сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1243953A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| СЕСОЮЗНАЯ МШТаО-ТШйЧЕС^Д!•ИБлиотгид | 1971 |
|
SU319487A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |
Изобретение относится к технологической оснастке для переработки пластмасс литьем под давлением. Цель изобретения - повышение надежности в эксплуатации путем дополнительного поджатия плиты выталкивателей. Для этого пресс-форма снабжена по меньшей мере двумя направляющими колонками, рабочие концы которых выполнены со скосами и лысками на поверхности, обращенной к короткому плечу углового рычага, а другие концы колонки жестко соединены с неподвижной плитой. 5 ил.
Изобретение относится к технологической оснастке для переработки пластмасс литьем под давлением.
Цель изобретения - повышение надежности в эксплуатации путем поджатия плиты выталкивателей.
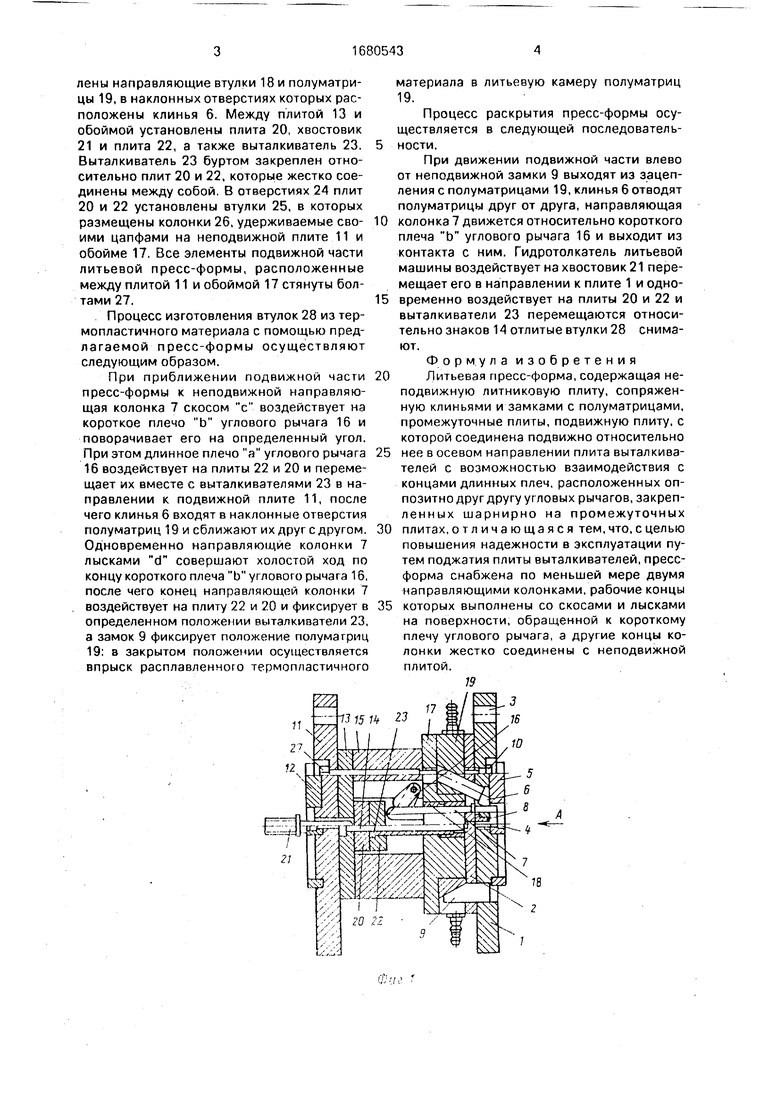
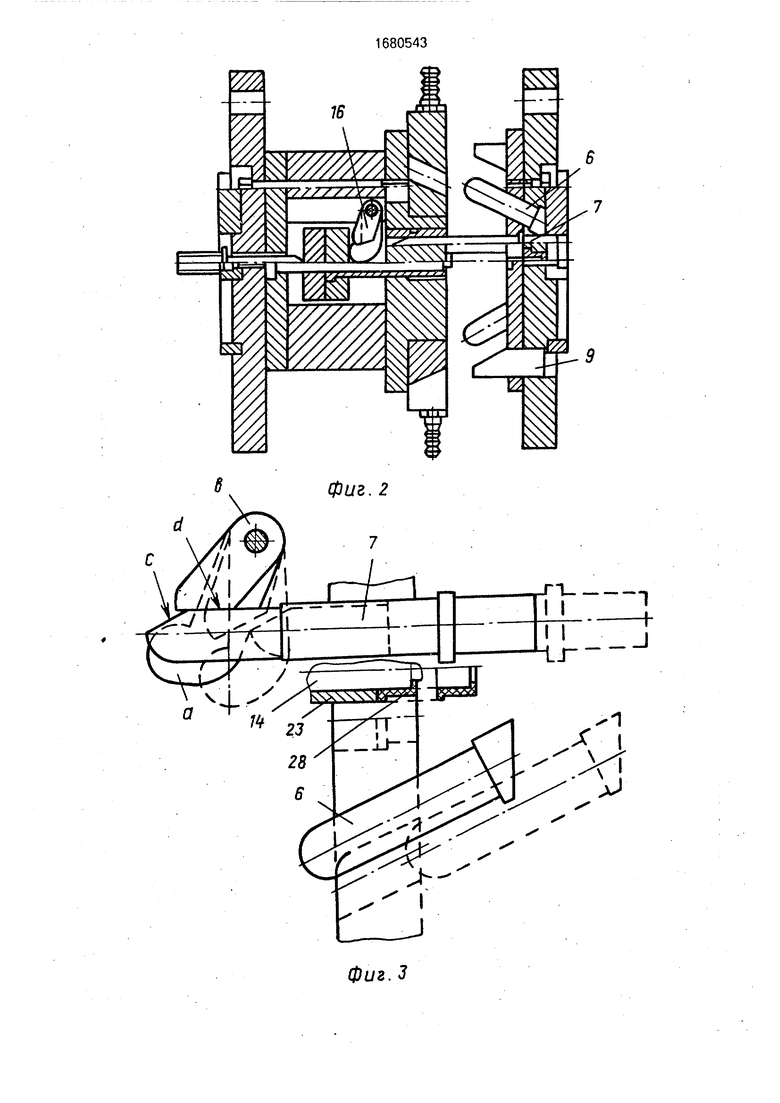
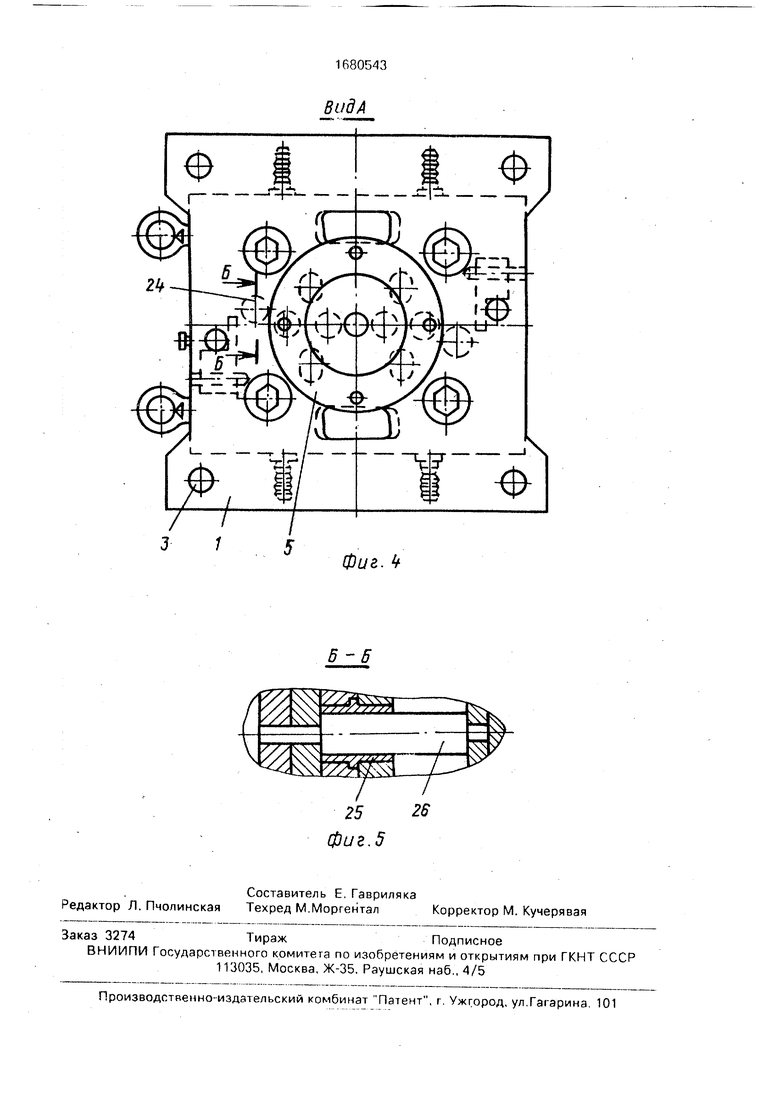
На фиг. 1 изображена пресс-форма в сборке, разрез; на фиг. 2 - то же, плиты разведены; на фиг. 3 -узел пресс-формы; на фиг. 4 - вид А на фиг. 1; на фиг. 5 - разрез Б-Б на фиг. 4.
