Изобретение относится к машиностроению и может быть использовано при изготовлении передач, обеспечивающих вращение между ортогональными и неортогональными осями элементов зубчатых передач.
Глобоидная червячная передача содержит червяк и червячное колесо, а рабочая поверхность одного из элементов передачи является огибающей производящей поверхностью, полностью совпадающей с рабочей поверхностью второго элемента передачи. Недостатком этой передачи является низкая нагрузочная способность из-за наличия линейного контакта червячной пары, обусловленного небольшим радиусом приведенной кривизны сопрягаемых рабочих контактных поверхностей червяка и зубьев зубчатого колеса (см. Зак П.С. Глобоидная передача М., 1962, с.19).
Известны глобоидные передачи, содержащие червяк, выполненный из бронзы и червячное колесо, выполненное из стали, с теоретически точечным контактом активных поверхностей. Недостатком данной передачи является сложность ее изготовления нестандартным инструментом, а так же высокая себестоимость, связанная с применением бронзы для изготовления червяка и невысокая нагрузочная способность из-за больших контактных напряжений связанных с точечным контактом в зацеплении витка глобоидного червяка и зубьев зубчатого червячного колеса (см. Давыдов Я.С., Образование сопряженных поверхностей в зубчатых передачах по принципу жесткой неконгруэнтной производящей пары, «Вестник машиностроителя», 1963, №2, с. 9–13). Условия работы наиболее распространенных цилиндрических силовых передач червячных редукторов с линейчатым контактом рабочих поверхностей характеризуются большими контактными и тепловыми деформациями из-за необеспечения оптимальных условий контактирования рабочих поверхностей зубьев при образовании витков червяка производящей плоскостью, т.е. с линейным контактом, а также низким КПД из-за недостаточно хорошей смазки в зацеплении и обусловленным граничным трением - это относится ко всем червячным передачам кроме ZT (ZT по ГОСТ 18498-89 означает: цилиндрический образованный тором червяк) (см. Решетов Д.Н. Детали машин. – М.: Машиностроение, 1989, с. 246–248). Оптимизация геометрии зацепления ведется в направлении снижения контактных напряжений путем увеличения приведенного радиуса кривизны и увеличения суммарной длины контактных линий, а также в направлении обеспечения в зацеплении условий для возникновения масляного клина и перехода в передаче от граничного трения к жидкостному (патент RU2132983, Червячная цилиндрическая передача, опубликован 10.07.1999).
Известен способ образования винтовой поверхности червяка в червячных цилиндрических передачах (типа ZT), имеющих нелинейчатую винтовую поверхность червяка с вогнутым профилем его витков в сочетании с выпуклыми зубьями колеса (А.С. SU139531, опубликован 26.01.1960).
Известная технология изготовления червячных передач, в которых червяк имеет вогнутую нелинейчатую винтовую рабочую поверхность, благодаря чему значительно уменьшены контактные напряжения из-за увеличения приведенного радиуса кривизны (патент RU2132983, Червячная цилиндрическая передача, опубликован 10.07.1999) достаточно сложна и дорогостояща, так как требуется шлифование червяка тороидальным кругом, что ограничивает практическое применение передачи типа ZT.
Обеспечение максимальных радиусов приведенной кривизны активных поверхностей реализуется в зацеплении ZT, при выполнении витка червяка вогнутым, а профиля зуба колеса выпуклым. Однако, такие передачи не нашли практического применения из-за технологических трудностей их изготовления и сложности затылования червячных фрез для нарезания колеса к этим передачам (см. Сандлер А.И., Лагутин С.А., Верховский А.В. Производство червячных передач/ под. общ. ред. С.А. Логутина. – М.: Машиностроение, 2008, с. 13–14).
Геометрия зацепления ZT с радиусным профильным зацеплением начала применяться в глобоидных, спироидных передачах, у которых колесо выполнено стальным, а червяк из антифрикционного материала – бронзы (RU306465, Спироидная передача с ротапринтной смазкой зацепления, опубликована 20.09.2007).
Недостатком этой передачи является сложность ее изготовления.
Усилиями Ф.Л. Литвина и других ученых были созданы и исследованы передачи ZT2 (ГОСТ 18498-89), в которых профиль одного из главных плоских сечений поверхности червяка представляет собой дугу окружности, совпадающую с образующей тора.
Недостатком этой передачи является то, что ее сложно технологически изготовить.
