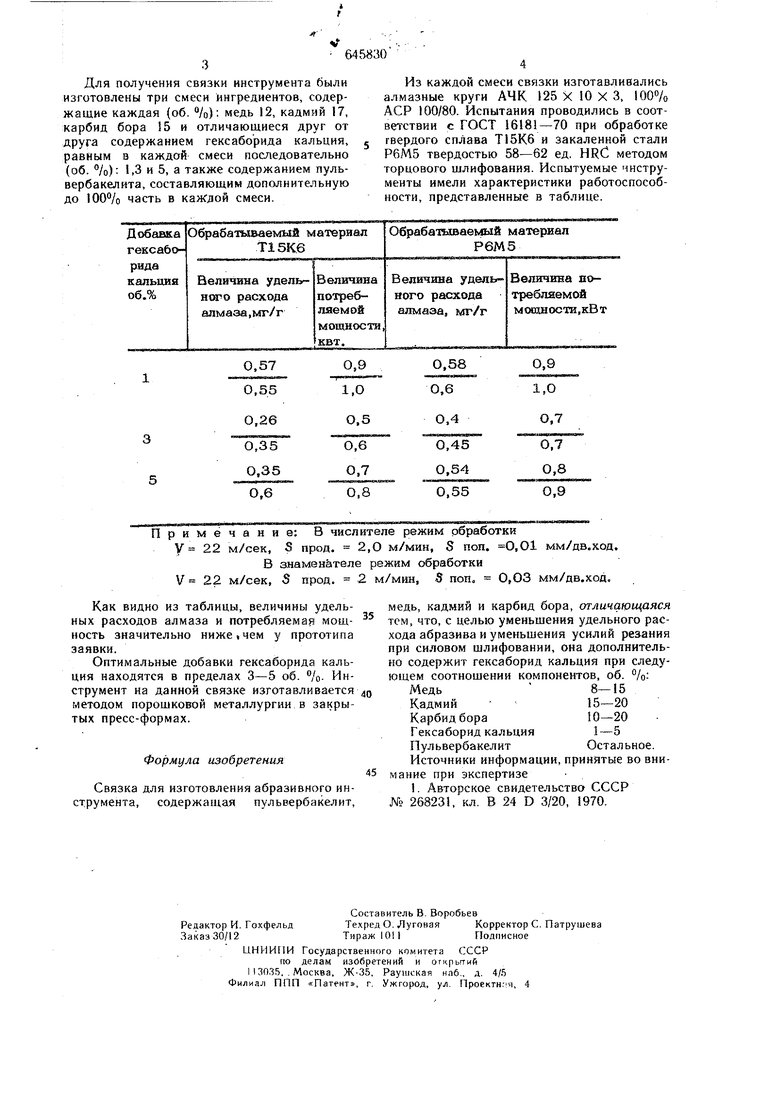
Для получения связки инструмента были изготовлены три смеси ингредиентов, содержащие каждая (об. %); медь 12, кадмий 17, карбид бора 15 и отличающиеся друг от друга содержанием гексаборида кальция, равным в каждой смеси последовательно (об. /о): 1,3 и 5, а также содержанием пульвербакелита, составляющим дополнительную до 1000/0 часть в каждой смеси.
Из каждой смеси связки изготавливались алмазные круги АЧК 125 X 10 Х 3, АСР 100/80. Испытания проводились в соответствии с ГОСТ 16181-70 при обработке твердого сплава Т15К6 и закаленной стали Р6М5 твердостью 58-62 ед. HRC методом торцового шлифования. Испытуемые инструменты имели характеристики работоспособности, представленные в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Связка на основе меди для абразивного инструмента | 1982 |
|
SU1066791A1 |
| Абразивное зерно с покрытием | 1976 |
|
SU842093A1 |
| Связка для изготовления абразивного инструмента | 1979 |
|
SU921832A1 |
| Связка абразивного инструмента | 1974 |
|
SU545457A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2009 |
|
RU2424889C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2113972C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ И ИНСТРУМЕНТОВ (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166425C1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА НА ОСНОВЕ МЕДИ ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2005 |
|
RU2282530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
0,6 П Как видно из таблицы, величины удельных расходов алмаза и потребляемая мощность значительно ниже.чем у прототипа заявки. Оптимальные добавки гексаборида кальция находятся в пределах 3-5 об. /о. Инструмент на данной связке изготавливается методом порошковой металлургии в закрытых пресс-формах. Формула изобретения Связка для изготовления абразивного инструмента, содержащая пульвербакелит.
0.55
0,9 римечание: В числителе режим рбработки У 22 м/сек, S пред. 2,0 м/мин, S поп. 0,О1 мм/дв,ход. В знамен&теле режим обработки V 22 м/сек, S прод. 2 м/мин, 5 поп., О,ОЗ мм/дв.ход. медь, кадмий и карбид бора, отличающаяся тем, что, с целью уменьшения удельного расхода абразива и уменьшения усилий резания при силовом шлифовании, она дополнительно содержит гексаборид кальция при следующем соотношении компонентов, об. %: Медь8-15 Кадмий 15-20 Карбид бора10-20 Гексаборид кальция1-5 ПульвербакелитОстальное. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 268231, кл. В 24 D 3/20, 1970.
