(54.) КОЛЬЦЕВОЕ СВЕРЛО
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент и способ изготовления его режущей части | 1980 |
|
SU910421A1 |
| Кольцевое сверло | 1979 |
|
SU781075A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Алмазное кольцевое сверло | 1979 |
|
SU823148A1 |
| СБОРНОЕ СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2013 |
|
RU2539255C1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Комбинированный инструмент | 1976 |
|
SU747628A1 |
Изобретение отнйсится к технологии обработки, хрупких неметаллических материалов, в частности, к режущим инструментам для вьфезки плоских круглых деталей.
Основное авт. св. 410955 выдано на кольцевое сверло, содержащее корпус с хвостовиком и планшайбой с радиальными пазами, в которые установлены режущие элементы .с 1эозмржностьк) поворота вокруг своей продольной бей и выполнены с алмазоносной режущей поверхностью.
Недостаток этого сверла заключается в том, что при вьгрезке деталей больших размеров, например иЛлюминаторных стекол диаметром 400 мм, оно должно иметь массу более 10 кг, т.е. металлоемко, что ограничивает технологические возможности процесса йырезки.
Цель изобретения - расширение технологических возможностей инструмента .
; Поставленная цель достигается тем что планшайба выполнена в поперечном сечении с криволинейными периферийными участками, очерченными по кривой второго порядка, переход;адими в средний прямолинейный участок.
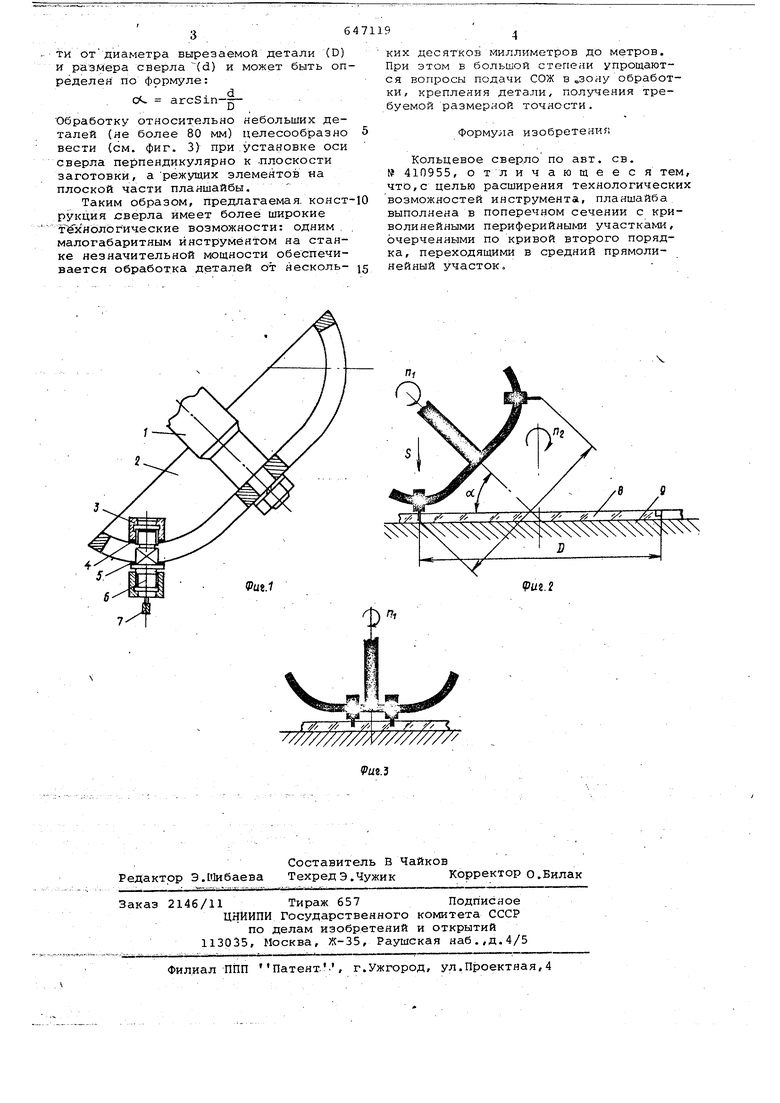
На фиг. 1 изображено описываемое сверло; на фиг. 2 - схема расчета наладки и работы инструмента; на фиг. 3 - вариант наладки инструмента.
Кольцевое сверло состоит из корпуса 1 и планшайбы 2, имеющей радиальные пазы. При помощи гаек 3 и шайб 4, 5 в пазах закреплены цанговые держатели 6 унифицированных алмазных сегментов 7 (режущих элементов)
При обработке деталей относительно больших размеров (80 мм и более) плоская заготовка 8 устанавливается на стол 9 станка. В шпинделе станка, например фрезерного, закрепляется кольцевое сверло. При этом шпиндельная головка должна быть пойернута так, чтобы продольная ось режущих элементов, установленных на одном радиусе от оси сверла, была перпендикулярна плоскости заготовки, а ось шпинделя должна пересекаться с осью детали. Резание осуществляется при одновременном врсодении сверла вокруг своей оси (п ) и вращении заготовки (п) или вращении сверла вместе со своей осью и поступательном перемещении (s)сверла к детали или детали к инструменту. Угол наклона оси сверла переменный и выбирается в зависимоети отдиаметра вырезаемой детали (D) и размера сверла (d) и может быть определен по формуле:
d
сХ arcSinD ,
Обработку относительно небольших деталей (не более 80 мм) целесообразно вести (см. фиг. 3) при установке оси сверла перпендикулярно к -плоскости заготовки, арежущих элементов на плоской части планшайбы. Таким образом, предлагаемая. конструкция сверла имеет более широкие технологические возможности: одним малогабаритным инструментом на станке незначительной мощности обеспечивается обработка деталей от яесколь/., .А. f
//////////Л /////////
ких десятков миллиметров до метров. При этом в большой степени упрощаются вопросы подачи СОЖ в „зону обработки, крепления детали, получения требуемой размерной точности.
Формула изобретения
Кольцевое сверло по авт. св. № 410955, о тли ч ающе е с я тем что,с целью расширения технологически возможностей инструмента, планшайба, выполнена в поперечном сечении с криволинейными периферийными участками, очерченными по кривой второго порядка, переходящими в средний прямолинейный участок.
м.1
