Изобретение относится к глубинному периферийному шлифованию трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин.
Известен способ профильного алмазного шлифования, при котором кругу сообщается вращение, а заготовке - продольная подача, при этом ось вращения круга смещена от его геометрической оси на расстояние h>t/2, где t - глубина шлифования за один проход [1].
Недостатком способа является неуравновешенность процесса обработки, которая увеличивается с каждым оборотом круга и приводит к вибрациям и, как следствие, к снижению качества обрабатываемой поверхности и производительности.
Известен способ прерывистого шлифования, при котором шлифовальному кругу сообщают вращение и перемещение относительно обрабатываемого изделия, причем круг составлен из нескольких отрезных кругов, и устанавливают его под углом (выбираемый по приведенной формуле) к плоскости, перпендикулярной оси вращения, при этом правку по мере затупления и засаливания круга производят при нулевом угле наклона [2].
Недостатком известного способа является сравнительно высокий расход абразивного инструмента, так как после износа каких-либо участков составного круга приходится удалять абразивный слой по всему периферийному профилю, при этом по мере обработки неуравновешенность процесса увеличивается, что приводит к вибрациям и, как следствие, к снижению качества обрабатываемой поверхности и производительности.
Задачей изобретения является повышение точности и производительности обработки, уменьшение температуры шлифования и расхода абразивного инструмента благодаря изменению кинематики процесса абразивной обработки.
Поставленная задача решается с помощью предлагаемого способа прерывистого шлифования, при котором составному шлифовальному кругу, установленному под острым углом к плоскости, перпендикулярной оси вращения шпинделя, сообщают вращение и перемещение относительно обрабатываемого изделия, при этом берут круг, который составлен из нескольких (не менее трех) абразивных дисков, и устанавливают оси последних эксцентрично с эксцентриситетом ε геометрической оси шпинделя с помощью специальных эксцентричных колец со смещенным относительно наружной поверхности эксцентриситетом ε отверстия, причем оси симметрии эксцентричных абразивных дисков располагают под равными центральными углами друг к другу, кроме того, величину эксцентриситета назначают, исходя из формулы ε>h, где h - припуск под шлифование.
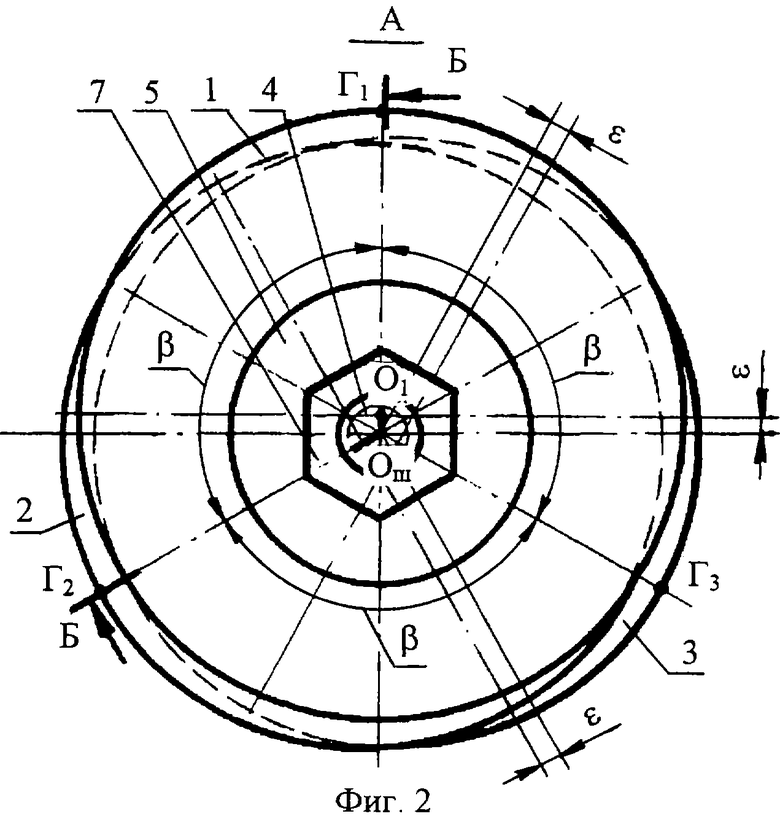
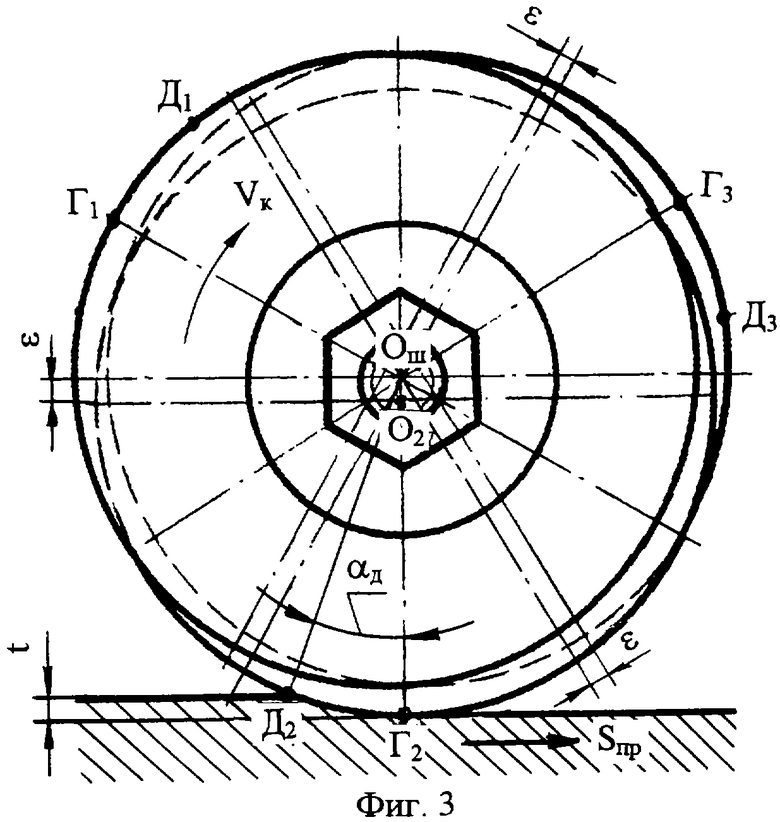
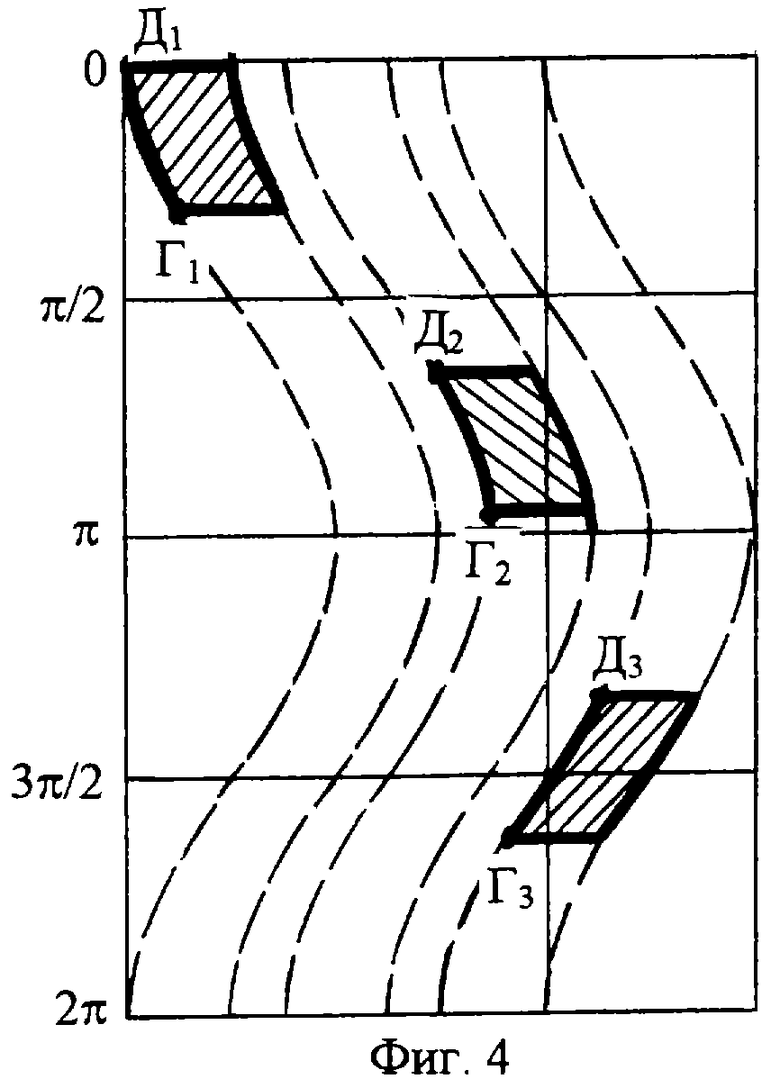
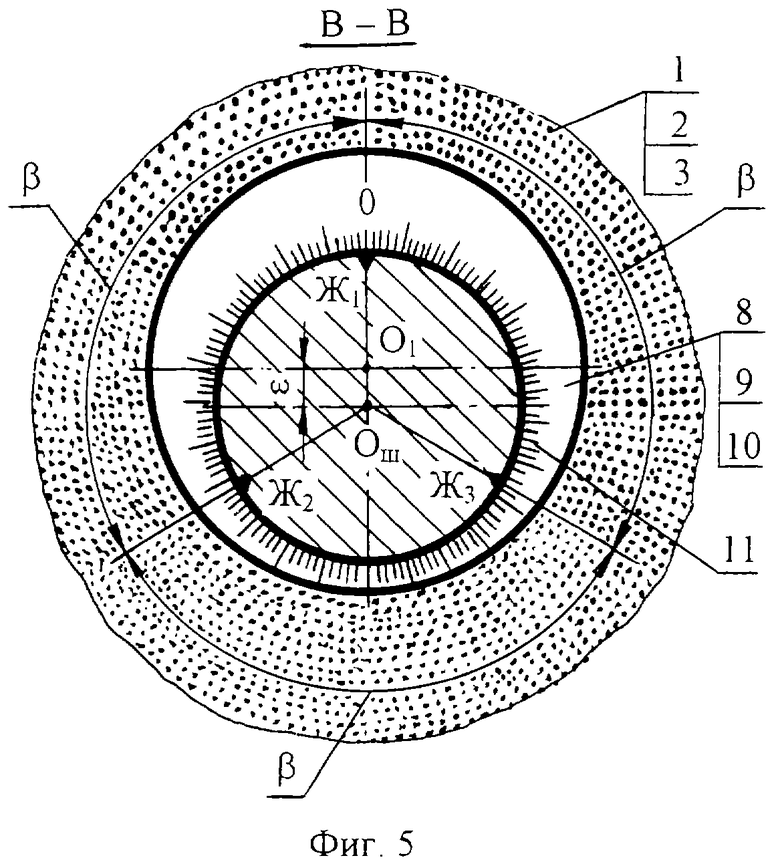
На фиг. 1 схематично изображен инструмент для осуществления предлагаемого способа прерывистого шлифования, вид сбоку, продольный разрез по Б-Б на фиг. 2; на фиг. 2 - то же, вид спереди по А на фиг. 1; на фиг. 3 - схема обработки по предлагаемому способу, в зоне резания находится абразивный диск 2; на фиг. 4 - развертка следа круга на обрабатываемой поверхности; на фиг. 5 - разрез по В-В на фиг. 1.
