(5) АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО РЕЖУЩЕЙ ЧАСТИ
I
Изобретение относится к области обработки хрупких неметаллических материалов, в частности к инструментам для сверления отверстий или вырезки плоских круглых деталей.
Известен инструмент для сверления отверстий или вырезки плоских круглых деталей, включающий плоскую планшайбу с радиальными пазами, в которых с возможностью перемещения смонтированы режущие элементы И.
Недостатком инструмента я вляется то, что при вырезке дисков больших размеров, например диаметром порядка 400 мм, такой инструмент имеет массу более 10 кг и неудобен при обработке тонких деталей.
Наиболее близким техническим решением к изобретению является алмазнь|й инструмент, содержащий корпус, планшайбу с криволинейными периферийными участками в поперечном сечении и с радиальными пазами, а также
смШтированную в радиальных пазах на планшайбе режущую часть 12.
Однако в момент врезания каждого режущего элемента происходит микроудар, особенно опасный на стадии врезания,.поэтому часто происходит разрушение режущих элементов. Это является причиной разрушения тонких деталей (порядка 1-3 мм) в процессе обработки.
10
Наиболее близким к изобретению из известных способов изготовления алмазного инструмента является способ изготовления режущей части путем
15 изготовления тонкостенной заготовки с последующим ее деформированием 33.
Недостатком известного способа является то, что может быть получен инструмент только на один обрабаты20ваемый размер.
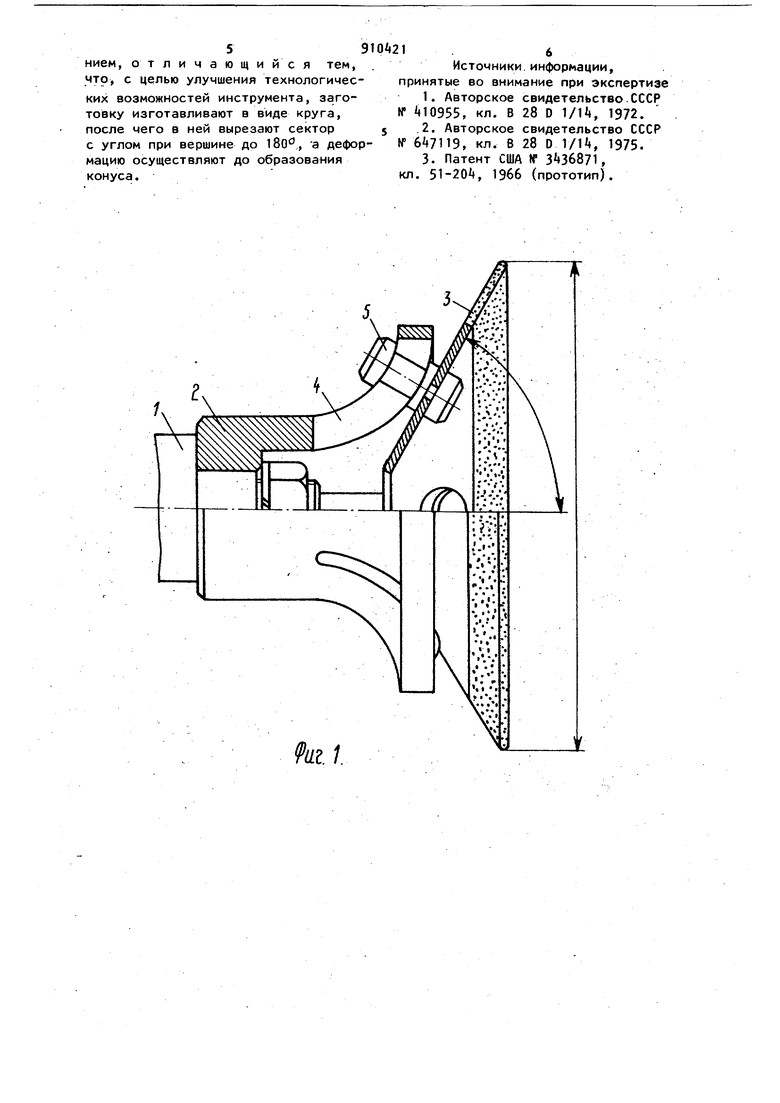
Целью изобретения является повышение надежности работы и технологических возможностей инструмента. Для достижения поставленной цели в алмазном инструменте, содержащем корпус, планшайбу с криволинейными периферийными участками в поперечно сечении и с радиальными пазами, а также смонтированную в радиальных пазах на планшайбе режущую часть, последняя выполнена в виде тонкостенной конической оболочки с разрезом по образующей, установленной с возможностью изменения угла при вершине и диаметра основания. Кроме того, по способу изготовле ния режущей части алмазного инструмента, включающему изготовление тонкостенной заготовки с последующи .ее деформированием, заготовку изготавливают в виде круга, после чего в ней вырезают сектор с углом при вершине до 180°, а деформацию осуществляют до образования конуса. На фиг, 1 изображен алмазный инструмент, общий вид; на фиг. 2 схема работы инструмента; на фиг. 3 заготовка режущей части инструмента Алмазный инструмент состоит из корпуса 1, планшайбы 2 и режущей части 3. Планшайба выполнена криволинейной в поперечном сечении и с радиальными пазами k. На планшайбе при помощи держателей 5 закреплена режущая часть в виде тонкостенной конической поверхности с углом при вершине , При обработке деталей плоскую заготовку 6 закрепляют на столе станка 7. Алмазный инструмент устанавли вают в шпинделе станка, например; фрезерного. Шпиндель станка наклоня ется на угол Ч , который рассчитыва ется в зависимости от диаметра вырезаемой детали (о) и диаметра инструмента (dvdr) по формуле: