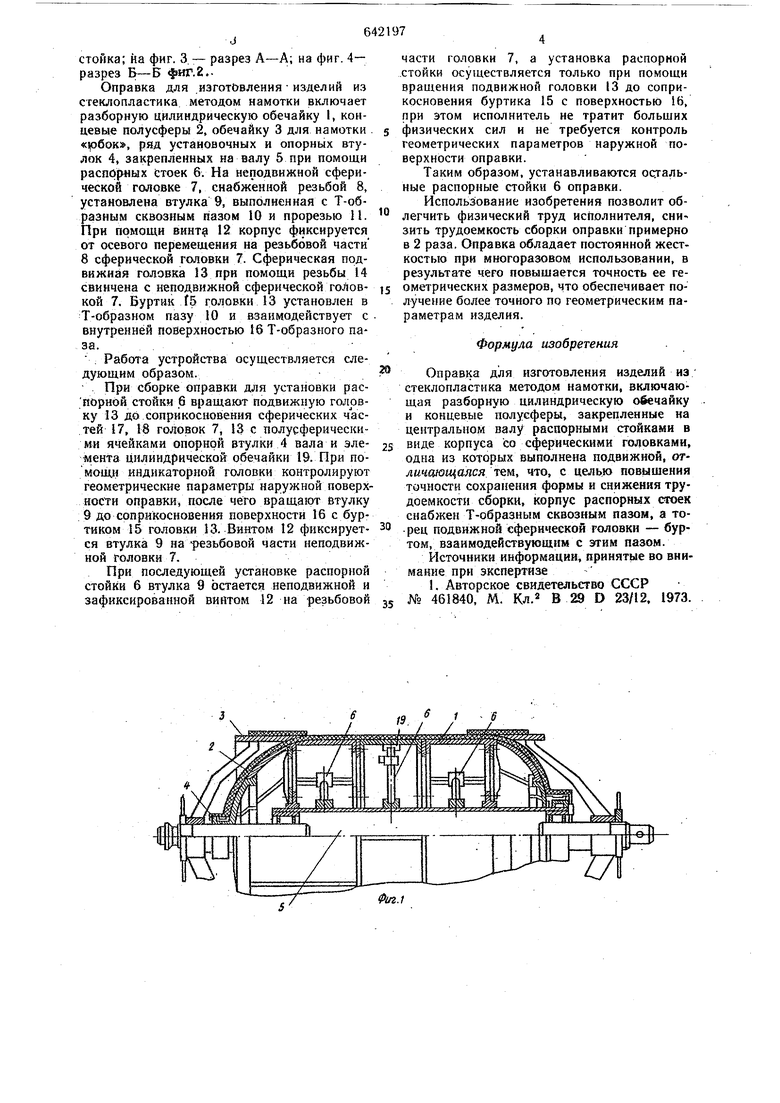
стойка; на фиг. 3.- разрез А-А; на фиг. 4- разрез Б-Б фиг.2.. Оправка для изгот&вления изделий из стеклопластика методом намотки включает разборную цилиндрическую обечайку 1, концевые полусферы 2, обечайку 3 для намотки , ряд установочных и опорных втулок 4, закрепленных на валу 5 при помощи распорных стоек б. На неподвижной сферической головке 7, снабженной резьбой 8, установлена втулка 9, выполненная с Т-образным сквозным пазом 10 и прорезью И. При помощн винт 12 корпус фиксируется от осевого перемещения на резьбовой части 8 сферической головкн 7. Сферическая подвижная головка 13 при помощи резьбы 14 свикчена с неподвижной сферической головкой 7. Буртик f5 головки 13 установлен в Т-образном пазу 10 и взаимодействует с внутренней поверхностью 16 Т-образного паза. : Работа устройства осуществляется следующим образом. При сборке оправки для установки распорной стойки ,6 вращают подвижную головку 13 до соприкосновения сферических час.тей 17, 18 головок 7, 13 с полусферическими ячейками опорной втулки 4 вала н элемента цилиндрической обечайкн 19. При помощ|1 индикаторной головки контролируют геометрические параметры наружной поверхности оправки, после чего вращают втулку 9 до соприкосновения поверхности 16 с буртиком 15 головки 13. Винтом 12 фиксируется втулка 9 на резьбовой части неподвижной головки 7. При последующей установке распорной стойки 6 втулка 9 остается неподвижной и зафиксированной винтом 12 на резьбовой части головки 7, а установка распорной .стойки осуществляется только при помощн вращения подвижной головки 13 до соприкосновения буртика 15 с поверхностью 16, при этом исполнитель не тратит больших физических сил и не требуется контроль геометрических параметров наружной поверхности оправки. Таким образом, устанавливаются остальные распорные стойки 6 оправки. Использование изобретения позволит облегчнть физический труд исполнителя, сннзить трудоемкость сборки оправки примерно в 2 раза. Оправка обладает постоянной жесткостью при многоразовом использовании, в результате чего повышается точность ее геометрических размеров, что обеспечивает получение более точного по геометрическим параметрам изделия. Формула изобретения Оправка для изготовления изделий из стеклопластика методом намоткн, включающая разборную цилиндрическую обечайку и концевые полусферы, закрепленные на центральном валу распорными стойками в виде корпуса со сферическими головками, одна из которых выполнена подвижной, отличающаяся тем, что, с целью повышения точности сохранения формы и снижения трудоемкости сборки, корпус распорных стоек снабжен Т-образным сквозным пазом, а торец подвижной сфернчеекой головки - буртом, взаимодействующим с этим пазом. Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР № 461840, М. Кл. В 29 D 23/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления изделий из стеклопластика | 1973 |
|
SU461840A1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| ДЕФОРМОМЕТР ДЛЯ КОНТРОЛЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ В БЛОЧНЫХ СТРУКТУРАХ ГЕОСФЕРЫ | 2006 |
|
RU2305186C1 |
| Оправка для намотки оболочек из полимерных композиционных материалов | 2015 |
|
RU2606644C1 |
| ТКАЦКАЯ МНОГОЧЕЛНОЧНАЯ ГОЛОВКА | 1972 |
|
SU331920A1 |
| Гайка | 1985 |
|
SU1286841A1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2015 |
|
RU2593447C1 |
| ИНСТРУМЕНТ БЕЗРЕЗЬБОВОГО КРЕПЛЕНИЯ ПОЛЫХ ПРОБОК, ГЕРМЕТИЗИРУЮЩИХ ЦИРКУЛЯЦИОННЫЕ ОТВЕРСТИЯ В КОРПУСЕ СКВАЖИННОГО ФИЛЬТРА | 2005 |
|
RU2312209C2 |
| Гитара | 1989 |
|
SU1730665A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |

S / д 6 1 : д )/ / fHBjjjteaowuuoM
tfv
рйг%й й: ;%й::;
13
щ$$$$ $$
I
S у
hr
.2
«
J
±±.
л.