По предлагаемому способу прерывистого шлифования инструмент и устройство для его крепления работают следующим образом.
Шлифовальный круг составляют из нескольких (не менее трех) абразивных дисков 1, 2, 3, количество которых определяется шириной шлифуемой поверхности и необходимой производительностью.
Составленный таким образом круг устанавливается на шпинделе 4 под острым углом α к плоскости, перпендикулярной оси вращения, с помощью крепежных фланцев 5 со скошенными торцами, проставочных шайб 6 и гайки 7. Абразивные диски 1, 2, 3 могут располагаться как параллельно, так и наклонно к плоскости, перпендикулярной к оси вращения, при этом плавное регулирование угла α наклона дисков осуществляется с помощью взаимного поворота фланцев 5, у которых скошенные торцы выполнены под углом αmax/2, причем поворот одного фланца с одного торца на какой-то угол относительно оси шпинделя должен соответствовать повороту на такой же угол другого фланца с другого торца составного круга.
Проставочные шайбы 6, толщина которых влияет на теплонапряженность процесса шлифования, принимаются высотой, равной не более половины высоты абразивного диска.
Увеличение угла α наклона круга положительно влияет на бесприжоговость обработки трудношлифуемых материалов, склонных к дефектообразованию в виде прижогов и микротрещин.
