Механизм смыкания формы оснащен нрисиособлеинем для кратковременного останова с образованием между иолуформамн 2 и 3 зазора перед их смыканием, выполненным в виде пакетов нружин 11, установленных на стержнях 12 и размещенных между полуформами 2 и 3. Полуформа 3 установлена на щтоке гидроцилиидра 4 с возможностью осевого иеремещеиия. Для этого полуформа 3 крепится в полом щтоке гидроцплиидра 4 ири иомощи втулки 13 с пазом и пальца 14, причем втулка 13 иодпружннена пружиной 15 относительно штока.
Иижекциоипый цилиндр 1 крепится к полуформе 2 при помощи дистанционной втулки 16. Цилиндр 1 содержит нлунжер 17 и нагреваемую медную иглу 18.
Устройство для производства полимерных изделий с металлической стержневой арматурой работает следующим образом.
При работе устройства непрерывно поддерживает столю стержиевых заготовок в трубчатом питателе 8.
При подаче давления рабочей жидкости в цилиндр 4 его щток перемещает полуформу 3 до упора стержней 12 в полуформу 2,
при этом уиор 10 нажимает на рычаг 9, который поворачивается, и арматура 19 иод действием силы тяжести западает в полость формы до упора в базовую поверхность пластины 6. Длина стержней. 12 выбрана такой, чтобы между полуформами 2 и 3 оставался зазор в 0,5-1,5 мм для свободного прохода арматуры 19. В момент сопрнкосновения стержней 12 с иолуформой 2
дальнейшего сближения полуформ 2 и 3 некоторое время не происходит в виду того, что пружины 11 обладают достаточно большой жесткостью. В этот момент происходит сжатие иружпиы 15 на величину б и
перемещение втулки 13 в штоке цилиидра 4. В этот момент ироисходит кратковремеиный останов полуформы 3 для обеспечения иормального западаиия ар.матуры 19 (фиг. 3). При дальнейшем двпжеиии штока циландра 4 пружина 15 сжимается до такого .молмента, когда ее жесткость сравнивается с жесткостью пружин 1Ь Начииая с этого момеита, полуформа 3 снова начинает движение до полного смыкания полуфор.м 2 и
3. После этого производят впрыск полимерного расплава при помощи инжекциоиного цилиндра 1. После застывания расплава форму размыкают, и готовое изделие сбрасывается за счет его поворота в результате
взаимодействия с иаправляющей втулкой 5 и зацепом 7 пластины 6. Такое сбрасывание изделия в лоток (не показан) за счет его поворота исключает ирилипание изделия к стеике полуматриц и повыщает падежность
устройства.
Затем цикл нроизводства изделий повторяется.
Иcпoльзoвalи e предложеииого устройства для ироизводства иолимерных нзделнй с
металлической стержиевой арматурой иозволнт иовысить нронзводнтельность устройства за счет совмещения установки арматуры и удаления изделий с иеремешеииями иолуформ.
Так для стержиевых изделий с оболочкой в 1,5 мм из иолиэтилеиа производительность составила 60 щт./мин, тогда как иа известиом устройстве она не превышала 20 щт./мин.
Формула изобретеиия
1. Устройство для нроизводства полпмерных изделий с металлической стержневой
арматурой, содержащее ижекциониый цилиндр, литьевую форму, состоящую из двух полуформ с формующей полостью, механизм смыкания форсы с силовым гидроцилиидром и мехаиизм подачи в форму арматуры с размещенным над формующей полостью трубчатым питателе.м, отличающееся тем, что, с целью иовышення надежности работы устройства за счет ориентации арматуры, механизм подачи арматуры снабжен фиксатором, выиолиеииым в
виде установленного на трубчатом питателе подпружиненного двуплечего рычага, регулируемым упором, закрепленным на подвижной полуформе, взаимодействующим с двуплечим рычагом, направляющей втулкой, установленной на неподвижной полуформе соосно формующей полости, и пластиной, закрепленной на подвижной полуформе, нричем расстояние между направляющей втулкой и поверхностью пластины меиьще длины арматуры.
2. Устройство поп. 1, отличающееся тем, что, с пелью исключения заиюмления арматуры полуформами при их смыкании, оно снабжено размеи еинымн между полуформами пакетами пружин, а подвижная полуформа подпружинена относительно щтока гидроцилиндра.
3. Устройство по п. 1, отличающееся тем, что, с целью повыщения надежности извлечения изделия, закрепленная на подвижной иолуформе пластина выполнена с зацепом.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 311761, кл. В 29С 5/00, 1968.
2.Демин Е. Н. Механизация и автоматизация прессования изделий из пластмасс, Лениздат, 1962, с. 186 (ирототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Устройство для изготовления изделий из вспененных материалов | 1978 |
|
SU749676A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ издЕлийЕ ;из | 1972 |
|
SU331911A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1388317A1 |
| Литьевая форма для изготовления полимерных изделий с проволочной арматурой | 1977 |
|
SU727470A1 |
| Устройство для запирания полуформ | 1974 |
|
SU519278A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| ИЗОБРЕТЕНИЯ | 1973 |
|
SU394224A1 |