Изготовление глобоидно–цилиндрической передачи, активные поверхности витков червяка и зубьев колеса которой выполнены в виде огибающих двух эвольвентных винтовых производящих поверхностей, находящихся в точечном касании и имеющих перекрещивающиеся оси (а.с. SU597891, Глобоидная передача, опубликовано 22.02.78), производят следующим образом. Червяк предварительно обрабатывают на токарном универсальном станке, затем шлифуют на резьбошлифовальном станке или на специальной приставке к токарному станку. При шероховатости рабочих поверхностей витков менее 1 мкм, червяк полируют, устанавливая на суппорт токарного станка сопрягаемое червячное колесо, выполненное из древеснослоистых пластиков, с добавкой в зону контакта специальных паст. Колесо нарезают червячной фрезой на зубофрезерном станке (см. studbooks.net/1603360/tovarovedenie/vvedenie). Для нарезания эвольвентных цилиндрических колес применяется фреза червячная эвольвентная (см. https://mekkain.ru/library/freza-chervyachnaya.html). Данный способ принят за прототип.
Недостатком прототипа является сложность процесса изготовления глобоидно–цилиндрической профильно–сопряженной пары типа ZT с нелинейчатым червяком, а также большие затраты, связанные с изготовлением глобоидно–цилиндрической передачи.
Задачей изобретения является усовершенствование процесса изготовления глобоидно–цилиндрической профильно–сопряженной пары типа ZT с нелинейчатым червяком, а также снижение затрат на производство глобоидно-цилиндрической передачи.
Поставленная задача решается тем, что в способе изготовления глобоидно–цилиндрической передачи с нелинейчатым червяком путем нарезания зубьев колеса и витков червяка, согласно изобретению, производят нарезание черновых витков на стальном корпусе червяка, затем на черновые витки методом наплавки наносят антифрикционный материал и проводят последующее чистовое нарезание витков червяка, при этом черновое и чистовое нарезание витков червяка производят методом обкатки с профилированием по методу копирования дисковым многолезвийным инструментом с эвольвентным профилем режущих элементов при вертикальном перемещении многолезвийного инструмента вдоль его оси вращения, а многолезвийный инструмент изготавливают на основе сопряженного цилиндрического колеса, взятого в качестве формообразующего звена.
При черновом и чистовом нарезании витков червяка многолезвийный инструмент устанавливают по отношению к оси червяка на расстоянии равном межосевому расстоянию будущей передачи.
При черновом и чистовом нарезании витков червяка число оборотов многолезвийного инструмента прямо пропорционально числу оборотов заготовки червяка и обратно пропорционально числу режущих элементов многолезвийного инструмента.
Вертикальное перемещение многолезвийного инструмента равно 0,5–1 мм/об при скорости резания 18–20 м/мин.
Техническим результатом изобретения является преодоление технологических трудностей изготовления глобоидно–цилиндрической профильно–сопряженной пары типа ZT с нелинейчатым червяком, имеющей повышенную нагрузочную способность, за счет распределения передаваемого усилия по всей площади, ограниченной периметром замкнутой линии контакта, а также снижение затрат на производство указанных глобоидных передач.
Перечисленные существенные признаки дают возможность повысить точность радиусного сопряжения рабочих поверхностей и увеличить их приведенный радиус кривизны, за счет реализации второго принципа Оливье, суть принципа заключается в том, что при изготовлении одного из звеньев передачи необходимо использовать режущий инструмент, созданный на основе другого из звеньев передачи, как формообразующего. В нашем предложении берется цилиндрическое колесо с выпуклым эвольвентным зубом (см. Шульц В.В. Форма естественного износа деталей машин и инструмента. Л: Машиностроение, Ленинградское отделение, 1990, с 49).
