Уже из-вестно придание формам к другим формующим стеклянные изделия деталям конфигурации, обеспечивающей надлежащее распределение тепловых потоков в толще получаемого изделия.
Предлагаемое устройство для изготовления таблеток кз стекломассы, состоящее из поддона, матрацы и пуанссна, снабжённых скосами, вырезами и т. п. для обеспечения равномерного прогрева таб.петпк, имеет ту особенность, что для дополнительного обогрева пуансона и матрицы предназначены приборы-обогреватели, заложенные в канавки, расположенные по обводам матрицы и пуансона. Кроме того, для лучшего соблюдения требований изотермии в толще изготовляемой таблетки, соответственно подобраны конфигурация К материалы для отдельных деталей устройства.
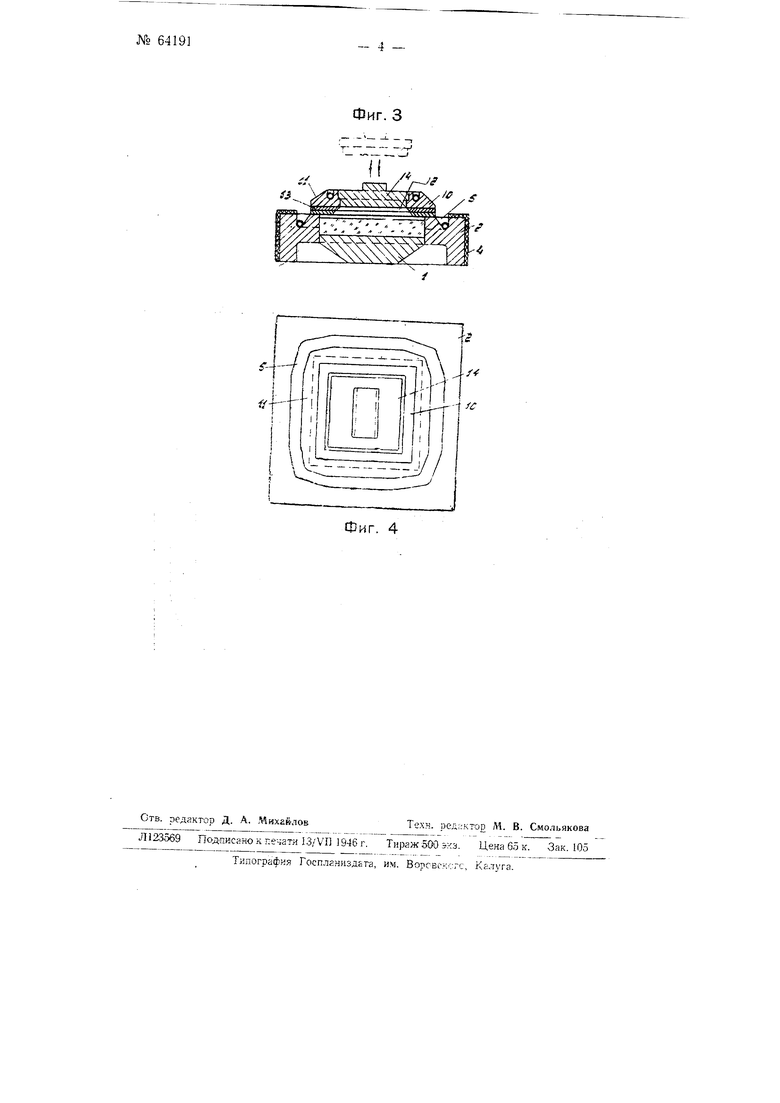
На чертеже фиг., изображает продольный раз-рез примерной формы выполнения устройства для изготовлени я таблеток из стекломассы по методу прессования, фиг. 2- вид сверху устройства . по фиг, 1, фиг. 3 - продольный разрез устройства для изготовления таблеток по методу литья из стекломассы, фиг. 4 - влд сверху на устройстве но фиг. 3.
Конструкция предлагаемого устройства разработана и рассчитана с учётом необходимости надлежащего .распределения теп.товых потоков в толще изготовляемой таблетки, исходя из ус.ювия соблюдгенпя изотермии в ней при формовании. Принцип, положенный в основу конструкции, может быть использован при фор аирован«н стекла по любому 1КЗ известных етодов -прессовался, литья, вытягивания, прокатки А- выдувания.
