Изобретение относится к области переработки пластмасс в изделия и может быть использовано для получения изделий с выступающей арматурой в электро - и радаотехнической промышленности.
Известна конструкция пресс-форма для изготовления из пластмасс изделий с выступающей арматурой, содержащей основание, .литниковую плиту, матрицу с размешенными в ней фиксирующими арматуру вкладышами, одна из стенок которых выполнена наклонной к оси пресс-формы и об{зазует суживающуюся полость 1.,
В известной пресс-форме изготавливаемые радио - и электротехнические изделия содержат количество арматуры, как правило, не менее двух. Одиако в известной пресс-форме нельзя однощ)еменно закладывать арматуру, различную по толщине.
Наиболее близкой к изобретению по технической сущности и достигаемому ре.зультату,является литьевая пресс-форма для. изготовления изделий с выстулаюшей арматурой, содержащая плиты полуматриц, размещенные в плите полуматрицы вставки для фиксации арматуры и воздействующий на вставки упругий элемент в виде пружины 2.
В известной пресс-форме под каждой
вставкой для фиксации арматуры расположена пружина, что усложняет ее конструкцию.
Цель изобретения - упрощение конструкции пресс-формьи
Это достигается тем, что пресс-форма снабжена кс «шенсируюшим элемен- том, размещенным в плите полу матрицы между вставками и упругими элементами и выполненным в, виде стальных закаленных шариков, а на поверхности вставок, контактирующих с арматурой, выполнены профильные канавки.
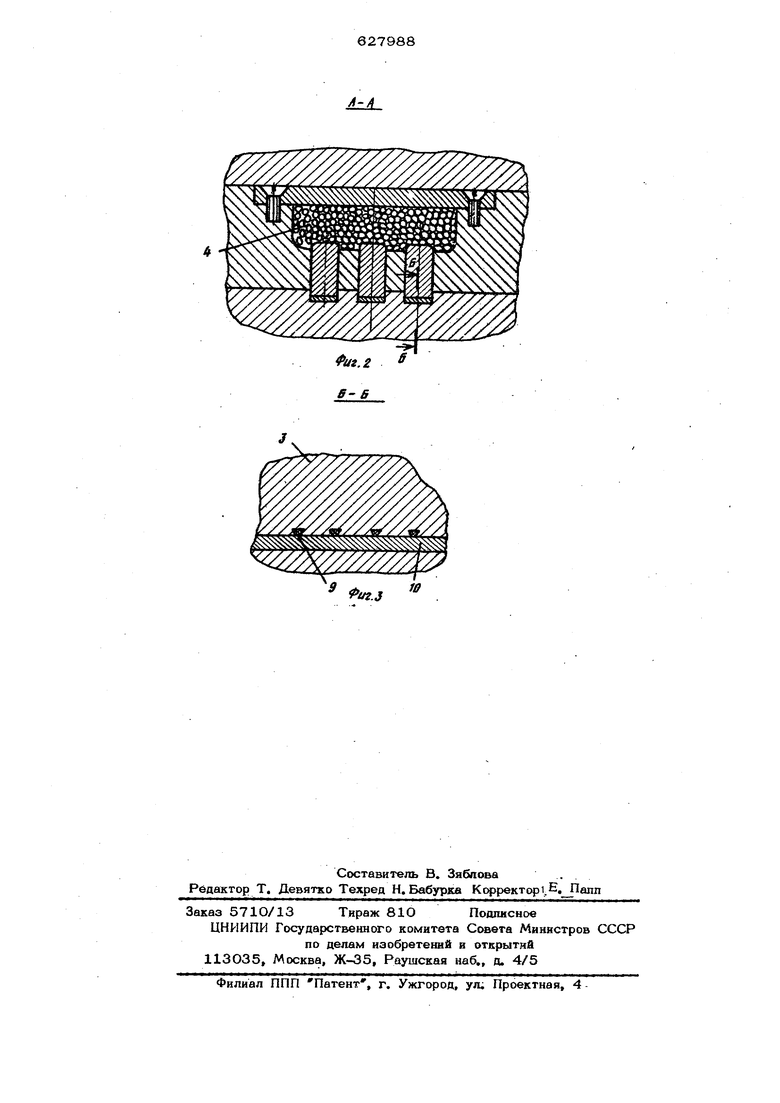
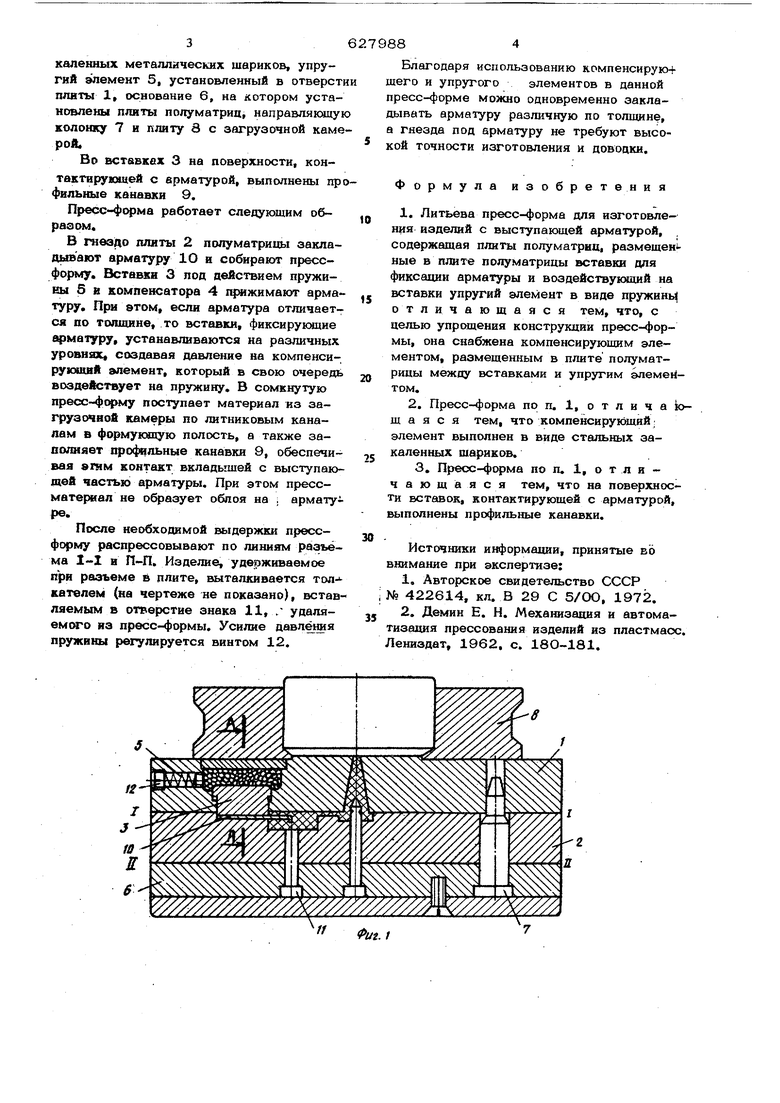
На фиг. 1 показан продольный разрез формы; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 2.
Литьевая пресс-форма содержит плиты 1 Е 2 лолуматриц, вставки 3, размещенные в плите 1 полуматрицы, компенсирующий элемент 4, выполненный в виде закаленных металлических шариков, упругий элемент 5, установленный в отверст плиты 1, основание 6, на котором установлены плиты полуматриц, направляющу колонку 7 и плиту 8 с загрузочной каме рой. Во BCTSBKfiX 3 на поверхности, контактирующей с арматурой, выполнены пр фильные канавки 9. Пресс-форма работает следующим образом. В гнездо плиты 2 полуматрицы закладывают арматуру 10 и собирают прессформу. Вставки 3 под действием пружины 5 и компенсатора 4 прижимают арматуру. При 8ТОМ, если арматура отличается по толщине, то вставки, фиксирукяцие