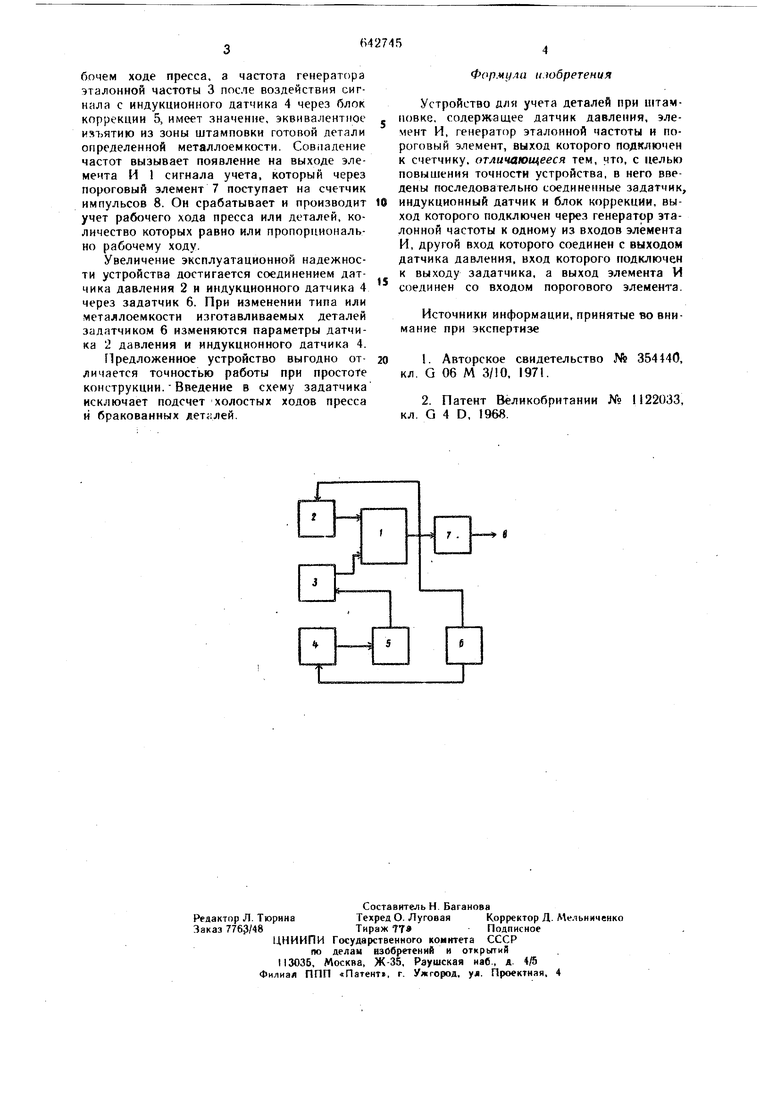
бочем ходе пресса, а частота генератора эталонной частоты 3 после воздействия сигнала с индукционного датчика 4 через блок коррекции 5, имеет значение, эквивалентное изъятию из зоны штамповки готовой детали определенной металлоемкости. Совпадение частот вызывает появление на выходе элемента И 1 сигнала учета, который через пороговый элемент 7 поступает на счетчик импульсов 8. Он срабатывает и производит учет рабочего хода пресса или деталей, количество которых равно или пропорционально рабочему ходу. Увеличение эксплуатационной надежности устройства достигается соединением датчика давления 2 и индукционного датчика 4 через задатчик 6. При изменении типа или металлоемкости изготавливаемых деталей задатчиком 6 изменяются параметры датчика 2 давления и индукционного датчика 4. Иредложеииое устройство выгодно от,л и чается точностью работы при npocTote конструкции. Введение в схему задатчика исключает подсчет холостых ходов пресса и бракованных деталей. Формула и юбретения Устройство для учета деталей при штамповке, содержащее датчик давления, элемент И, генератор эталонной частоты и пороговый элемент, выход которого подключен к счетчику, отличающееся тем, что, с целью повышения точности устройства, в него введены последовательно соединенные задатчик, индукционный датчик и блок коррекции, выход которого подключен через генератор эталонной частоты к одному из входов элемента И, другой вход которого соединен с выходом датчика давления, вход которого подключен к выходу задатчика, а выход элемента И соединен со входом порогового элемента. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 354440, кл. G 06 М 3/10, 1971. 2.Патент Великобритании № 1122033, кл. G 4 D, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175120C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И ЭКСПЕРТНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078324C1 |
| Устройство для определения момента затвердевания отливки | 1987 |
|
SU1488121A1 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство для управления гидравлическим ковочным прессом | 1983 |
|
SU1141020A1 |
| Система управления штамповочным молотом | 1982 |
|
SU1034823A1 |
| Устройство для регулирования температуры | 1979 |
|
SU881700A1 |
| Устройство для счета деталей | 1976 |
|
SU591889A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАГНИТНОЙ ВОСПРИИМЧИВОСТИ РУДНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2006046C1 |
| Устройство для определения поверхностной плотности текстильных материалов | 1978 |
|
SU745970A1 |
