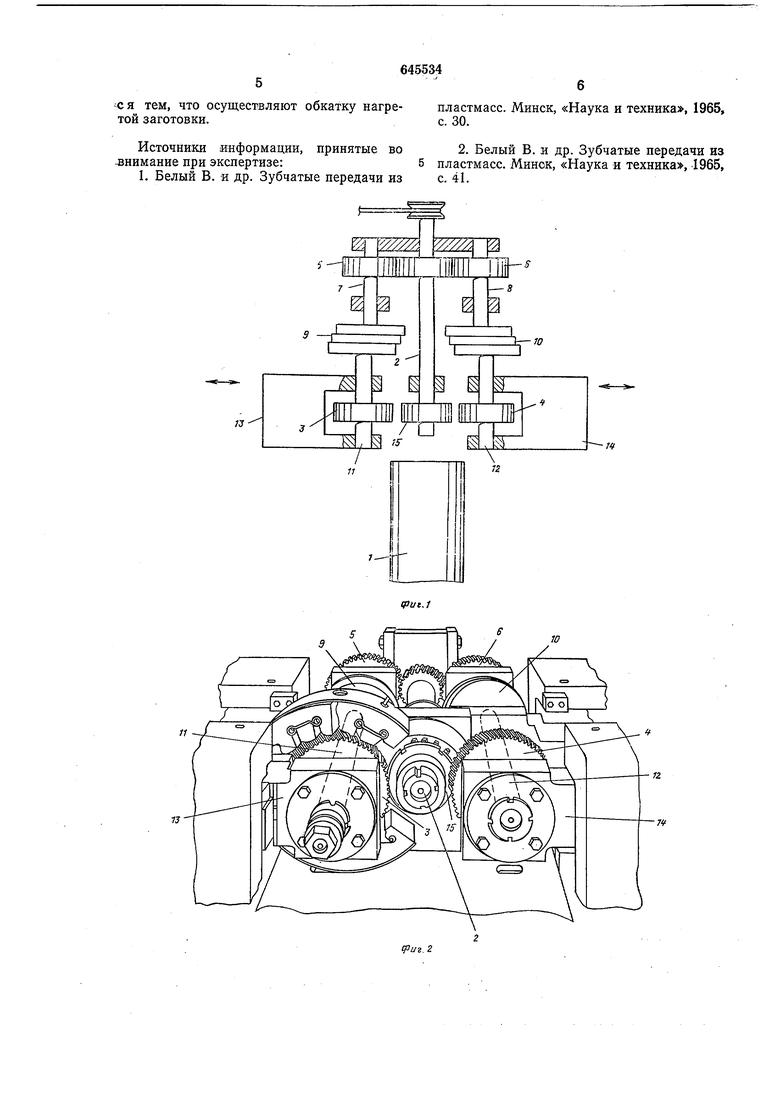
фиг. 5 - форма зуба колеса, показанного на фиг. 4.
Способ изготовления зубчатого колеса включает обкатку цилиндрической заготовки нагретым и-нструментом, в результате чего она деформируется и принимает форму и размер полного зубчатого колеса, а затем осуществляется дополн.ительная чистовая обкатка образованных зубьев заготовки инструментом, температура которого ниже температуры нагретого инструмента.
Изготовление зубчатого колеса согласно изобретен-ию осуществляется следующим образом.
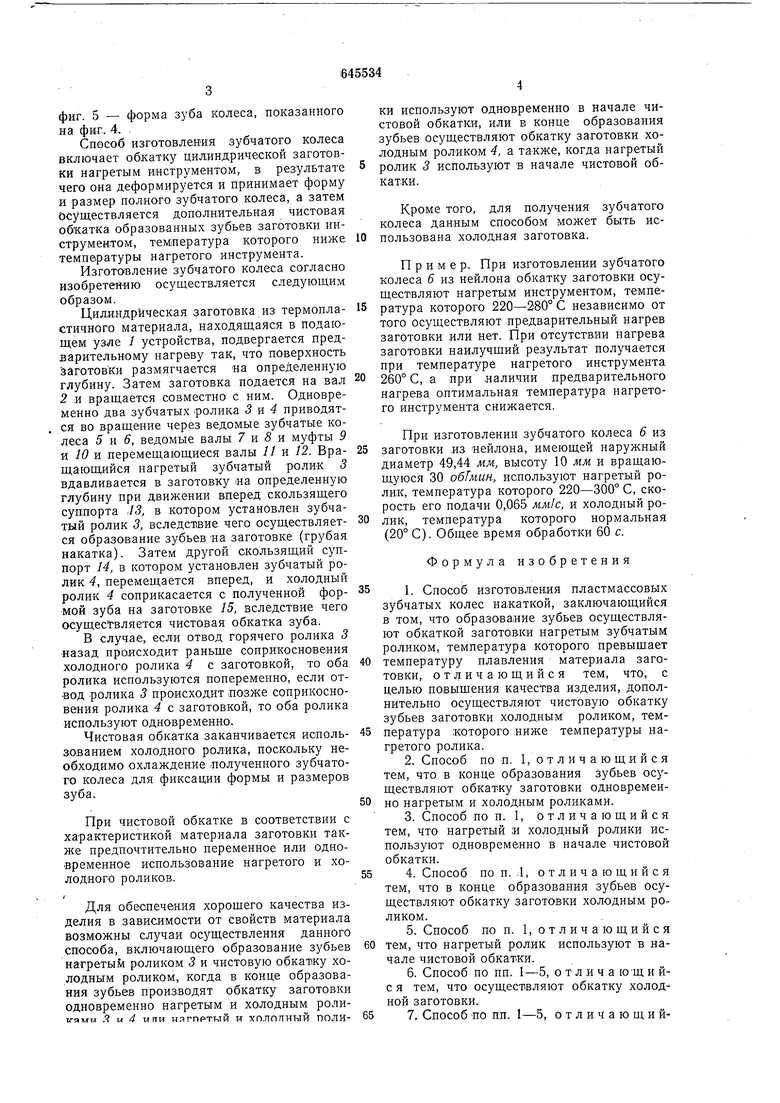
Цилиндрическая заготовка из термопластичного материала, находящаяся в подающем узле / устройства, подвергается предварительному нагреву так, что поверхность Заготовки размягчается на определенную глубину. Затем заготовка подается на вал 2 .и вращается совместно с ним. Одновременно два зубчатых 1ролика 3 к 4 приводятся во вращение через ведомые зубчатые колеса 5 и 6, ведомые валы 7 и .8 и муфты 9 и JO и перемещающиеся валы // и 12. Вращающийся нагретый зубчатый ролик 3 вдавливается в заготовку иа определенную глубину при движении вперед скользящего суппорта ,13, в котором установлен зубчатый ролик 3, вследст1вие чего осуществляется образование зубьев -на заготовке (грубая накатка). Затем другой скользящий суппорт 14, в котором установлен зубчатый ролик 4, перемещается вперед, и холодный ролик 4 соприкасается с полученной формой зуба на заготоВКе 15, вследствие чего осущесгвляется чистовая обкатка зуба.