Литьевая пресс-форма содержит подвижную и неподвижную части.
Неподвижная часть состоит из плиты крепления 1 и литниковой плиты 2. По периметру плиты 1 выполнены сквозные отверстия 3 для крепления пресс-формы к литьевой машине К торцу плиты 1 присоединен с наружной стороны винтами 4 фланец. К плите 1 присоединены также клинья 6, выступающие во внутреннюю полость пресс-формы, направляющие колонки
7, которые соединены с плитой 1, литниковая втулка 8 и замки 9, поджатые литниковой плитой 2 при помощи болтов 10 к плите 1.
Подвижная часть литьевой пресс-формы включает в себя плиту 11, фланец 12, присоединенный к наружной торцовой поверхности плиты 11, плиту 13, в которой установлены оформляющие знаки 14, промежуточные плиты 15, к которым шарнирно присоединены размещенные оппозитно друг другу угловые рычаги 16 с длинным плечом а и коротким плечом Ь. Рабочие части направляющих колонок 7, обращенные внутрь пресс-формы, выполнены со скосом с и лыской d на боковой поверхности, обращенной к короткому плечу Ь углового рычага 16с возможностью взаимодействия с ним при приближении подвижной части пресс-формы к неподвижной. В обойме 17, также входящей в подвижную часть пресс-формы, установо
00
о ел
Јь
ы
лены направляющие втулки 18 и полуматрицы 19, в наклонных отверстиях которых расположены клинья 6. Между плитой 13 и обоймой установлены плита 20, хвостовик 21 и плита 22, а также выталкиватель 23. Выталкиватель 23 буртом закреплен относительно плит 20 и 22, которые жестко соединены между собой В отверстиях 24 плит 20 и 22 установлены втулки 25, в которых размещены колонки 26, удерживаемые сво- ими цапфами на неподвижной плите 11 и обойме 17, Все элементы подвижной части литьевой пресс-формы, расположенные между плитой 11 и обоймой 17 стянуты болтами 27.
Процесс изготовления втулок 28 из термопластичного материала с помощью предлагаемой пресс-формы осуществляют следующим образом.
При приближении подвижной части пресс-формы к неподвижной направляющая колонка 7 скосом с воздействует на короткое плечо Ь углового рычага 16 и поворачивает его на определенный угол. При этом длинное плечо а углового рычага 16 воздействует на плиты 22 и 20 и перемещает их вместе с выталкивателями 23 в направлении к подвижной плите 11, после чего клинья 6 входят в наклонные отверстия полуматриц 19 и сближают их друг с другом. Одновременно направляющие колонки 7 лысками d совершают холостой ход по концу короткого плеча Ь углового рычага 16, после чего конец направляющей колонки 7 воздействует на плиту 22 и 20 и фиксирует в определенном положении выталкиватели 23, а замок 9 фиксирует положение полумагриц 19: в закрытом положении осуществляется впрыск расплавленного термопластичного
п
материала в литьевую камеру полуматриц 19.
Процесс раскрытия пресс-формы осуществляется в следующей последовательности.
При движении подвижной части влево от неподвижной замки 9 выходят из зацепления с полуматрицами 19, клинья 6 отводят полуматрицы друг от друга, направляющая колонка 7 движется относительно короткого плеча Ь углового рычага 16 и выходит из контакта с ним. Гидротолкатель литьевой машины воздействует на хвостовик 21 перемещает его в направлении к плите 1 и одновременно воздействует на плиты 20 и 22 и выталкиватели 23 перемещаются относительно знаков 14 отлитые втулки 28 снимают.
Формула изобретения
Литьевая пресс-форма, содержащая неподвижную литниковую плиту, сопряженную клиньями и замками с полуматрицами, промежуточные плигы, подвижную плиту, с которой соединена подвижно относительно нее в осевом направлении плита выталкивателей с возможностью взаимодействия с концами длинных плеч, расположенных оп- позитно друг другу угловых рычагов, закреп- ленных шарнирно на промежуточных плитах, отличающаяся тем, что. с целью повышения надежности в эксплуатации путем поджатия плиты выталкивателей, пресс- форма снабжена по меньшей мере двумя направляющими колонками, рабочие концы которых выполнены со скосами и лысками на поверхности, обращенной к короткому плечу углового рычага, а другие концы колонки жестко соединены с неподвижной плитой.
75
А
i
S
Фиг. J
V
Б-Б
Фиг. b
| СЕСОЮЗНАЯ МШТаО-ТШйЧЕС^Д!•ИБлиотгид | 0 |
|
SU319487A1 |
| «л | |||
| Солесос | 1922 |
|
SU29A1 |