арматуру, устанавливаются на различных уровнях ссодавая давление на компенсирующий алемент, который в свою очередь воздействует на пружину. В сомкнутую пресс-форму поступает материал из загрузочной камеры по литниковым каналам в формуюЕцую полость, а также заполняет профильные канавки 9, обеспечивая 8ГИМ контакт вкладышей с выступающей частью арматуры. При этом прессматериал не образует облоя на ; арматур ре. После необходимой выдержки прессформу распрессовывают по линиям разъёма 1-1 и П-П. Изделие, удерживаемое при разъеме в плите, выталкивается толкателем (на чертеже не показано), вставляемым в отверстие знака 11, / удаляeMwo из пресс-формы. Усилие давлёгая пружины регулируется винтом 12.
X
Фиг. t 84 Благодаря использованию компенсирую его и упругого элементов в данной ресс-форме можно одновременно заклаывать арматуру различную по толщину, гнезда под арматуру не требуют высоой точности изготовления и доводки. Формула изобретения 1. Литьева пресс-форма для изготовления изделий с выступающей арматурой, содержащая плиты полуматриц, размещенные в плите полуматрицы вставки для фиксации арматуры и воздействующий на вставки упругий элемент в виде пружинц отличающаяся тем, что, с целью упрощения конструкции пресс-формы, она снабжена компенсирующим элементом, размещенным в плите полуматрицы между вставками и упругим элемейтом. 2. Пресс-форма по п. 1, о т л и ч а а я с я тем, что компенсирукиций; элемент выполнен в виде стальных закаленных шариков. 3. Пресс-форма по п. 1, отличающаяся тем, что на поверхности вставок, контактирующей с арматурой, шолнены профильные канавки. Источники информации, принятые во нимание при экспершзе: 1.Авторское свидетельство СССР 422614, кл. В 29 С 5/ОО, 1972. 2.Демин Е. Н. Механизация и автомаиза шя прессования изделий из пластмасс, ениздат, 1962. с. 18О-181.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрением из полимеров | 1977 |
|
SU704803A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| КОМПЕНСИРУЮЩИЙ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ИСПОЛЬЗОВАНИЯ С СИСТЕМОЙ ЛИТЬЯ И СИСТЕМА ЛИТЬЯ, СОДЕРЖАЩАЯ КОМПЕНСИРУЮЩИЙ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2424902C1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| КОМПЕНСИРУЮЩИЙ ПАКЕТ ПРЕСС-ФОРМЫ И СПОСОБ ВЫРАВНИВАНИЯ КОМПЕНСИРУЮЩЕГО ПАКЕТА ПРЕСС-ФОРМЫ | 2008 |
|
RU2424897C1 |