Другой особенностью конструкции составного круга является эксцентричная установка абразивных дисков 1, 2, 3 на шпинделе 4. Абразивный диск 1 устанавливают на шпинделе 4 с помощью специального эксцентричного кольца 8, у которого ось отверстия смещена на величину эксцентриситета ε относительно наружной поверхности, диск 2 - с помощью кольца 9 и диск 3 - с помощью кольца 10 и т. д. При этом оси симметрии эксцентрично установленных абразивных дисков располагают под равными центральными углами β=360o/n друг к другу, где n - количество абразивных дисков. Например, в составленном из трех дисков круге ось симметрии Г1Ош первого диска располагают под центральным углом β=120o к осям симметрии Г2Ош второго диска и Г3Ош - третьего (см. фиг. 2).
При сборке составного круга установка эксцентричных абразивных дисков под равными центральными углами β друг к другу может быть осуществлена, например, с помощью продольных меток Ж1, Ж2, Ж3 (см. фиг. 5), которые наносят на шпинделе 4.
В крайнем рабочем положении, например, диска 2 (см. фиг. 3) его ось O2-O2 (см. фиг. 1) смещена на расстояние ε от его геометрической оси Ош- Ош, причем ε>h, где h - общий припуск, оставляемый под шлифование. Другое крайнее положение этого диска, когда он находится вне контакта с заготовкой и повернут на 180o относительно оси Ош-Ош шпинделя. Как видно на фиг. 3, второй абразивный диск контактирует с обрабатываемой поверхностью по дуге Г2Д2, через β= 360/n= 120o поворота шпинделя в контакт с заготовкой войдет третий диск участком Г3Д3, затем - первый диск участком Г1Д1 и т. д. (см. фиг. 4). Таким образом сформирована прерывистая периферийная режущая поверхность сборного круга, способствующая снижению температуры шлифования.
После износа профиля каждого диска на участках Г1Д1, Г2Д2, Г3Д3 их поворачивают вокруг оси Ош-Ош на угол
αд = arccos[(D-2h)/D]
пользуясь шкалой 11, нанесенной на кольцах 8, 9, 10, и продолжают шлифование.
При соблюдении указанных условий круг работает не всей периферийной поверхностью, а небольшими участками Г1Д1, Г2Д2, Г3Д3. Поэтому сначала изнашиваются эти участки, а затем в работу вводятся (при повороте дисков на угол αд) другие, еще не изношенные участки и т. д. Это позволяет поддерживать достаточно высокую и одинаковую точность большой партии деталей благодаря шлифованию без дополнительного восстановления профиля круга и способствует уменьшению расхода абразива.
Следует отметить, что круг с изношенными участками профиля может быть многократно использован для предварительного шлифования при последовательной замене более изношенных участков менее изношенными. При этом общая глубина шлифования должна быть меньше высоты профиля, оставшегося на рабочем участке круга.
По мере эксплуатации круга длина дуги контактов выступов дисков с обрабатываемой поверхностью увеличивается благодаря самозатачиванию, и процесс прерывистого шлифования стабилизируется: уменьшаются вибрации, снижается теплонапряженность, улучшается качество поверхности, увеличивается съем металла и производительность.
Пример. Проводили обработку образцов из стали 12Х18Н10Т (HRC 65...75) составным кругом из трех электрокорундовых 24А25СМ17К43 дисков ПП 200x10x32 по ГОСТ 2424-83, наклоненных под углом α=6o, на плоскошлифовальном станке мод. 3Е711ИВ. Припуск под шлифование - 0,3 мм. Диски были установлены с эксцентриситетом ε=0,5 мм, при этом оси симметрии дисков располагались под углом β=360o/3=120o друг к другу. Продольный зазор между дисками выдерживался с помощью проставочных шайб толщиной 5 мм. Режимы обработки: скорость вращения инструмента - 35 м/с, скорость продольной подачи детали - 30 м/мин, глубина резания за один проход t=0,03 мм. Охлаждающая жидкость - эмульсия.
Абразивная обработка по предлагаемому способу прерывистого шлифования позволила в 2...2,5 раза увеличить глубину резания по сравнению с традиционным, при которой получена качественная обработанная поверхность требуемой шероховатости (Ra = 0,63 мкм) без прижогов и микротрещин, благодаря осциллирующей зоны резания и уменьшить в 2...2,4 раза расход абразива.
Изменение кинематики процесса шлифования путем эксцентричного крепления абразивных дисков составного круга и установки их под углом к оси вращения снижает температуру шлифования, повышает размерную и общую стойкость инструмента, производительность и качество обработки.
Источники информации
1. А. с. 1742038 СССР, МКИ В 24 В 1/00. Способ профильного шлифования.
