Изобретение относится к области изготовления абразивных инструментов и может быть использовано для глубинной периферийной абразивной обработки трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин.
Известен прерывистый абразивный круг, изготовляемый из стандартного абразивного диска путем прорезки пазов на рабочей периферийной поверхности [1] .
Недостатками этого круга являются дополнительные затраты на прорезание пазов на специальных или заточных станках, оснащенных делительными устройствами. При этом прерывистые шлифовальные круги данной конструкции уменьшают виброустойчивость процесса обработки, имеют уменьшенную прочность и площадь рабочей поверхности, что снижает размерную и общую стойкость инструмента, качество и производительность обработки, а также сравнительно высокий расход абразивного инструмента.
Известен сборный прерывистый шлифовальный круг, содержащий вал, на котором размещены две пары крепежных фланцев со скошенными торцами и установленные между парами под углом к оси вращения абразивные диски, в качестве последних использованы отрезные круги, установленные без осевого зазора [2].
Недостатком этого круга является отсутствие стандартных тонких отрезных абразивных дисков необходимой зернистости и нужной связки, которые требуются для шлифования данного материала. При этом тонкие диски имеют меньшую механическую прочность, которая ограничивает режимы резания и снижает производительность. Кроме того, правка круга характерна сравнительно высоким расходом абразива, так как после износа какого-либо участка круга приходится удалять абразивный слой по всему профилю.
Задачей изобретения является повышение производительности процесса шлифования путем применения принципа бегущего контакта, использование стандартных, общего пользования абразивных дисков, увеличение стойкости, виброустойчивости и производительности обработки, а также уменьшение температуры шлифования и расхода абразивного инструмента благодаря изменению кинематики процесса отделочной обработки.
Поставленная задача решается предлагаемым сборным прерывистым шлифовальным кругом с аксиально-смещенным режущим слоем, который устанавливают на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения, при этом в качестве шлифовального круга берут сборный, составленный из n абразивных дисков, закрепленных эксцентрично на общем шпинделе с помощью эксцентричных колец со смещенным отверстием относительно наружной поверхности, причем величину эксцентриситета определяют по формуле
ε≥h,
где h - припуск под шлифование, а оси симметрии эксцентричных абразивных дисков располагают под равными центральными углами β = 360°/n друг к другу.
Кроме того, диски устанавливают на шпинделе с осевым зазором, равным не более половины высоты Вд дисков, при этом диски периодически поворачивают вокруг продольной оси относительно соответствующих колец на величину центрального угла в диапазоне от αmin = αд до αmax = β, где αд - центрального угла, стягивающий дугу контакта диска с заготовкой.
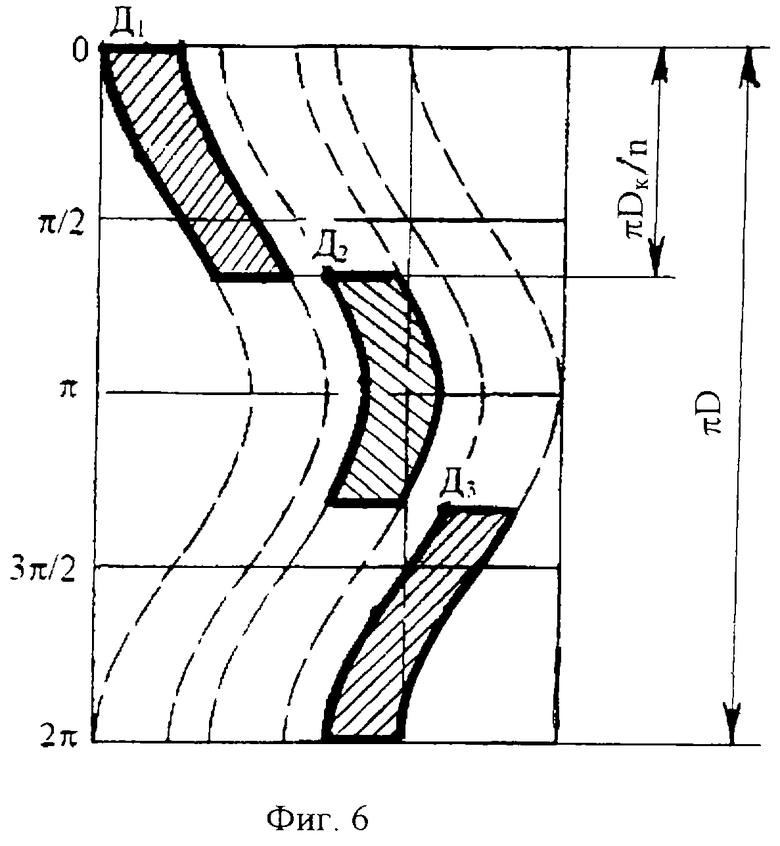
На фиг. 1 схематично изображен предлагаемый сборный прерывистый шлифовальный круг с аксиально-смещенным режущим слоем, вид сбоку, продольный разрез по Б-Б на фиг.2; на фиг.2 - то же, вид спереди по А на фиг.1; на фиг.3 - схема обработки сборным прерывистым шлифовальным кругом с аксиально-смещенным режущим слоем (в зоне резания находится абразивный диск 2); на фиг.4 - развертка следа нового не изношенного круга на обрабатываемой поверхности; на фиг.5 - разрез по В-В на фиг.1; на фиг.6 - развертка следа изношенного и вновь заправленного круга с максимальными дугами контакта абразивных дисков с обрабатываемой поверхностью.
