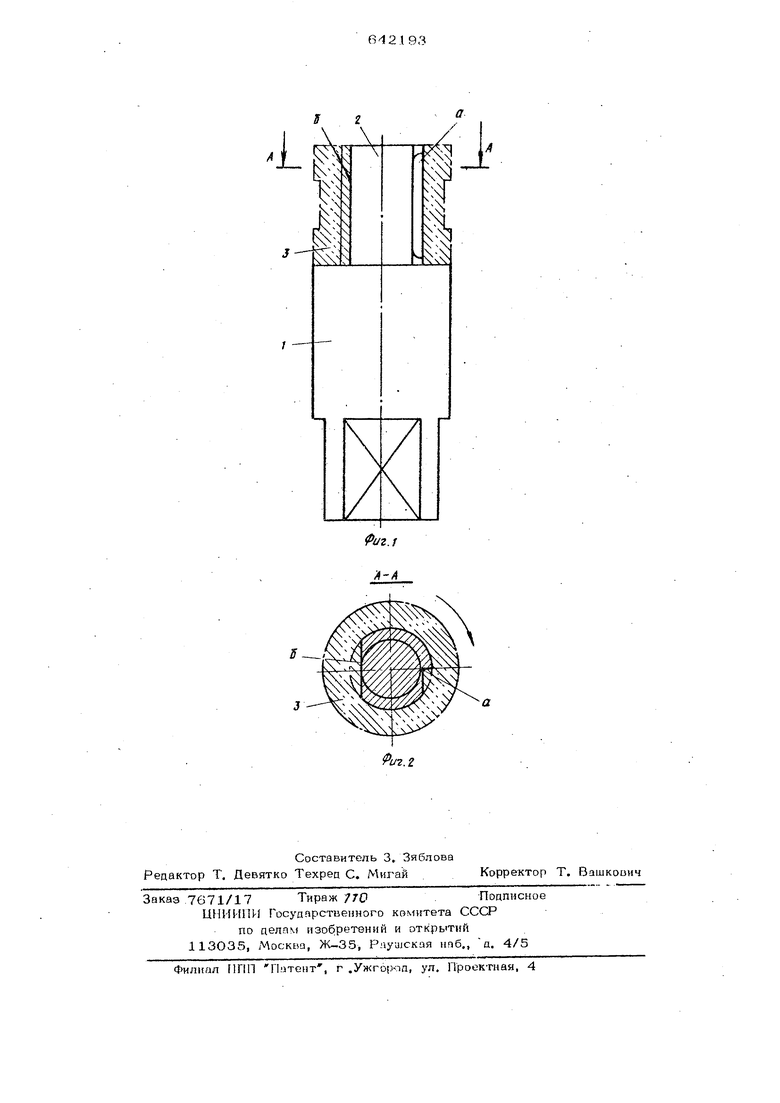
филя резьбы, и максимальное расстояние от лыски до наружного пипметра резьбы стержня равно высоте профиля резьбы. На фиг. 1 изображен резьбовой стержень с установленной на нем резьбосодержашей арматурой; на фиг, 2 - разрез А-А на фиг, 1. Резьбовой стержень содержит посадочную часть 1 и резьбовую часть 2 , На резьбовой части выполнен продольный паз О и лыска о . На резьбовую часть стержня установлена арматура с резьбой 3 , Работа резьбового зна ка осуществляется следующим образом. Резьбосодержащую арматуру 3 навертывают на резьбовую часть 2 знака до упора в посадочную часть стержня Стержень с арматурой устанавливают в пресс-форму. Далее следует прессование, при котором 1прессуемый материал под действием давления проникает в зазор по резьбе между арматурой и стержнем, а также заполняет полости, образованные лыской (f и пазом О причем паз заполняется частично, всле ствие того, что он выполнен глухим и не сообщается с оформляющей полостью и имеет длину, меньшую, чем вьгсота резьбосодержащей арматуры. Усилие, воз)шкающее вследствие давления пресс-материала на резьбовой стержень со стороны лыскй, пропорционально ее площади и больше, чем усилие действующее на него со стороны продольного паза. Е ледствие разности усилий стенка паза, расположенгшя по радиусу, образует режущую кромку, кот рая остается прижатой до окончания процесса прессования. После извлечения отлитого изделия с резьбовым стержнем из гфесс-формы, .стержни вьшорачивают из отливки. При вы вертывании стержней происходит зачист ка резьбы в арматуре от облоя режу- щей кромкой стержня. Далее резьбовой стержень освобождается от остатков пресо-материала и используется для следующего цикла прессования. Благодаря наличию у резьбового сте жня продольного паза и лыски, выполне ной со стороны, противоположной расположению продольного паза, обеспечивается зачистка и калибровка резьбы в рез11босодержа цей арматуре при вывертывании из нее резьбового стержня, 34 то обеспечивает стабильность размеровезьбы, улучшает электрический контакт соединениях, повышает качество издеий в пелом, так как полученная резьба е содержит облоя. Зачистка резьбы аратуры с помощью резьбового стержня исключает возможность снятия антикорозионного покрытия арматуры. Формула изобретения 1.