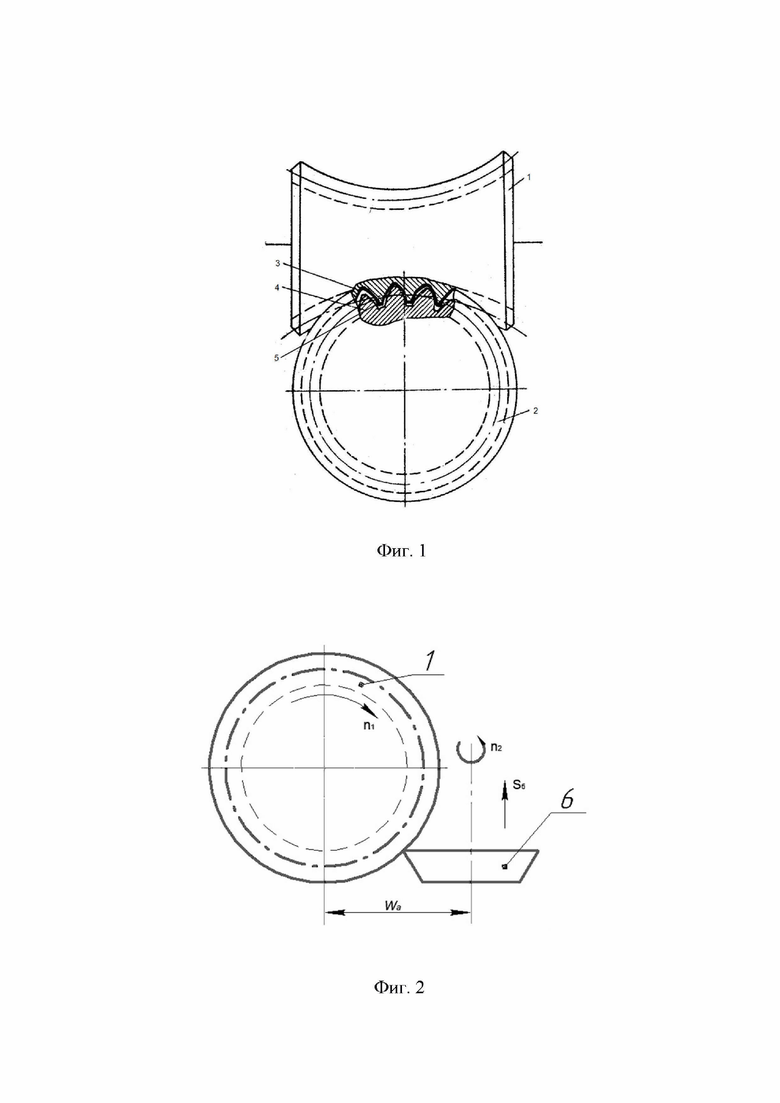
Изобретение поясняется чертежом. На фиг. показана схема процесса изготовления червяка глобоидно–цилиндрической передачи с нелинейчатым червяком.
Для формообразования винтовой поверхности глобоидный червяк 1 обрабатывают ротационным точением многолезвийным инструментом 2 с эвольвентным профилем режущих зубьев. Для определения режимов обработки применяли следующие формулы:
Число оборотов n червяка 1 определяют по формуле:
 (1)
(1)
где, n1 – число оборотов заготовки червяка, V – скорость резания, D – наружный диаметр заготовки червяка.
Число оборотов n2 многолезвийного инструмента при ротационном точении:
 (2)
(2)
где, k – число заходов червяка, z – число режущих элементов многолезвийного инструмента.
Wa – межосевое расстояние между осью вращения многолезвийного инструмента и осью вращения заготовки червяка.
Wa равно межосевому расстоянию цилиндрической червячной передачи.
Способ изготовления глобоидно–цилиндрической пары с выпукло–вогнутыми профилями сопряженных звеньев состоит в следующем.
С помощью цилиндрической червячной фрезы методом обкатки нарезают цилиндрическое прямозубое колесо из стали. Возможно нарезание косозубого колеса, которое применяется в ортогональной передаче.
На базе этого колеса, взятого за основу как исходное производящее, изготавливают многолезвийный инструмент с эвольвентным профилем зуба.
При помощи изготовленного многолезвийного инструмента нарезают методом обкатки с профилированием по методу копирования черновую винтовую поверхность стального глобоидного червяка.
Затем на черновую винтовую поверхность червяка методом наплавки наносят слой толщиной 5–20 мм из антифрикционного материала, например оловянистой бронзы.
Далее многолезвийным инструментом с эвольвентным профилем зубьев проводится чистовая обработка витков червяка, на которые наплавлен слой бронзы. При черновом и чистовом нарезании винтовой поверхности червяка объемность многолезвийного инструмента достигается кинематическим способом, а именно: многолезвийный инструмент устанавливают по отношению к оси червяка на расстоянии Wa равном межосевому расстоянию будущей глобоидно–цилиндрической червячной передачи; осуществляют вращение многолезвийного инструмента с числом оборотов n2 прямо пропорциональным числу оборотов заготовки червяка n1 и обратно пропорциональным числу режущих элементов многолезвийного инструмента; вертикальную подачу проводят параллельно оси окружности заготовки червяка равную S2 = 0,5–1 мм/об и осуществляют вращение заготовки червяка для обеспечения скорости резания V=18–20 м/мин.
