Изобретение относится к литейному производству, в частности к пресс-формам литья по выплавляемым моделям отливок с внутренней резьбой
Известна пресс-форма для литья под давлением отливок с внутренней прерванной резьбой (а.с. N 531642, B 22 D 17/22, 26.10.76).
Известная пресc-форма содержит подвижную матрицу, неподвижную матрицу, промежуточную плиту, резьбовой стержень, на боковой поверхности которого выполнены продольные пазы и копировальный паз, в который входит ведущий штифт, расположенный в блоке выталкивания. Резьбовой стержень в нижней части снабжен хвостовиком с резьбой, который входит в неподвижно установленную резьбовую втулку, размещенную в блоке выталкивания и зафиксированную от проворота. Хвостовик и резьбовая втулка представляют собой копировальную пару.
Однако известная пресс-форма представляет собой устройство, в котором разъединены копировальная пара и формообразующий профиль стержня, что при изготовлении раздельных элементов дает погрешность и увеличивает трудоемкость.
Кроме того, в известной пресс-форме резьба изделия представляет собой прерванную винтовую линию, что снижает силовые и эксплуатационные характеристики изделия.
Возможно получение лишь сквозной резьбы.
Заявляемое техническое решение направлено на повышение надежности работы пресс-формы, на увеличение точности профиля изделия и силовых характеристик, а также на расширение технологических возможностей пресс-формы
Для этого пресс-форма для литья по выплавляемым моделям отливок с внутренней резьбой, содержащая подвижную матрицу, неподвижную матрицу, промежуточную плиту, блок выталкивания, резьбовой стержень, входящий в зацепление с резьбовой втулкой, зафиксированной от проворота, и штырь, находящийся в зацеплении с винтовым пазом, выполненным на боковой поверхности резьбового стержня, снабжена направляющей втулкой, расположенной в блоке выталкивания, и дополнительным штырем, входящим в зацепление с дополнительным винтовым пазом, выполненным на боковой поверхности резьбового стержня, при этом резьбовой стержень установлен в направляющей втулке, штыри жестко закреплены на боковой поверхности направляющей втулки, а резьбовая втулка закреплена в неподвижной матрице и зафиксирована от проворота промежуточной плитой.
На чертеже изображена пресс-форма в разрезе.
Пресс-форма для литья по выплавляемым моделям отливок с внутренней резьбой содержит подвижную матрицу 1, неподвижную матрицу 2, промежуточную плиту 3 и блок выталкивания, состоящий из плиты 4 выталкивания и плиты 5 прижимной.
В неподвижной матрице 2 закреплена резьбовая втулка 6, зафиксированная от проворота промежуточной плитой 3.
В блоке выталкивания, в плитах 4 и 5, размещена направляющая втулка 7 с двумя жестко закрепленными в ее боковой поверхности штырями 8 и с установленным в ней же резьбовым стержнем 9.
Резьбовой стержень 9 находится в зацеплении с резьбовой втулкой 6 и со штырями 8 направляющей втулки 7. Для зацепления резьбового стержня 9 со штырями 8 на боковой поверхности резьбового стержня 9 выполнены винтовые павы 10, которые для удобства сборки в хвостовой части стержня 9 плавно переходят в продольные пазы.
Пресс-форма работает следующим образом.
При раскрытии пресс-формы блок выталкивания (плиты 4 и 5) перемещается в продольном направлении относительно резьбового стержня 9. При этом направляющая втулка 7 со штырями 8 движется в продольном направлении. Штыри 8, находящиеся в зацеплении с винтовыми пазами 10 резьбового стержня 9, приводят последний во вращательное движение, заставляя его выворачиваться из отливки по резьбовой втулке 6 с шагом, соответствующим резьбовому шагу отливки.
Таким образом, поступательное движение блока выталкивания преобразуется во вращательное движение резьбового стержня.
При закрытии пресс-формы работа осуществляется в обратной последовательности.