Резьбовой стержень для изготовления изделий из полимеров с резьбосодер- жащей арматурой, содержащий посадочную часть и резьбовую часть для фиксации арматуры, отличающ и и с я тем, что, с целью повьпиения производительности путем удаления облоя с резьбовой части арматур-ы при вывертывании резьбового стержня, на резьбовой части стержня выполнен продольный паз, одна стенка которого расположена по радиусу и обрашена в cTt рону вращения резьбового стержня при его вывертывании, а другая стенка расположена перпендикулярно ей. 2.Стержень по п. 1, отличающийся тем, что, с целью повышения эффективности удаления облоя, на резьбовой части стержня со стороны противоположной расположению продольного паза вьшолнена лыска, площадь поверхности которой превышает площадь поверхностей паза, 3.Стержень по п. 1, о т л и ч а ю щ и и с я уем, что продольный паз вьшолнен глухим и имеет длину, меньшую высоты арматуры. 4.Стержень по пп. 1 и 2, о т личающийс я тем, что продоль-, ный паз выполнен -на глубину, равную высоте профиля резьбы, и максимальное расстояние от лыски до наружного диаметра резьбы стержня равно высоте профиля резьбы. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 262372, кл. В 29 С 1/00, 1971. 2.Лейкин И. И. Конструирование пресс-форм для изделий из пластических масс. Изд. Машиностроение, М,,Л., 1966, с, 5О-55.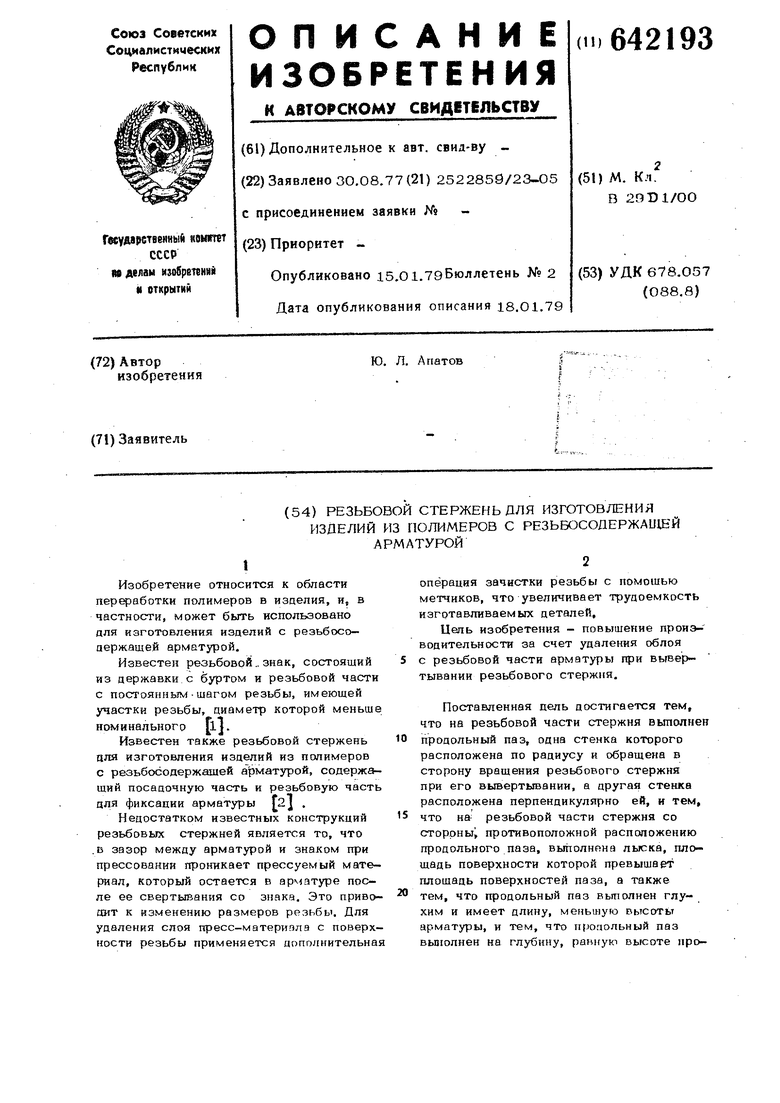
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовой стержень для изготовления изделий с резьбосодержащей арматурой | 1990 |
|
SU1698084A1 |
| Дентальный имплантат и способ его изготовления | 2015 |
|
RU2624169C2 |
| МЕЖЭТАЖНЫЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2023 |
|
RU2820372C1 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ ДЮБЕЛЬНОЙ СИСТЕМЫ | 2023 |
|
RU2815463C1 |
| СИСТЕМА СОЕДИНЕНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2398139C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБЫ НА РИФЛЕНОМ СТЕРЖНЕ | 1994 |
|
RU2100128C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ОТЛИВОК С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1999 |
|
RU2164837C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ ДВЕРИ | 2006 |
|
RU2312196C1 |
| ШТОК СОСТАВНОГО ДИФФЕРЕНЦИАЛЬНОГО ПОРШНЯ | 2013 |
|
RU2563873C2 |
| СПОСОБ ИЗМЕРЕНИЯ УСИЛИЯ В РАБОЧЕЙ СТЕРЖНЕВОЙ АРМАТУРЕ ЖЕЛЕЗОБЕТОННОГО СООРУЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2191990C1 |