2. Патент 2123925 РФ, МКИ В 24 В 1/00, 5/02, 7/02. Способ прерывистого шлифования. Степанов Ю. С., Афанасьев Б. И., Бородин В. В. Заявка 98102725/02, заявл. 16.02.98, опубл. 27.12.98. Бюл. 36 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2205744C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
Изобретение относится к глубинному периферийному шлифованию трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин. Способ прерывистого шлифования осуществляют с помощью составного шлифовального круга, установленного под острым углом к плоскости, перпендикулярной оси вращения шпинделя. Кругу сообщают вращение и перемещение относительно обрабатываемого изделия. Круг составлен из нескольких (не менее трех) абразивных дисков. Оси последних устанавливают эксцентрично с эксцентриситетом ε геометрической оси шпинделя с помощью эксцентричных колец со смещенным на величину ε относительно наружной поверхности отверстием. Оси симметрии абразивных дисков располагают под равными центральными углами друг к другу. Изменение кинематики процесса шлифования путем эксцентричного крепления абразивных дисков составного круга и установки их под углом снижает температуру шлифования, повышает размерную и общую стойкость инструмента, производительность и качество обработки. 5 ил.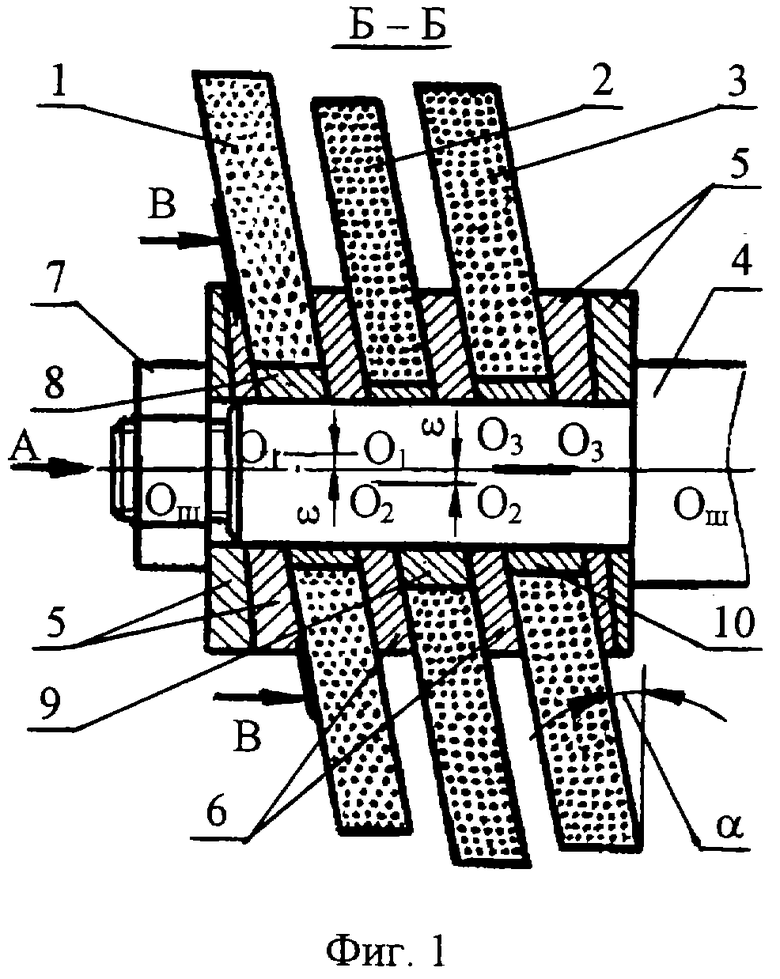
Способ прерывистого шлифования, включающий сообщение составному шлифовальному кругу, установленному под острым углом к плоскости, перпендикулярной оси вращения шпинделя, вращения и перемещения относительно обрабатываемого изделия, отличающийся тем, что используют шлифовальный круг, составленный из не менее трех абразивных дисков, оси которых установлены эксцентрично геометрической оси шпинделя с эксцентриситетом ε посредством эксцентричных колец со смещенным на величину ε относительно наружной поверхности отверстием, при этом оси симметрии абразивных дисков располагают под равными центральными углами друг к другу, а величину эксцентриситета ε выбирают из условия ε>h, где h - общий припуск под шлифование.
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| Абразивный инструмент | 1983 |
|
SU1174242A1 |
| Сборный шлифовальный круг | 1984 |
|
SU1194662A2 |
| US 1976233, 28.10.1929. | |||