Нарезанные таким способом глобоидный червяк и цилиндрическое прямозубое или косозубое колесо в соответствии со вторым принципом Т. Оливье образуют сопряженную червячную пару.
Радиус приведенной кривизны ρn используется в формуле Герца для расчета контактных напряжений σн:
 (3)
(3)
где, W=Fr/b – нормальная нагрузка на единицу длины контактной линии, Fr – сила нормальная к площади контакта, b – длина контактной линии;
где ρ1, ρ2– радиус кривизны в точках контакта (знак минус для случая контакта выпуклой поверхности радиуса ρ1 с выгнутой поверхностью радиуса ρ2);
E1 и E2, υ1 и υ2 – соответственно модули упругости и коэффициенты Пуассона материалов звеньев червячной пары.
Из формулы Герца следует, что при увеличении приведенного радиуса кривизны контактные напряжения уменьшаются (см. Куклин Н.Г. Детали машин: учебник / Н.Г. Куклин, Г.С. Куклина, В.К. Житков – 8-ое изд. М: Высш. Школа, 2008, 460 с).
Заявленный способ изготовления глобоидно–цилиндрической передачи с нелинейчатым червяком позволяет снизить трудоемкость и себестоимость ее изготовления за счет применения цилиндрической червячной фрезы для нарезания зубьев сопряженного колеса по освоенной в промышленности технологии, вместо дорогостоящей глобоидной червячной фрезы с существенно криволинейным контуром осевого профиля, для затылования которой требуется изготавливать специальный токарно–затыловочный станок, так как процесс затылования боковых поверхностей зубьев червячных фрез с существенно криволинейным контуром профиля на традиционном шлифовально–затыловочном станке не осуществим, и создание такого станка – задача будущего станкостроения (см. А.И. Сандлер, С.А. Лагутин, Е.А. Гудов. Теория и практика производства червячных передач общего вида: учеб.-прак. Пос./ под общ. Ред. С.А. Лагутина. – М.: Инфра – Инженерия, 2016, с. 276).
Использование заявленного изобретения позволяет упростить процесс изготовления и снизить затраты на производство глобоидно–цилиндрической профильно–сопряженной пары типа ZT с нелинейчатым червяком за счет применения ротационного точения многолезвийным инструментом при нарезании витков глобоидного червяка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1999 |
|
RU2136987C1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1998 |
|
RU2132983C1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| Способ нарезания зубьев колес модифицированных червячных глобоидных передач | 1968 |
|
SU294415A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