Предложенный сборный прерывистый шлифовальный круг с аксиально-смещенным режущим слоем составляют из нескольких абразивных дисков 1,2,3,..., которые закрепляют на шпинделе эксцентрично, при этом количество их определяется шириной шлифуемой поверхности и необходимой производительностью.
Составленный таким образом круг устанавливается на шпинделе 4 под острым углом α к плоскости, перпендикулярной оси вращения, с помощью крепежных фланцев 5 со скошенными торцами, проставочных шайб 6 и гайки 7. Абразивные диски 1,2, 3 могут располагаться как параллельно, так и наклонно к плоскости, перпендикулярной к оси вращения, при этом плавное регулирование угла α наклона дисков осуществляется с помощью взаимного поворота фланцев 5, у которых скошенные торцы выполнены под углом αmax/2, причем поворот одного фланца с одного торца на какой-то угол относительно оси шпинделя должен соответствовать повороту на такой же угол другого фланца с другого торца составного круга.
Проставочные шайбы 6, толщина которых влияет на теплонапряженность процесса шлифования, принимаются высотой, равной не более половины высоты Вд абразивного диска.
Увеличение угла α наклона круга положительно влияет на бесприжоговость обработки трудношлифуемых материалов, склонных к дефектообразованию в виде прижогов и микротрещин.
Другой особенностью конструкции прерывистого шлифовального круга является эксцентричная установка абразивных дисков 1, 2, 3,... на шпинделе 4. Абразивный диск 1 устанавливают на шпинделе 4 с помощью специального эксцентричного кольца 8, у которого ось отверстия смещена на величину эксцентриситета ε относительно наружной поверхности, тоже диск 2 - с помощью кольца 9 и диск 3 - с помощью кольца 10 т. д. При этом оси симметрии эксцентрично установленных абразивных дисков располагают под равными центральными углами β = 360°/n друг к другу, где n - количество абразивных дисков. Например, в составленном из трех дисков круге ось симметрии Г1-Ош первого диска рассполагают под центральным углом β = 120° к осям симметрии Г2-Ош второго диска и Г3-Ош - третьего (см. фиг.2).
При формировании круга установка эксцентричных абразивных дисков под равными центральными углами β друг к другу может быть осуществлена, например, с помощью продольных меток Ж1, Ж2, Ж3 (см. фиг.5), которые наносят на шпинделе 4.
В крайнем рабочем положении, например, диска 2 (см. фиг.3) его ось О2-О2 (см. фиг.1) смещена на расстояние ε от его геометрической оси Ош-Ош, причем ε>h, где h - общий припуск, оставляемый под шлифование. Другое крайнее положение этого диска, когда он находится вне контакта с заготовкой и повернут на 180o относительно оси Ош-Ош шпинделя. Как видно на фиг.3, второй абразивный диск контактирует с обрабатываемой поверхностью по дуге Г2-Д2, через β = 360°/n = 120° (при n=3) поворота шпинделя в контакт с заготовкой войдет третий диск участком Г3-Д3, затем первый диск участком Г-1Д1 и т.д. (см. фиг. 4). Таким образом, сформирована прерывистая периферийная режущая поверхность сборного круга, способствующая снижению температуры шлифования.
После износа профиля каждого диска на участках Г1-Д1, Г2-Д2, Г3-Д3 (см. фиг. 3) диски периодически поворачивают вокруг оси Ош-Ош относительно соответствующих колец 8, 9, 10 на величину центрального угла в диапазоне от αmin = αд до αmax = β - величины дуги, стягивающей центральный угол β, каждого диска.
При соблюдении указанных условий круг работает не всей периферийной поверхностью, а небольшими участками Г1-Д1, Г2-Д2, Г3-Д3. Поэтому сначала изнашиваются эти участки, а затем в работу вводятся (при повороте дисков на угол αд) другие, еще не изношенные участки, и т.д. Это позволяет поддерживать достаточно высокую и одинаковую точность большой партии деталей благодаря шлифованию без дополнительного восстановления профиля круга и способствует уменьшению расхода абразива.
Следует отметить, что круг с изношенными участками профиля может быть многократно использован для предварительного шлифования при последовательной замене более изношенных участков менее изношенными. При этом общая глубина шлифования должна быть меньше высоты профиля, оставшегося на рабочем участке круга.
По мере эксплуатации круга длина дуги контактов выступов дисков с обрабатываемой поверхностью увеличивается благодаря самозатачиванию, и процесс прерывистого шлифования стабилизируется: уменьшаются вибрации, снижается теплонапряженность, улучшается качество поверхности, увеличиваются съем металла и производительность.