В случае, если отвод горячего ролика 3 назад происходит раньше соприкосновения холодного ролика 4 с заготовкой, то оба ролика используются попеременно, если отвод ролика 5 происходит позже соприкосновения ролика 4 с заготовкой, то оба ролика используют одновременно.
Чистовая обкатка заканчивается иопользованием холодного ролика, поскольку необходимо охлаждение -полученного зубчатого колеса для фиксации формы н размеров зуба.
При чистовой обкатке в соответствии с характеристикой материала заготовки также предпочтительно переменное или одновременное использование нагретого и холодного роликов.
Для обеспечения хорощего качества изделия в зависимости от свойств материала возможны случаи осуществления данного способа, включающего образование зубьев нагретым роликом и чистовую обкатку холодным роликом, когда в конце образования зубьев производят обкатку заготовки одновременно нагретым и холодным ролигг-алкы . it 4 н пи НЯГПРТЫЙ И ХПЛПЛНЫЙ ПОЛИки используют одновременно в начале чистовой обкатки, или в конце образования зубьев осуществляют обкатку заготовки холодным роликом 4, а также, когда нагретый ролик 3 используют в начале чистовой обкатки.
Кроме того, для получения зубчатого колеса данным способом может быть использована холодная заготовка.
Пример. При изготовлении зубчатого колеса 6 из нейлона обкатку заготовки осуществляют нагретым инструментом, температура которого 220-280° С независимо от того осуществляют предварительный нагрев заготовки или нет. При отсутствии нагрева заготовки наилучщий результат получается при температуре нагретого инструмента 260° С, а при наличии предварительного нагрева олтимальная температура нагретого инструмента снижается.
При изготовлении зубчатого колеса 6 из заготовки из -нейлона, имеющей наружный диаметр 49,44 мм, высоту 10 мм и вращающуюся 30 обГмин, используют нагретый ролик, температура которого 220-300° С, скорость его подачи 0,065 мм/с, и холодный ролик, температура которого нормальная (20° С). Общее время обработки 60 с.
Формула изобретения
1.Способ изготовления пластмассовых зубчатых колес на.каткой, заключающийся в том, что образование зубьев осуществляют обкаткой заготовки нагретым зубчатым роликом, температура которого превыщает температуру плавления материала заготовки, отличающийся тем, что, с целью повыщения качества изделия, дополнительно осуществляют чистовую обкатку зубьев заготовки холодным роликом, температура которого ниже температуры нагретого ролика.
2.Способ по п. 1, отличающийся тем, что в конце образования зубьев осуществляют обкатку заготовки одновременно нагретым и холодным роликами.
3.Способ по п. 1, о т л и ч а ю щ и и с я тем, что нагретый ;и холодный ролики используют одновременно в начале чистовой обкатки.
4.Способ поп. :1, отличающийся тем, что в конце образования зубьев осуществляют обкатку заготовки холодным роликом.
5.Способ по п. 1, отличающийся тем, что нагретый ролик используют в начале чистовой обкатки.
6.Способ по пп. 1-5, отличающийс я тем, что осуществляют обкатку холодной заготовки.
7.Способ ПО пп. 1-5, отличающий ся тем, что осуществляют обкатку нагретой заготовки. Источники информации, принятые во внимание при экспертизе:5 1. Белый В. и др. Зубчатые передачи из
пластмасс. Минск, «Наука и техника, 1965, с. 30. 2. Белый В. и др. Зубчатые передачи из пластмасс. Минск, «Наука и техника, 1965, с. 41.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБКАТКИ ПЛАСТМАССОВЫХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2207954C2 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Способ упрочнения твердосплавного инструмента | 2019 |
|
RU2716329C1 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ФОРМОВАННОГО ИЗДЕЛИЯ И КОЛЬЦЕВОЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО ИЗДЕЛИЯ | 2015 |
|
RU2679677C2 |
| Способ упрочнения твердосплавного инструмента | 2021 |
|
RU2787610C1 |
:. .- -i,. С-. , .
х
N
риг.З
.S
tput.f