Изобретение относится к области машиностроения. Способ изготовления глобоидно–цилиндрической передачи с нелинейчатым червяком включает нарезание черновых витков на стальном корпусе червяка с последующим нанесением на черновые витки методом наплавки антифрикционного материала, затем проводят дополнительное чистовое нарезание витков червяка, при этом черновое и чистовое нарезание витков червяка производят ротационным точением методом обкатки с профилированием по методу копирования дисковым многолезвийным инструментом с эвольвентным профилем режущих элементов при одновременном вращении дискового многолезвийного инструмента вдоль собственной оси и вертикальном перемещении параллельно оси окружности заготовки червяка. Многолезвийный инструмент изготавливают на основе сопряженного цилиндрического колеса, взятого в качестве исходного формообразующего звена. Обеспечивается повышение нагрузочной способности передачи. 3 з.п. ф-лы, 2 ил.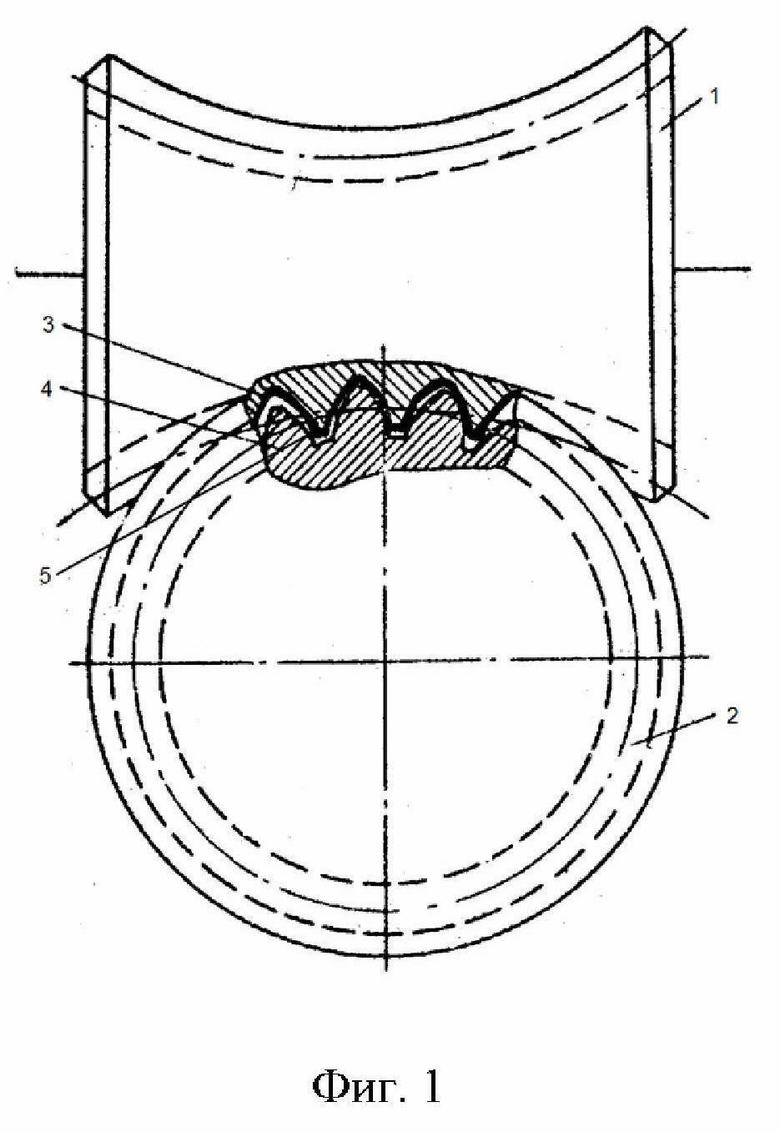
1. Способ изготовления глобоидно–цилиндрической передачи с нелинейчатым червяком путем нарезания зубьев колеса и витков червяка, отличающийся тем, что производят нарезание черновых витков на стальном корпусе червяка с последующим нанесением на черновые витки методом наплавки антифрикционного материала, затем проводят дополнительное чистовое нарезание витков червяка, при этом черновое и чистовое нарезание витков червяка производят ротационным точением методом обкатки с профилированием по методу копирования дисковым многолезвийным инструментом с эвольвентным профилем режущих элементов при одновременном вращении дискового многолезвийного инструмента вдоль собственной оси и вертикальном перемещении параллельно оси окружности заготовки червяка, причем многолезвийный инструмент изготавливают на основе сопряженного цилиндрического колеса, взятого в качестве исходного формообразующего звена.
2. Способ по п. 1, отличающийся тем, что при черновом и чистовом нарезании витков червяка многолезвийный инструмент устанавливают по отношению к оси червяка на расстоянии, равном межосевому расстоянию будущей передачи.
3. Способ по п. 1, отличающийся тем, что число оборотов многолезвийного инструмента прямо пропорционально числу оборотов заготовки червяка и обратно пропорционально числу режущих элементов многолезвийного инструмента.
4. Способ по п. 1, отличающийся тем, что вертикальное перемещение многолезвийного инструмента равно 0,5-1 мм/об при скорости резания 18-20 м/мин.
| Глобоидная передача | 1976 |
|
SU597891A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2151671C1 |
| Способ получения армированных червячных колес | 1987 |
|
SU1424953A1 |
| ЛЕДОБУР ЗЕМЛЯКОВА С МОБИЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2005 |
|
RU2278335C1 |
| СПИРОИДНАЯ ПЕРЕДАЧА С РОТАПРИНТНОЙ СМАЗКОЙ ЗАЦЕПЛЕНИЯ | 2005 |
|
RU2306465C2 |
| Червячный обкатник | 1980 |
|
SU965582A1 |
| ЦИЛИНДРИЧЕСКАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА | 2021 |
|
RU2759961C1 |
| Редукторный электродвигатель | 1981 |
|
SU1003251A1 |
| СПОСОБ ХРУСТАЛЕВА Е.Н. ПОВЫШЕНИЯ КОНТАКТНОЙ И ИЗГИБНОЙ ВЫНОСЛИВОСТИ ЭВОЛЬВЕНТНОГО ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ И ЭВОЛЬВЕНТНОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2703094C2 |