При разработке устройства учтено, что его детали, в связи с особенностями тепловых потоков в толще таблетки и других стекляпных изделий при их фо1рмовании, должны удовлетворять следующим требованиям:
1) так как у краёв формуемого сгеклянного изделия «а единицу его объёма приходится больщая площадь теплопередачею (за счёт боковых стенок), чем в средне части изделия, то толщина поддонов, пуансснов, катков и т. п. по мере приближения к краям и углам изделия, должна постепенно (в соответствие- с конфигурацией изделия) уменьшаться с таким расчётом, что бы уменьшить и замедлить возл этих мест отвод тепла от изделия 2) так как на отдельных участках тех же деталей тепловой поток неравномерен, то следует вводить кскусственный обогрев или охлаж дение отдельнь1Х деталей или участ ков формы, или же непосредственно самого стеклянного изделия; 3)соответственно н. 2 может иногда применяться в соответствующих местах теплоизоляция - для достижения более ; правильного потока тепла в форме; 4)для тех же целей могут применяться, в-случае надобности, в качестве материала для различных частей формы, различные по своим физическим сво-йствам. (теплоёмкость, теплопроводность и т. д.) материалы. Поддон 1 и пуансон 3 устройства (фиг. 1-2) имеют скосы 7-8, сделанные с целью лучшего прогрева поддона и пуансона возле краёв и углов. В пуансоне 3 « матрице 2 сделаны по их обводам канавки 5 JH 6, в которые уложены приборыобогреватели, например, нихромовые и т. п. спирали, для дополнительпого обогрева пуансона и матрицы, особенно, внутренней кромки последней. Внутренняя кромка матрицы 2 выполнена утонённой в верхней части и к углам матрицы. Сделано это с целью лучшего прогрева вверху кромки « углов матрицы, а, следовательно, и верхнего ребра таблетки. Снизу матрица 2 имеет вырезы 9 для уменьшения отвода тепла от нижнего ребра таблетки. облегчить повышение температуры матрицы (для обеспечения изотермия изделия температура матрицы должна быть выше, чем температура поддона и пуансона), она снаружи покрыта теплоизоляцией 4, Материалом для изготовления поддона HI пуансона служит жароупорная сталь, матрица же может быть сделана, для уменьшения скорости отвода тепла от изделия, не из металла, а из керамической массы. Опыты показали, что температура всех деталей устройства по фиг. 1-2, т. е. пуансона, поддона и матрицы, поддерживалась в среднем на уровне около 500 причём поддок и пуансон имели у краёв температуру более высокую (на 5-10), чем iB центре, и средняя те-лшература матрицы была несколько выше температуры остальных деталей. Изготовленные в этих условиях таблетки отличались полной геометричностью, нисколько не уступая по точности воспроизведения заданных контуров шлифованным таблеткам. Достигнуто было также полное р авновесие внутренние напряжений, доказательством чему служит, например, тот факт, что из партии в 1800 штук таблеток ни одна не растрескалась при остывании на воздухе. 250 штук таблеток ИЗ этой партии были пропуш,ены в неотожжённом виде через шлифовку и полировку, причём и в этом случае не было зарегестрировапо пи одного случая растрескивания таблетки. Конструкция устройства для получения таблеток методом литья отличается от вышеописанной конструкции устройства тем, что вместо пуансона применена искусственно обогреваемая крышка 10 со скосами 11 (фиг. 3-4), накладываемая на матрицу 2 непосредственно после заливки в неё стекломассы, причём между таблеткой и крышкой 10 оставлен воздушный прослоек 12, играющий роль тепловой подушки. При этих условиях происходит равномерное распределение тепла над поверхностью таблетки и хорошее заполнение по поддону стекломассы. Для равномерной теплоотдачи от краёв таблеткИ между крышкой 10 « матрицей 2 вставлены скошенные внутрь шайбы 13. Для регули: рования остывания таблетки крышка 10 снабжена отъёмной плитой 14. Подняв плиту, легко можно остигнуть требуемого условиями зотермии более интенсивного отвода тепла от центральной части аблетки, вследствие доступа наужного воздуха. Благо1даря нали ию шайб 13, воздушная прослойка, тделяющая поверхность стекляного изделия от нижней поверхности плиты, по мере приближения к центральной части таблетки, увеличивается, что способствует более спокойному остываишо таблетки.
Предмет изобретения
1.Устройство для Изготовления таблеток из стекломассы, состояи;ее из поддона, матрицы и пуансона, снабжённых скосами, .вырезами и т. п. для обеспечения равномерного прогрева таблетки, отличающееся тем, что для дополнительного обогрева пуансона и матрицы предназначены приборы-обогреватели, заложенные в канавки 5-б, расположенные по обводам матрицы и пуансона.
2.Устройство по п. 1, отличающееся тем, что для лучщего прогрева краёв матрицы её внутренняя кромка выполнена утонённой в Bepxneii части и к углам матрицы.
п. 1-2, отли3.Устройство по что матрица чающееся тем, снаружи снабжена
теплоизоляцией.
п. 1, отлича4.Устройство по в случае изгою щ е е с я тем, что товления таблеток
методом литья, для равномерного распределения
тецла над поверхностью таблетки между -..крышкой 10 устройства и таблеткой р.ст:авлеп воздушньп прослоек
5.Устройство по п. 4, о т л и ч аю ГЦ, е е с я тем, что для равномерной теплоотдачи от краёв таблетки между крыщкой и матрицей вставлены скощенные внутрь щайбы 13.
6.Устройство по п. 4, о т л и ч аю щ е е с я тем, что для регулирования остывания таблетки крыщка снабжена отъёмной плитой 14.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ НА ОСНОВЕ СТЕКЛА | 2003 |
|
RU2243900C1 |
| Устройство для аккумулирования и передачи тепла | 1991 |
|
SU1790400A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097342C1 |
| УНИВЕРСАЛЬНЫЙ ТЕРМОСТЕНД ДЛЯ ФОРМОВАНИЯ И ПРОГРЕВА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2685609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОННЫХ МАССИВОВ, ИЗДЕЛИЙ, ДЕТАЛЕЙ И ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211195C2 |
| СПОСОБ ПОЛУЧЕНИЯ БУЛЬОННЫХ ТАБЛЕТОК | 2012 |
|
RU2597228C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
| Пневматическое устройство для перемещения поддонов | 1990 |
|
SU1772433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СГОРАЕМОГО ИСТОЧНИКА ТЕПЛА С БАРЬЕРОМ | 2013 |
|
RU2632280C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2121904C1 |
/3
ь
f
Фиг. 3
I
i I
Фиг. 4