Абразивная обработка кругом с прерывистой периферийной наружной аксиально-смещенной режущей поверхностью позволяет в 2...2,5 раза увеличить глубину резания по сравнению с традиционным, при которой получается качественная обработанная поверхность требуемой шероховатости (без прижогов и микротрещин) благодаря прерывистой осциллирующей зоне резания, и уменьшить в 2...2,4 раза расход абразива.
Сборный абразивный круг с прерывистой периферийной аксиально-смещенной наружной режущей поверхностью изменяет кинематику процесса шлифования путем эксцентричного крепления абразивных дисков составного круга и установки их под углом к оси вращения, благодаря чему снижается температура шлифования, повышается размерная и общая стойкость инструмента, производительность и качество обработки.
Предлагаемая конструкция прерывистого шлифовального круга не требует дополнительных затрат, оборудования и приспособлений на реализацию, она проста и надежна.
Шлифовальные круги с прерывистой поверхностью виброустойчивы, так как при резании отсутствуют удары и впадины плавно переходят в выступы, и наоборот.
Простота переналадки обычных стандартных кругов в прерывистые свидетельствует об эффективности предлагаемой конструкции сборных прерывистых шлифовальных кругов с аксиально-смещенным режущим слоем.
Источники информации, принятые во внимание
1. Якимов А.В. Оптимизация процесса шлифования. М.: Машиностроение, 1975 - С.97-99.
2. Патент РФ 2137592, МКИ B 24 B 53/00, B 24 D 5/00. Способ формирования прерывистого шлифовального круга. Степанов Ю.С., Афанасьев Б.И., Бородин В. В. Заявка 98107295/02, заяв. 14.04.98, опубл. 20.09.99. Бюл. 26 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2205744C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
Изобретение относится к изготовлению абразивных инструментов и может быть использовано для глубинной периферийной абразивной обработки трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин. Сборный прерывистый шлифовальный круг устанавливают на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения. Шлифовальный круг составлен из n абразивных дисков, закрепленных эксцентрично на шпинделе с помощью эксцентричных колец со смещенным отверстием относительно наружной поверхности. Величину эксцентриситета определяют в зависимости от припуска под шлифование. Оси симметрии абразивных дисков располагают под равными центральными углами β = 360°/n друг к другу. Диски устанавливают на шпинделе с осевым зазором не более половины высоты дисков с возможностью периодического поворота вокруг продольной оси относительно соответствующих колец. Сборный абразивный круг с прерывистой периферийной аксиально-смещенной наружной режущей поверхностью изменяет кинематику процесса шлифования путем эксцентричного крепления абразивных дисков, благодаря чему снижается температура шлифования, повышается размерная и общая стойкость инструмента, производительность и качество обработки. 1 з.п.ф-лы, 6 ил.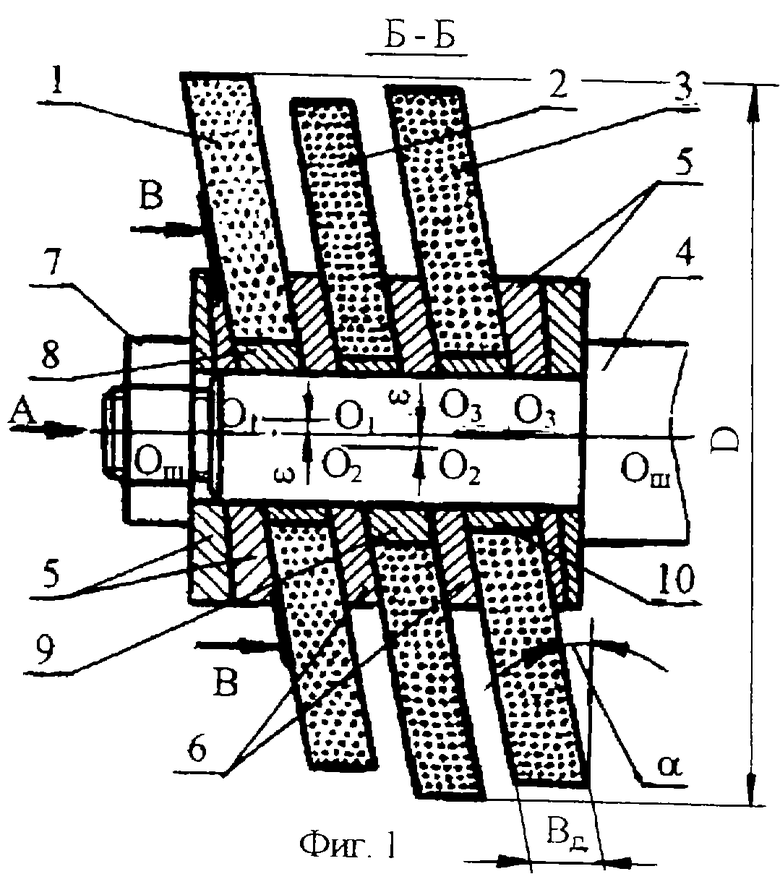
ε≥h,
где h - припуск под шлифование.
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
| Абразивный инструмент | 1983 |
|
SU1174242A1 |
| Многодисковый инструмент | 1975 |
|
SU738856A1 |
| US 1976233, 28.10.1929. | |||