Преимущества заявляемого технического решения заключаются в том, что при отсутствии стержней сегментного сечения повышается надежность пресс-формы; при совмещении копировальной пары и формообразующего профиля увеличивается точность профиля изделия; за счет отсутствия прерванной резьбы улучшаются силовые характеристики изделия, а возможность получения сквозной резьбы и резьбы в "глухом" изделии свидетельствует о расширении технологических возможностей пресс-формы
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| ЛИТЕЙНАЯ ФОРМА | 1992 |
|
RU2025207C1 |
| Пресс-форма для изготовления восковой полой модели с винтовым пазом | 1982 |
|
SU1018793A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ЛИТЕЙНОЙ ФОРМЫ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1991 |
|
RU2030241C1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1982 |
|
SU1047586A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ | 1992 |
|
RU2043852C1 |
| КАМЕРА ПРЕССОВАНИЯ ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2001 |
|
RU2205725C2 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1985 |
|
SU1256854A1 |
Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям отливок с внутренней резьбой. Пресс-форма содержит резьбовой стержень, на боковой поверхности которого выполнены винтовые пазы. В промежуточной плите закреплена резьбовая втулка, а в блоке выталкивания - направляющая втулка. В направляющей втулке закреплены штыри, находящиеся в зацеплении с винтовыми пазами стержня. При раскрытии пресс-формы блок выталкивания перемещается относительно резьбового стержня. При этом направляющая втулка движется продольно, и штыри приводят стержень во вращательное движение, заставляя его выворачиваться из отливки. Благодаря совмещению копировальной пары и формообразующего профиля обеспечивается повышение надежности пресс-формы и увеличение точности профиля изделия, расширяются технологические возможности пресс-формы. 1 ил.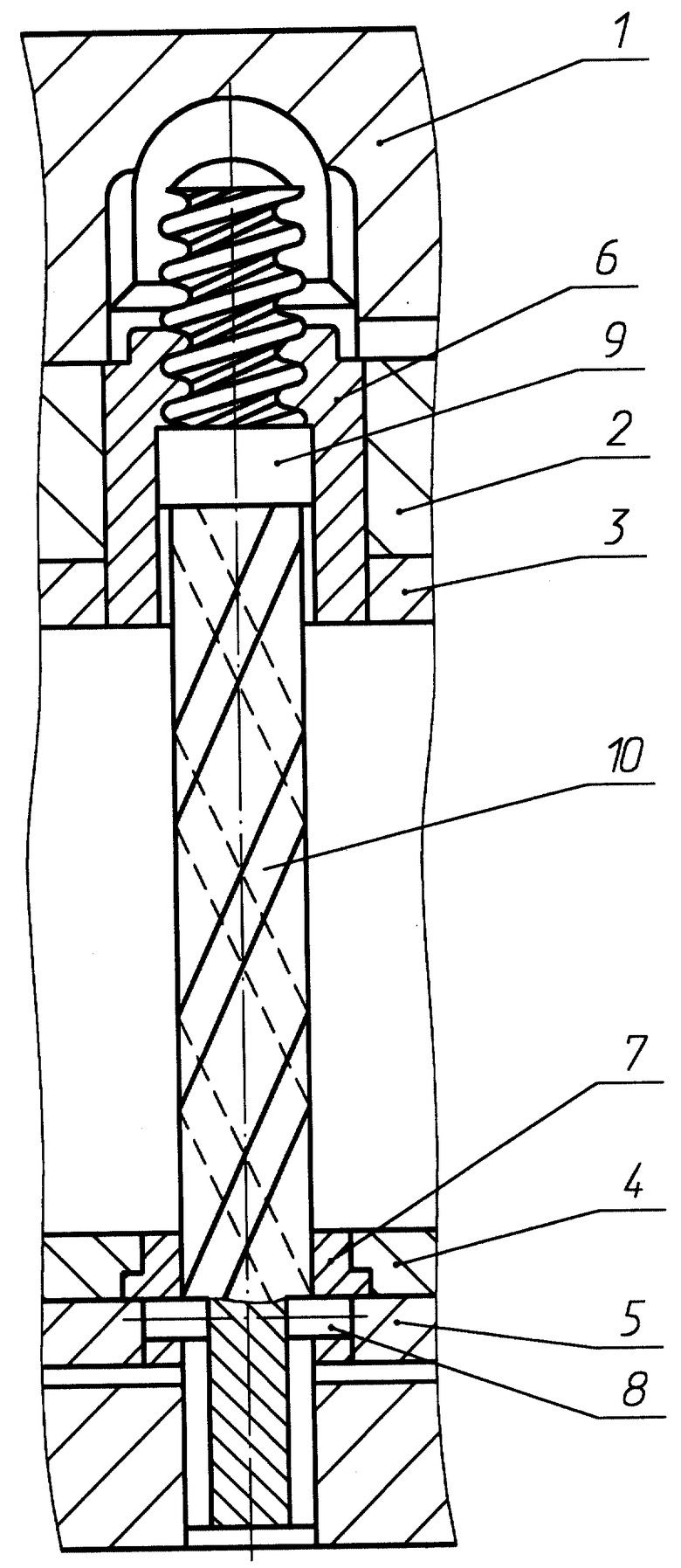
Пресс-форма для литья по выплавляемым моделям отливок с внутренней резьбой, содержащая подвижную матрицу, неподвижную матрицу, промежуточную плиту, блок выталкивания, резьбовой стержень, входящий в зацепление с резьбовой втулкой, зафиксированной от проворота, и штырь, находящийся в зацеплении с винтовым пазом, выполненным на боковой поверхности резьбового стержня, отличающаяся тем, что она снабжена направляющей втулкой, расположенной в блоке выталкивания, и дополнительным штырем, входящим в зацепление с дополнительным винтовым пазом, выполненным на боковой поверхности резьбового стержня, при этом резьбовой стержень установлен в направляющей втулке, штыри жестко закреплены на боковой поверхности направляющей втулки, а резьбовая втулка закреплена в неподвижной матрице и зафиксирована от проворота промежуточной плитой.
| Прессформа для литья под давлением | 1975 |
|
SU531642A1 |
| Пресс-форма для изготовления выплавляемых моделей, преимущественно резьбовых колпачков | 1988 |
|
SU1599155A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1978 |
|
SU725802A1 |
| Способ измерения шума излучения источника света | 1987 |
|
SU1541536A1 |

