Изобретение относится к ленточному шлифованию и может найти применение при шлифовании стальных, алюминиевых и графитных стержней.
Известно устройство для шлифования цилиндрических стержней, выполненное в виде ленты и привода перемещения обрабатываемого изделия, которое установлено на 6a3OBoJ приспособлении, имеющем горизонтальную базовую поверхность ij .
Недостатком известного приспособления является неравномерный износ ленты вследствие врезания абрайивного элемента в обрабатываемый стержень,
Цель изобретения - обеспечение , равномерного износа ленты и упрощение привода перемещения.
Для этого в предлагаемом устройстве базовое приспособление расположено под углом к вектору перемещения ленты, а его базовая поверхност выполнена в виде трех участков, при этом образующие первого и третьего участков параллельны одна другой, а угол наклона промежуточного второго участка определяется из условия снятия припуска.
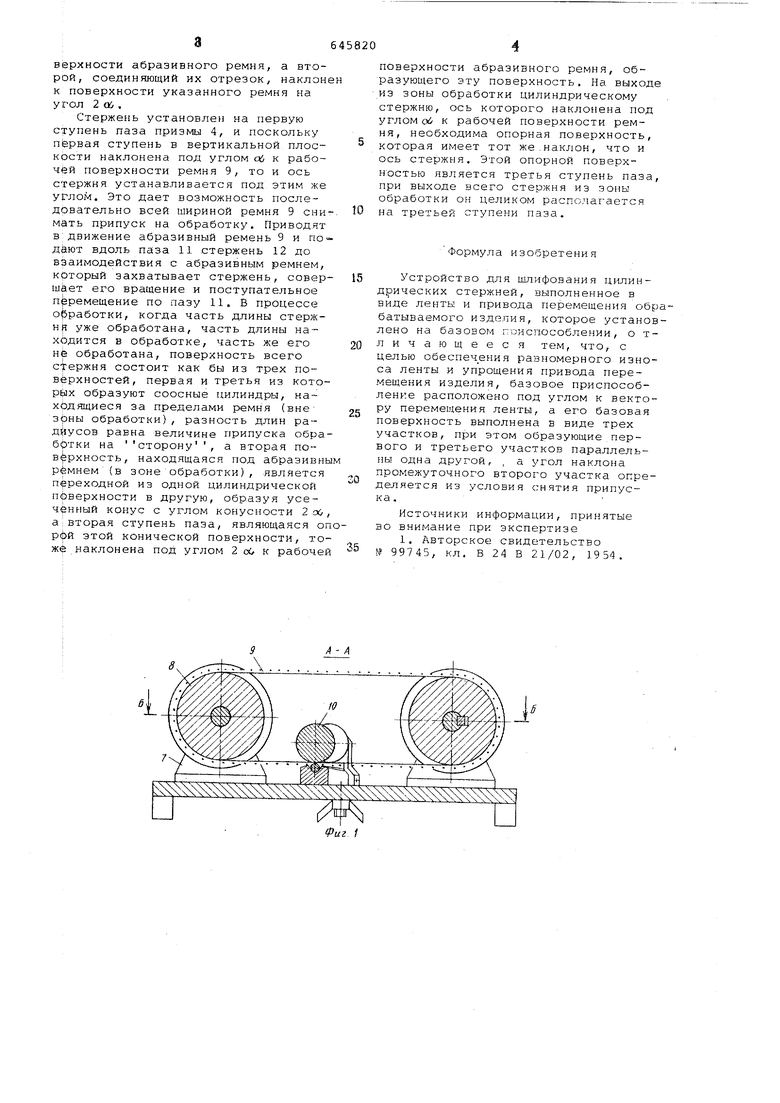
На фиг. 1 приведено устройство, продольный разрез; на фиг.2 - то же, вид сверху; на фиг. 3 - ступенчатый паз нижнего элемента и стержень в процессе обработки.
Устройство содержит основание 1, снабженное вертикальной осью 2 и угловой прорезью 3, На ось 2 одним своим концом поворотно установлено базовое приспособление 4, выполненное в виде вытянутой призмы, другой конец которого имеет резьбовую шпильку 5, проходящую через прорезь 3, снабженную гайкой-барашком 6, фиксирующей различные положения элемента. На основании 1 смонтированы опоры 7, на которые установлены шкивы 8, охватывающие бесконечным абразивным ремнем 9, являющимся верхним элементом. Нижняя ветвь ремня поджимается к призме роликом 10. Для установки обрабатывающих стержней призма имеет продольный паз 11, выполненный в виде вертикальной сту1пени, состоящей из трех прямолинейных отрезков - I , II и 111 , первый и третий из которых отстоят дрУг друга на величину припуска обработки, параллельны между собой и наклонены под углом oJ к рабочей поверхности абразивного ремня, а второй, соединяющий их отрезок, наклоне к поверхности указанного ремня на у гол 2 ОУ , Стержень установлен на первую ступень паза призмы 4, и поскольку первая ступень в вертикальной плоскости наклонена под углом ей к рабочей поверхности ремня 9, то и ось стержня устанавливается под этим же углом. Это дает возможность последовательно всей шириной ремня 9 сни мать припуск на обработку. Приводят в движение абразивный ремень 9 и под&ют вдоль паза 11 стержень 12 до взаимодействия с абразивным ремнем, который захватывает стержень, совер шЬет его вращение и поступательное перемещение по пазу 11. В процессе оЬработки, когда часть длины стержнр уже обработана, часть длины находится в обработке, часть же его не обработана, поверхность всего стержня состоит как бы из трех поверхностей, первая и третья из которых образуют соосные цилиндры, находящиеся за пределами ремня (вне зрны обработки), разность длин радйусов равна величине припуска обра на сторону, а вторая по-вфрхность, находящаяся под абразивн ремнем (в зоне обработки), является переходной из одной цилиндрической поверхности в другую, образуя усечённый конус с углом конусности 2 об а;вторая ступень паза, являющаяся о рфй этой конической поверхности, то же наклонена под углом 2 сЛ к рабоче поверхности абразивного ремня, образующего эту поверхность. На выходе из зоны обработки цилиндрическому стержню, ось которого наклонена под углом cxi к рабочей поверхности ремня, необходима опорная поверхность, которая имеет тот же.наклон, что и ось стержня. Этой опорной поверхностью является третья ступень паза, при выходе всего стержня из зоны обработки он целиком располагается на третьей ступени паза. Формула изобретения Устройство для шлифования щ-шиндрических стержней, выполненное в виде ленты и привода перемещения обрабатываемого изделия, которое установлено на базовом поиспособлении, о тл и ч а ю щ е е с я тем, что, с целью обеспеч ения равномерного износа ленты и упрощения привода перемещения изделия, базовое приспособление расположено под углом к вектору перемещения ленты, а его базовая поверхность выполнена в виде трех участков, при этом образующие первого и третьего участков параллельны одна другой, , а угол наклона промежуточного второго участка определяется из условия снятия припуска. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 99745, кл. В 24 В 21/02, 1954.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |

Л- А