COS Резание осуществляется при одновр менном вращении инструмента (п)и заготовки (пл) и подаче врезания (S). Режущая часть изготавливается путем вырезания диска из алмазной полосы или, например, стандартного алмазного отрезного круга (ГОСТ ЮТ 10-71), У которого выполняются крепежные отверстия, число которых кратно числу радиальных пазов на планшайбе, и вырезается сектор. Уго сектора f определяется из условия образования инструмента с минимально устанавливаемым диаметром (dvdr dm-tn) по формуле / Збо(1 -.|МЕ.), где исходный диаметр алмазного отрезного круга. В зависимости от диаметра D вырезаемой детали определяется диаметр dyclir и угол 2 Ч при вершине конической режущей поверхности, Затем рассчитывается угол-j вырезаемого сектора из алмазного отрезного круга диаметром d, задавшись минимально возможным диаметром инструмента. Диаметр инструмента регулируется от 6 до .rt«JYc() при увеличении угла при вершине до 24 180, когда становится равным диаметру отрезного круга. Таким образом, при 2 180° инструмент превращается в отрезной круг, а круговая образующая цилиндрической поверхности вырезаемой детали превращается в прямую линию. Чтобы не разрушить при деформировании алмазоносный слой, угол -f вырезаемого сектора не должен превышать IBO. Процесс резания предложенным инструментом в отличие от известного происходит плавно, без ударов. Поэтому не происходит разрушения режущей части и обрабатываемой детали, а следовательно. повышается надежность инструмента. Формула изобретения 1.Алмазный инструмент, включающий корпус, планшайбу с криволинейными периферийными участками в поперечном сечении и с радиальными пазами, а также смонтированную в радиальных пазах на планшайбе режущую часть, отличающийся тем, что, с целью повышения надежности инструмента, режущая часть выполнена в виде тонкостенной конической оболочки с разрезом по образующей, установленной с возможностью изменения угла при вершине и диаметра основания. 2.Способ изготовления режущей части алмазного инструмента, включающий изготовление тонкостенной заготовки с последующим ее деформирова59нием, отличающийся тем, что, с целью улучшения технологических возможностей инструмента, заготовку изготавливают в виде круга, после чего в ней вырезают сектор с углом при вершине до 180, а деформацию осуществляют до образования конуса. 1 Источники, информации, принятые во внимание при экспертизе 1. Авторское свидетельство.СССР № 410955, кл. В 28 О l/li, 1972. .2. Авторское свидетельство СССР № 647119, кл. В 28 D 1/U, 1975. 3. Патент США № 3 36871, кл. 51-20, 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2042496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ОТРЕЗНОГО КРУГА | 1999 |
|
RU2167758C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Кольцевое сверло | 1975 |
|
SU647119A2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ АЛМАЗНО-АБРАЗИВНОЙ РЕЗКИ | 2005 |
|
RU2278015C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ ОТРЕЗНЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2235629C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |

г
fat 1
